




Mantenimiento
Note: Los lados derecho e izquierdo de la mquina se determinan desde la posicin normal del operador.
Mantenimiento de la barra de asiento
Desmontaje de la barra de asiento
-
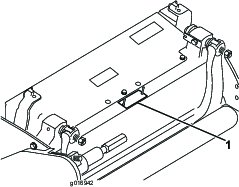
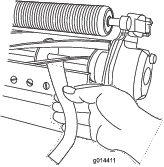
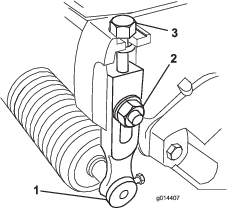
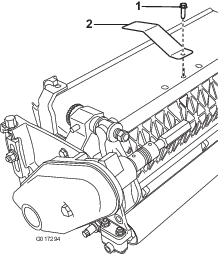
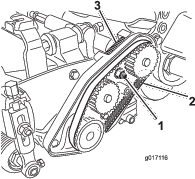
Gire el tornillo de ajuste de la barra de asiento en el sentido contrario a las agujas del reloj para alejar la contracuchilla del molinete (Figure 22).
-
Afloje la tuerca de tensado del muelle hasta que el muelle deje de presionar la arandela contra la barra de asiento (Figure 22).
-
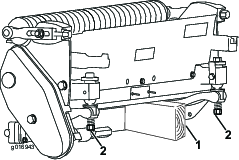
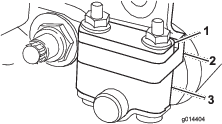
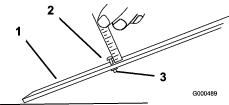
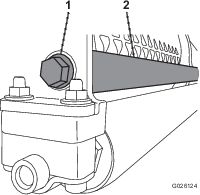
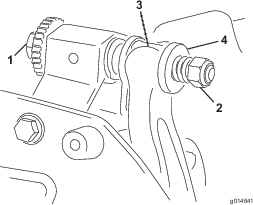
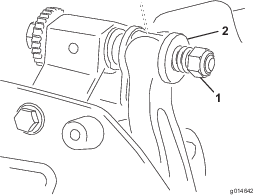
En cada lado de la mquina, afloje la contratuerca que sujeta el perno de la barra de asiento (Figure 23).
-
Retire todos los pernos de la barra de asiento, para poder tirar de la barra hacia abajo y retirarla de la mquina (Figure 23).
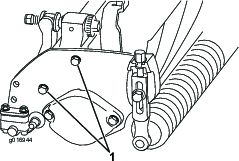
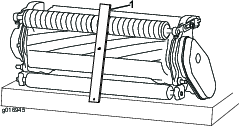
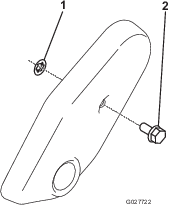
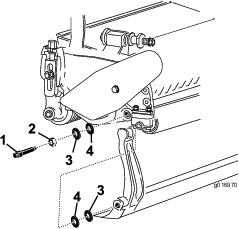
Guarde las 2arandelas de nylon y la arandela de acero troquelado de cada extremo de la barra de asiento (Figure 24).
Ensamblaje de la barra de asiento
-
Instale la barra de asiento, colocando las orejetas de montaje entre la arandela y el ajustador de la barra.
-
Sujete la barra de asiento a cada chapa lateral con los pernos de la barra (con tuercas en los pernos) y 4 arandelas (8 en total).
-
Coloque una arandela de nylon en cada lado del saliente de la chapa lateral. Coloque una arandela de acero por fuera de cada arandela de nylon (Figure 24).
-
Apriete los pernos de la barra de asiento a 27–36 Nm. Apriete las contratuercas a mano hasta que la arandela de acero exterior deje de girar, y no haya holgura axial. Las arandelas del interior pueden tener cierta holgura.
Important: No apriete demasiado las contratuercas o desviarn las chapas laterales.
-
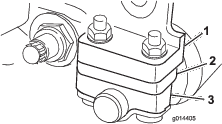
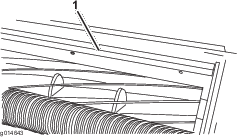
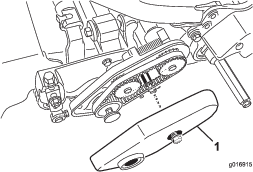
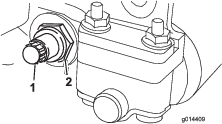
Apriete la tuerca de tensado del muelle hasta que el muelle est comprimido del todo, luego afljela vuelta (Figure 25).
Autoafilado del molinete
Peligro
El contacto con el molinete u otras piezas en movimiento puede causar lesiones personales.
Mantenga las manos, los pies y la ropa alejados de los molinetes u otras piezas en movimiento.
-
Mantngase alejado del molinete durante el afilado.
-
No utilice nunca una brocha de mango corto para el afilado. Su distribuidor Toro autorizado dispone de piezas para el conjunto de mango.
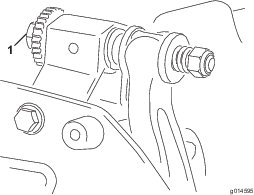
Puede autoafilar los molinetes dejando la unidad de corte en la unidad de traccin o retirando la unidad de corte totalmente de la unidad de traccin. Si la unidad de corte se deja montada en la unidad de traccin, desacople el acoplamiento hexagonal entre la transmisin principal y la transmisin de las unidades de corte para evitar un desgaste excesivo del freno del molinete.
-
Coloque la mquina en una superficie limpia y nivelada.
-
Desconecte la mquina de la forma siguiente:
-
Unidades de gasolina: apague el motor y desconecte el cable de la buja.
-
Unidades elctricas: apague la mquina y desenchufe el conector la batera (asa en T).
-
-
Ponga el freno de estacionamiento.
-
Conecte la mquina de autoafilado a la unidad de corte colocando una llave de tubo hexagonal de " (12,7 mm) en el eje de salida de la polea del molinete, en el extremo izquierdo de la unidad de corte.
Note: El Manual de Afilado de Cortacspedes de Molinete y Giratorios Toro, Impreso N 80-300PT, contiene instrucciones y procedimientos adicionales relacionados con el afilado.
Note: Para obtener un filo de corte mejor, pase una lima por la cara delantera de la contracuchilla cuando se termine la operacin de afilado. Esto elimina cualquier rebaba o aspereza que pueda haber aparecido en el filo de corte. Puede ser necesario pasar la lima muy suavemente por el borde superior para eliminar completamente la rebaba del filo de corte.
Note: Si la unidad de corte se haba dejado montada en la mquina durante el autoafilado, vuelva a conectar el eje hexagonal de la mquina a la unidad de corte.