


Underhåll
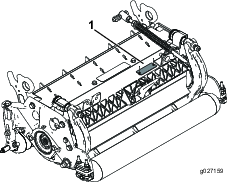
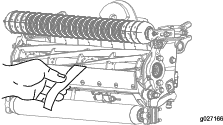
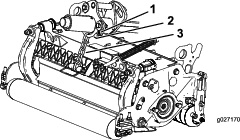
Smrja klippenheterna
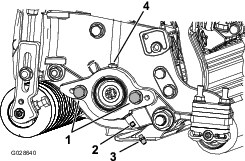
Varje klippenhet har fem smrjnipplar (Figure 22) som mste smrjas regelbundet med litiumbaserat fett nr2.
Det finns tv smrjpunkter p den frmre rullen och bakre rullen samt en p cylindermotorns sprning.
Note: Genom att smrja klippenheterna omedelbart efter tvtt, tms vattnet ur lagren vilket kar dess livslngd.
-
Torka av alla smrjnipplar med en ren trasa.
-
Pfr fett tills det rinner ut rent fett ur rullens ttningar och lagrets vertrycksventil.
-
Torka bort eventuellt verfldigt fett.
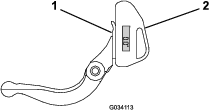
vertrycksfrsa cylindern
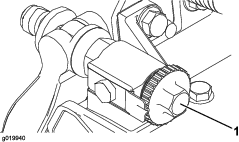
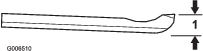
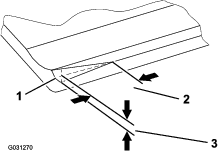
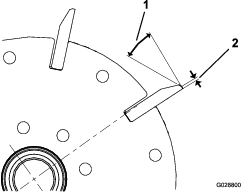
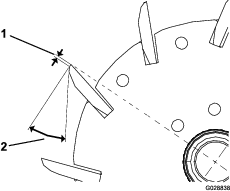
Den nya cylindern har en landbredd p 1,3 till 1,5mm och en verfrs p 30grader.
Gr fljande nr landbredden blir strre n 3mm bred:
-
Tillmpa en verfrs p 30grader p alla cylinderknivar tills landbredden r 1,3mm bred (Figure 23 och Figure 24).
-
Rundslipa cylindern fr att uppn en precisionsminskning fr cylindern p <0,025mm.
Note: Detta gr att landbredden kar ngot.
Note: Fr att cylinderkanten och underkniven ska vara vassa lngre ska du – efter att ha slipat cylindern och/eller underkniven – kontrollera kontakten mellan cylindern och underkniven igen nr du har klippt tv fairways eftersom alla grader (skgg) tas bort vilket kan skapa felaktigt spel mellan cylindern och underkniven och drmed f dem att slitas ut snabbare.
Serva underkniven
Servicegrnserna som gller fr underkniven anges i nedanstende tabell.
Important: Om klippenheten anvnds nr underkniven r under servicegrnsen kan klippytans utseende pverkas negativt och underknivens frmga att st emot sttar minskas.
| Tabell med servicegrnser fr underkniven | ||||
| Underkniv | Artikel | Underknivens lpphjd* | Servicegrns * | Frsvinklarvre/frmre vinklar |
| EdgeMax® lg klipphjd (modell 03641) | 137-0832 | 5,6mm | 6,4–12,7mm | 10/5grader |
| Lg klipphjd (tillval) | 110-4084 | 5,6mm | 4,8mm | 10/5grader |
| Utkad EdgeMax® lg klipphjd (tillval) | 119-4280 | 5,6mm | 4,8mm | 10/10grader |
| Extra lg klipphjd (tillval) | 120-1640 | 5,6mm | 4,8mm | 10/10grader |
| EdgeMax® (modellerna 03638 och 03639) | 137-0833 | 6,9mm | 4,8mm | 10/5grader |
| Standard (Tillval) | 108-9096 | 6,9mm | 4,8mm | 10/5grader |
| Tung drift (tillval) | 110-4074 | 9,3mm | 4,8mm | 10/5grader |
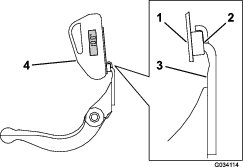
Rekommenderade vre och frmre frsvinklar fr underkniven ()Figure 25
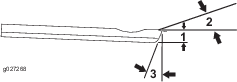
Note: Alla servicegrnsmtt fr underkniven hnvisar till underknivens nedre del (Figure 26)
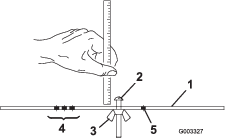
Kontrollera den vre frsvinkeln
Vinkeln som du anvnder fr att frsa underknivarna r mycket viktig.
Anvnd vinkelindikatorn (Toro-artikelnr 131-6828) och vinkelindikatorfstet (Toro-artikelnr 131-6829) fr att kontrollera vinkeln som slipmaskinen skapar. tgrda vid felaktigt resultat.
-
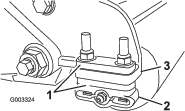
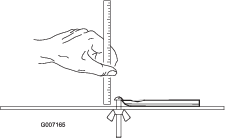
Placera vinkelindikator p underknivens undersida enligt Figure 27.
-
Tryck p knappen Alt Zero p vinkelindikatorn.
-
Placera vinkelindikatorfstet p underknivens egg s att magnetkanten passas in med underknivens egg (Figure 28).
Note: Den digitala displayen ska under detta steg vara synlig frn samma sida som i steg 1.
-
Placera vinkelindikatorn p fstet enligt Figure 28.
Note: Detta r den vinkel som slipmaskinen skapar, och den ska ligga inom tv grader frn den rekommenderade vre frsvinkeln.
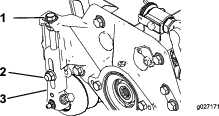
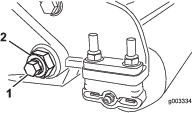
Serva underknivsstngen
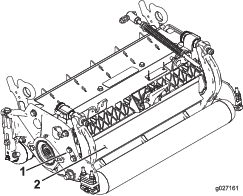
Ta bort underknivsstngen
-
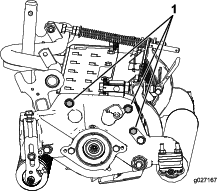
Vrid underknivsstngens justerskruvar moturs s att underkniven frs bort frn cylindern (Figure 29).
-
Fr fjderspnningsmuttern bakt tills brickan inte lngre r spnd mot underknivsstngen (Figure 29).
-
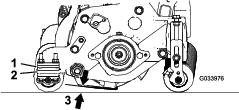
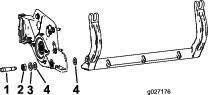
Lossa lsmuttern som fster skruven till underknivsstngen p vardera sidan av maskinen (Figure 30).
-
Ta bort alla skruvar till underknivsstngen s att denna kan dras nedt och avlgsnas frn maskinen (Figure 30).
Note: Berkna tv nylonbrickor och en bricka av stansat stl p vardera nden av underknivsstngen (Figure 31).
Montera underknivsstngen
-
Montera underknivsstngen och placera fsthandtagen mellan brickan och underknivsstngens justerare.
-
Fst underknivsstngen p vardera sidoplten med tillhrande bultar (muttrar p bultar) och de sex brickorna.
Note: Stt en nylonbricka p var sida om sidopltens nav. Placera en stlbricka p utsidan av varje nylonbricka (Figure 31).
-
Dra t skruvarna fr underknivsstngen till 37–45Nm.
Note: Dra t lsmuttrarna tills den yttre stlbrickan slutar rotera och spelet frsvinner, men dra inte t fr hrt och bj inte sidopltarna. Det kan finnas ett mellanrum vid brickorna p insidan.
-
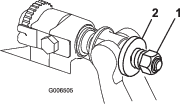
Dra t fjderspnningsmuttern tills fjdern pressas ihop, och vrid sedan ut den ett halvt varv (Figure 32).
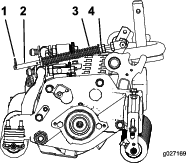
Serva klippenhetsdelar med dubbelpunktsjustering (DPA)
-
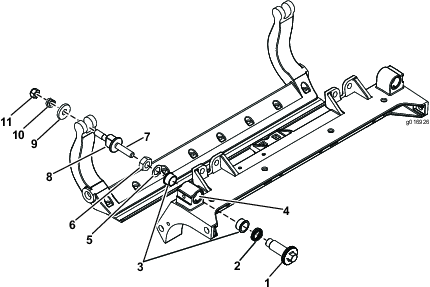
Ta bort alla delar (se monteringsanvisningarna fr HD DPA-satsen och Figure 33).
-
Applicera monteringssmrjmedel p insidan av bussningsomrdet p klippenhetens mittram (Figure 33).
-
Rikta in nycklarna p flnsbussningarna mot skrorna p ramen och montera bussningarna (Figure 33).
-
Montera en vgbricka p justeringsaxeln och skjut in justeringsaxeln i flnsbussningarna p klippenhetens ram (Figure 33).
-
Fst justeringsaxeln med en planbricka och lsmutter (Figure 33).
-
Dra t lsmuttern till 20–27Nm.
Note: Underknivsstngens justeringsaxel r vnstergngad.
-
Applicera monteringssmrjmedel p gngorna p underknivstngens justerskruv som passar i justeringsaxeln.
-
Gnga fast underknivsstngens justerskruv i justeringsaxeln.
-
Montera den hrdade brickan, fjdern och fjderspnningsmuttern lst p justerskruven.
-
Montera underknivsstngen genom att placera fsthandtagen mellan brickan och underknivsstngens justerare.
-
Fst underknivsstngen p vardera sidoplten med tillhrande skruvar (muttrar p skruvar) och de sex brickorna.
Note: Stt en nylonbricka p var sida om sidopltens nav.
-
Placera en stlbricka p utsidan av varje nylonbricka (Figure 33).
-
Dra t skruvarna fr underknivsstngen till 37–45Nm.
-
Dra t lsmuttrarna tills den yttre stlbrickan slutar rotera och spelet frsvinner, men dra inte t fr hrt och bj inte sidopltarna.
Note: Det kan finnas ett mellanrum vid brickorna p insidan (Figure 33).
-
Dra t muttern p varje justeringsanordning fr underknivsstngen tills kompressionsfjdern r helt hoptryckt och lossa sedan muttern ett halvt varv (Figure 33).
-
Upprepa proceduren p klippenhetens andra sida.
-
Justera underkniven mot cylindern, se Justera underkniven mot cylindern.
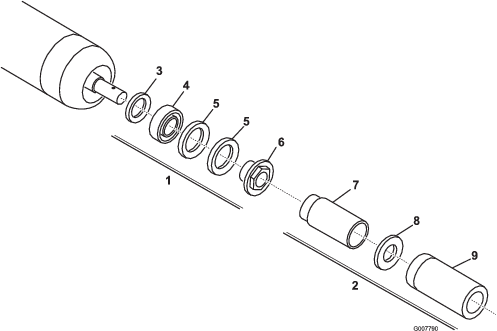
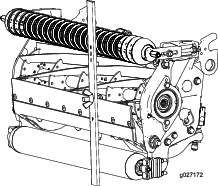
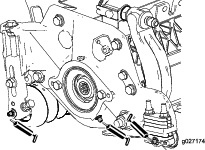
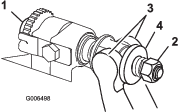
Serva rullen
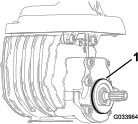
Ombyggnadssatsen till rulle och verktygssatsen fr ombyggnad av rulle (Figure 34) finns tillgngliga fr service av rullen. Ombyggnadssatsen till rullen innehller alla lager, lagermuttrar samt inre och yttre ttningar som krvs fr att bygga om en rulle. Verktygssatsen fr ombyggnad av rulle omfattar alla verktyg och monteringsanvisningar som krvs fr att bygga om en rulle med ombyggnadssatsen. Titta i reservdelskatalogen eller kontakta en auktoriserad terfrsljare om du behver hjlp.