


Manutenção
Lubrificao das unidades de corte
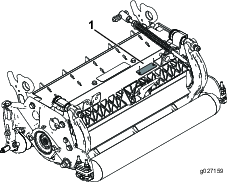
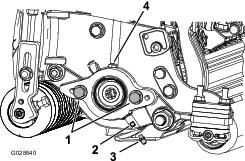
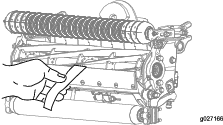
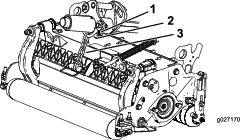
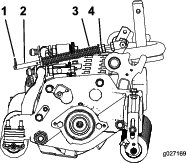
Cada unidade de corte possui 5 bocais de lubrificao (Figure 22) que devero ser lubrificados regularmente com massa lubrificante nmero 2 base de ltio.
H dois pontos de lubrificao no rolo frontal, rolo traseiro e um na estria do motor do cilindro.
Note: Lubrificar as unidades de corte imediatamente aps a lavagem ajuda a purgar a gua dos rolamentos e aumenta a durao dos mesmos.
-
Limpe cada bocal de lubrificao com um trapo limpo.
-
Aplique lubrificao at que se veja lubrificante limpo a sair dos vedantes do rolo e da vlvula de descarga do rolamento.
-
Elimine o excesso de massa lubrificante.
Amolao de retificao do cilindro
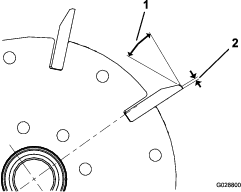
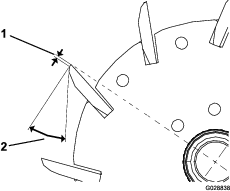
O novo cilindro tem uma largura de 1,3 a 1,5mm e uma amolao de retificao de 30 graus.
Quando a dimenso da folga superior a 3mm de largura, faa o seguinte:
-
Aplique uma amolao de retiicao de 30 graus em todas as lminas do cilindro at que a folga tenha uma largura de 1,3mm (Figure 23 e Figure 24).
-
Amole o cilindro para obter uma deslocao do cilindro <0,025mm.
Note: Isto causa que a folga aumente ligeiramente.
Note: Para aumentar a longevidade da afiao da extremidade do cilindro e lmina – aps a amolao do cilindro e/ou lmina – verifique novamente o contacto entre cilindro e lmina depois de cortar dois fairways, uma vez que qualquer rebarba eliminada o que pode criar uma folga indevida entre cilindro e lmina e acelerar, desta forma o desgaste.
Assistncia lmina
Os limites de assistncia lmina encontram-se no quadro seguinte.
Important: O funcionamento da unidade de corte com a lmina abaixo do “limite de assistncia pode causar um fraco aspecto aps o corte e reduzir a integridade estrutural da lmina para impactos.
| Quadro de limite de assistncia lmina | ||||
| Lmina de corte | Pea | Altura do topo da lmina* | Limite de assistncia* | ngulos de amolaongulo superior/frontal |
| Baixa altura de corte EdgeMax® (modelo 03641) | 137-0832 | 5,6mm | 6,4–12,7mm | 10/5 graus |
| Baixa altura de corte (Opcional) | 110-4084 | 5,6mm | 4,8mm | 10/5 graus |
| Baixa altura EdgeMax® extensvel de corte (Opcional) | 119-4280 | 5,6mm | 4,8mm | 10/10 graus |
| Baixa altura extensvel de corte (Opcional) | 120-1640 | 5,6mm | 4,8mm | 10/10 graus |
| EdgeMax® (modelos 03638 e 03639) | 137-0833 | 6,9mm | 4,8mm | 10/5 graus |
| Standard (opcional) | 108-9096 | 6,9mm | 4,8mm | 10/5 graus |
| Pesados (opcional) | 110-4074 | 9,3mm | 4,8mm | 10/5 graus |
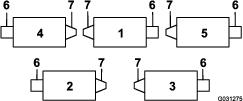
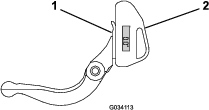
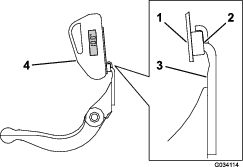
Recomendado para ngulos superiores e frontais da lmina de corte (Figure 25)
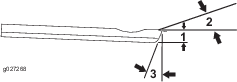
Note: Todas as medidas dos limites de assistncia da lmina se referem parte inferior da lmina (Figure 26)
Verificar o ngulo de amolao superior
O ngulo que utiliza para amolar as lminas de corte muito importante.
Utilize o indicador de ngulo (pea Toro n. 131-6828) e a montagem do indicador do ngulo (pea Toro n. 131-6829) para verificar o ngulo que o seu amolador produz e depois corrija qualquer impreciso no amolador.
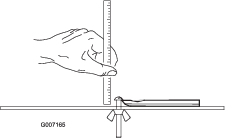
-
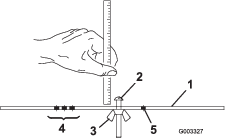
Coloque o indicador de ngulo no lado inferior da lmina de corte, como se ilustra na Figure 27.
-
Pressione o boto Alt Zero no indicador de ngulo.
-
Coloque a montagem do indicador de ngulo na extremidade da lmina de corte para que a extremidade do man fique alinhada com a extremidade da lmina de corte (Figure 28).
Note: O ecr digital deve ser visvel do mesmo lado durante este passo como era no passo 1.
-
Coloque o indicador de ngulo na montagem, como se mostra na Figure 28.
Note: Este o ngulo que o seu amolador produz e deve estar a 2 graus do ngulo de amolao superior recomendado.
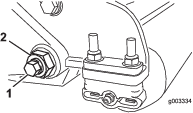
Manuteno da barra de apoio
Remoo da barra de apoio
-
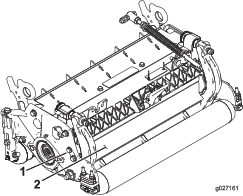
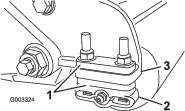
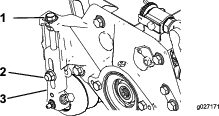
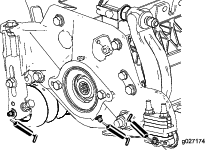
Rode os parafusos de ajuste da barra de apoio no sentido contrrio ao dos ponteiros do relgio, para afastar a lmina de corte do cilindro (Figure 29).
-
Faa recuar a porca da mola tensora at que a anilha deixe de estar sob tenso contra a barra de apoio (Figure 29).
-
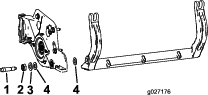
Desaperte a porca de bloqueio que segura a cavilha da barra de apoio, em cada um dos lados da mquina (Figure 30).
-
Remova cada uma das cavilhas da barra de apoio, de modo permitir pux-la e retir-la da mquina (Figure 30).
Note: Guarde as duas anilhas de nylon e anilha de ao prensado de cada uma das extremidades da barra de apoio (Figure 31).
Montagem da barra de apoio
-
Instale a barra de apoio, colocando a aletas de montagem entre a anilha e o ajustador da barra de apoio.
-
Fixe a barra de apoio a cada um dos lados da placa lateral com as cavilhas (porcas nas cavilhas) e com as 6arruelas.
Note: Coloque uma anilha de nylon de cada lado da placa lateral. Coloque uma arruela de ao no exterior de cada uma das arruelas de nylon (Figure 31).
-
Aperte os parafusos da barra de apoio com uma fora de 37 a 45Nm.
Note: Aperte as porcas at que a anilha de ao exterior pare de rodar e a folga seja removida, mas no aperte em demasiado nem desvie as placas laterais. As arruelas podem ter uma folga interna.
-
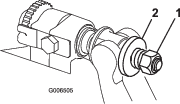
Aperte a porca da mola tensora at que a mola fique recolhida; em seguida, desaperte meia volta (Figure 32).
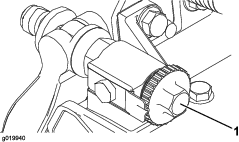
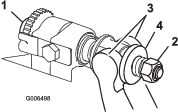
Assistncia ao Ajuste de Dois Pontos HD (DPA)
-
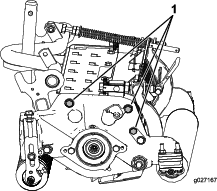
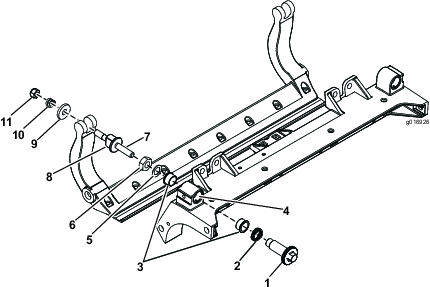
Retire todas as peas (consulte as Instrues de instalao do Kit DPA HD e a Figure 33).
-
Aplique composto anti-gripagem no interior da rea dos casquilhos na estrutura central da unidade de corte (Figure 33).
-
Alinhe as chaves nos casquilhos das flanges com as ranhuras na estrutura e instale os casquilhos (Figure 33).
-
Instale uma anilha ondulada no veio do ajustador e deslize o veio para os casquilhos da flange na estrutura da unidade de corte (Figure 33).
-
Prenda o veio ajustador com uma anilha plana e porca de bloqueio (Figure 33).
-
Aperte a porca com uma fora de 20 a 27Nm.
Note: O veio do ajustador da barra de apoio possui roscas esquerdas.
-
Aplique composto antigripagem nas roscas do parafuso do ajustador da barra de apoio que encaixa no veio do ajustador.
-
Enrosque o parafuso do ajustador da barra de apoio no veio do ajustador.
-
Instale sem apertar a anilha reforada, mola e porca tensora da mola no parafuso do ajustador.
-
Instale a barra de apoio, posicionando as aletas de montagem entre a anilha e o ajustador da barra de apoio.
-
Fixe a barra de apoio a cada um dos lados da placa lateral com as cavilhas (porcas flangeadas nas cavilhas) e com as 6arruelas.
Note: Coloque uma anilha de nylon de cada lado da placa lateral.
-
Coloque uma arruela de ao no exterior de cada uma das arruelas de nylon (Figure 33).
-
Aperte os parafusos da barra de apoio com uma fora de 37 a 45Nm.
-
Aperte as porcas at que a anilha de ao exterior pare de rodar e a folga seja removida, mas no aperte em demasiado nem desvie as placas laterais.
Note: As arruelas podem ter uma folga interna (Figure 33).
-
Aperte a porca em cada conjunto de ajustador da barra de apoio at que a mola de compresso esteja totalmente comprimida e, em seguida, desaperte a porca volta (Figure 33).
-
Repita o procedimento no lado oposto da unidade de corte.
-
Ajuste a lmina de corte ao cilindro; consulte a Ajuste da lmina de corte ao cilindro.
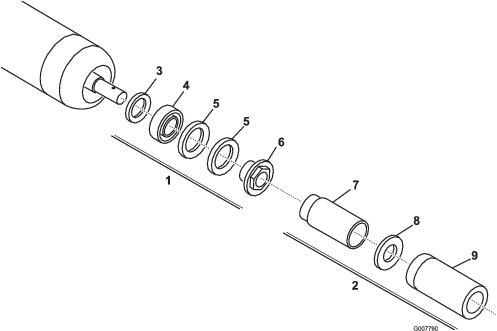
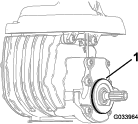
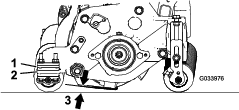
Manuteno do rolo
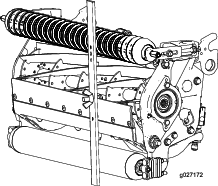
O kit de remontagem de rolo e o kit de ferramentas de remontagem de rolo (Figure 34) esto disponveis para fazer a manuteno do rolo. O kit do rolo inclui todos os rolamentos, porcas dos rolamentos, vedantes internos e externos necessrios para remontar um rolo. O kit de ferramentas inclui todas as ferramentas e as instrues de instalao necessrias remontagem de um rolo com o kit de remontagem de rolo. Consulte o catlogo de peas ou contacte o distribuidor autorizado para obter ajuda.