


Mantenimiento
Lubricacin de las unidades de corte
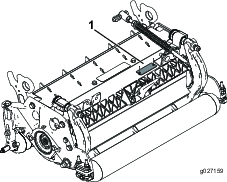
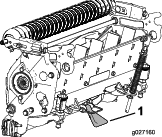
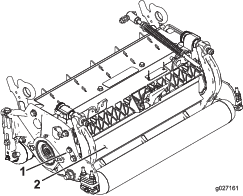
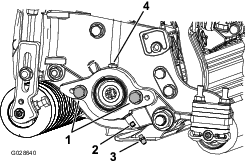
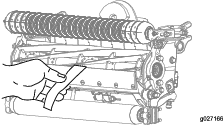
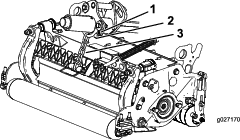
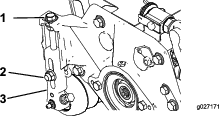
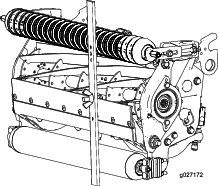
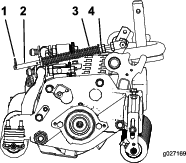
Cada unidad de corte tiene 5 puntos de engrase (Figure 22) que deben ser lubricados regularmente con grasa de litio N.2.
Hay 2 puntos de lubricacin en el rodillo delantero y el rodillo trasero y uno en la seccin estriada del motor del molinete.
Note: La lubricacin de las unidades de corte inmediatamente despus del lavado ayuda a purgar agua de los cojinetes y aumenta la vida de stos.
-
Limpie cada engrasador con un trapo limpio.
-
Aplique grasa hasta que salga grasa limpia de las juntas del rodillo y la vlvula de alivio del cojinete.
-
Limpie cualquier exceso de grasa.
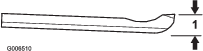
Afilado del molinete con rebajo
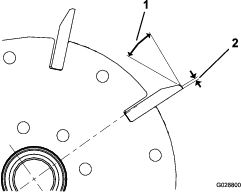
El molinete nuevo tiene una superficie de incidencia de 1,3 a 1,5mm de anchura, y un rebajo de 30°.
Si la anchura de la superficie de incidencia es superior a 3mm, haga lo siguiente:
-
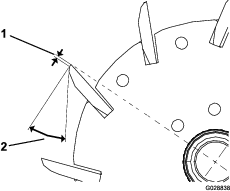
Afile todas las cuchillas con un rebajo de 30 grados hasta que la anchura de la superficie de incidencia sea de 1,3mm (Figure 23 y Figure 24).
-
Afile el molinete con muela, sin rebajo, hasta que la excentricidad del molinete sea inferior a 0,025mm.
Note: Esto hace que la superficie de incidencia se ensanche ligeramente.
Note: Para que los filos del molinete y de la contracuchilla duren ms, despus de amolar el molinete y/o la contracuchilla, vuelva a comprobar el contacto entre molinete y contracuchilla despus de segar 2 calles, porque esto eliminar la rebaba, posiblemente creando un contacto incorrecto entre el molinete y la contracuchilla y por tanto acelerando el desgaste.
Mantenimiento de la contracuchilla
La tabla siguiente indica los lmites de ajuste de la contracuchilla.
Important: La operacin de la unidad de corte con la contracuchilla por debajo del “lmite de ajuste puede dar como resultado un deficiente aspecto despus del corte, y puede reducir la integridad estructural de la contracuchilla en caso de impacto.
| Tabla de lmites de ajuste de la contracuchilla | ||||
| Contracuchilla | Pieza | Altura del filo de la contracuchilla * | Lmite de ajuste * | ngulos de rectificadongulos superior/delantero |
| EdgeMax® ADC baja (Modelo 03641) | 137-0832 | 5,6mm | 6,4 – 12,7mm | 10/5 grados |
| Altura de corte baja (opcional) | 110-4084 | 5,6mm | 4,8mm | 10/5 grados |
| Altura de corte extendida baja EdgeMax® (opcional) | 119-4280 | 5,6mm | 4,8mm | 10/10 grados |
| Altura de corte extendida baja (opcional) | 120-1640 | 5,6mm | 4,8mm | 10/10 grados |
| EdgeMax® (Modelos 03638 y 03639) | 137-0833 | 6,9mm | 4,8mm | 10/5 grados |
| De serie (opcional) | 108-9096 | 6,9mm | 4,8mm | 10/5 grados |
| Servicio pesado (opcional) | 110-4074 | 9,3mm | 4,8mm | 10/5 grados |
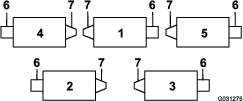
ngulo de amolado recomendado para la parte superior y delantera de la contracuchillaFigure 25().
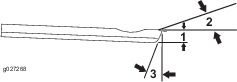
Note: Todos los lmites de ajuste de la contracuchilla se miden respecto a la cara inferior de la misma (Figure 26)
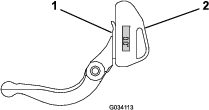
Comprobacin del ngulo de amolado superior
El ngulo de rectificado de las contracuchillas es muy importante.
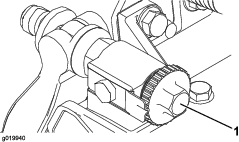
Utilice el indicador de ngulo (Pieza Toro N° 131-6828) y el soporte del indicador de ngulo (Pieza Toro N° 131-6829) para comprobar el ngulo producido por su muela, y corrija cualquier falta de precisin.
-
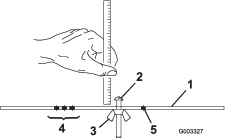
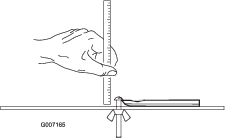
Coloque el indicador de ngulo en el lado inferior de la contracuchilla, segn se muestra en Figure 27.
-
Pulse el botn Alt Zero del indicador de ngulo.
-
Coloque el soporte del indicador de ngulo sobre el filo de la contracuchilla de manera que el borde del imn est enrasado con el filo de la contracuchilla (Figure 28).
Note: La pantalla digital debe estar visible desde el mismo lado durante este paso que durante el paso 1.
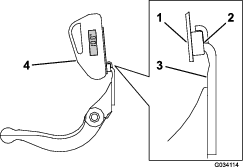
-
Coloque el indicador de ngulo en el soporte, segn se muestra en Figure 28.
Note: Este es el ngulo que produce su muela, y no debe variar en ms de 2 grados del ngulo de amolado superior recomendado.
Mantenimiento de la barra de asiento
Cmo retirar la barra de asiento
-
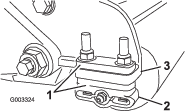
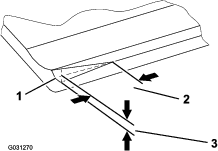
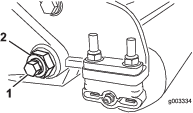
Gire los tornillos de ajuste de la barra de asiento en sentido antihorario para alejar la contracuchilla del molinete (Figure 29).
-
Afloje la tuerca de tensado del muelle hasta que el muelle deje de presionar la arandela contra la barra de asiento (Figure 29).
-
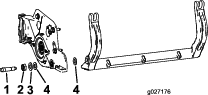
En cada lado de la mquina, afloje la contratuerca que fija el perno de la barra de asiento (Figure 30).
-
Retire cada perno de la barra de asiento, para poder tirar de la barra hacia abajo y retirarla de la mquina (Figure 30).
Note: Guarde las 2 arandelas de nylon y la arandela de acero troquelado de cada extremo de la barra de asiento (Figure 31).
Ensamblaje de la barra de asiento
-
Instale la barra de asiento, colocando las orejetas de montaje entre la arandela y el ajustador de la barra.
-
Sujete la barra de asiento a cada chapa lateral con los pernos de la barra (con tuercas en los pernos) y las 6 arandelas.
Note: Coloque una arandela de nylon en cada lado del saliente de la chapa lateral. Coloque una arandela de acero por fuera de cada arandela de nylon (Figure 31).
-
Apriete los pernos de la barra de asiento a 37–45Nm.
Note: Apriete las contratuercas hasta que la arandela de acero exterior deje de girar, y la holgura quede eliminada, pero no apriete demasiado ni desve las chapas laterales. Las arandelas del interior pueden tener cierta holgura.
-
Apriete la tuerca de tensado del muelle hasta que el muelle est comprimido del todo, luego afljela vuelta (Figure 32).
Mantenimiento de los ajustadores de dos puntos (DPA) de servicio pesado
-
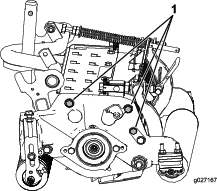
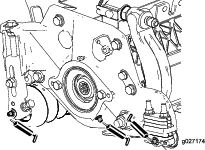
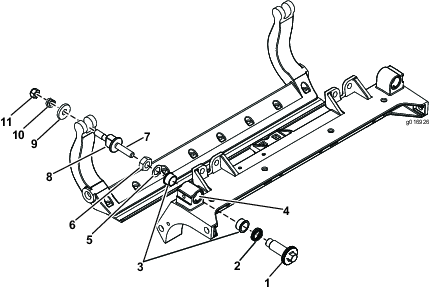
Retire todas las piezas (consulte las Instrucciones de instalacin del Kit HD DPA y la Figure 33).
-
Aplique compuesto antigripante en la parte interior de la zona de los casquillos del bastidor central de la unidad de corte (Figure 33).
-
Alinee los salientes de los casquillos con brida con las ranuras del bastidor, e instale los casquillos (Figure 33).
-
Instale una arandela ondulada sobre el eje del ajustador e introduzca el eje del ajustador en los casquillos con brida del bastidor de la unidad de corte (Figure 33).
-
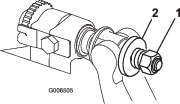
Sujete el eje del ajustador con una arandela plana y una contratuerca (Figure 33).
-
Apriete la contratuerca a 20–27Nm.
Note: El eje del ajustador de la barra de asiento tiene rosca a izquierdas.
-
Aplique compuesto antiadherente a las roscas del tornillo de ajuste de la barra de asiento que encaja en el eje del ajustador.
-
Enrosque el tornillo del ajustador de la barra de asiento en el eje del ajustador.
-
Instale provisionalmente la arandela endurecida, el muelle y la tuerca de tensado del muelle en el tornillo de ajuste.
-
Instale la barra de asiento, posicionando las pestaas de montaje entre la arandela y el mecanismo de ajuste de la barra de asiento.
-
Sujete la barra de asiento a cada chapa lateral con los pernos de la barra (con tuercas en los pernos) y las 6 arandelas.
Note: Coloque una arandela de nylon en cada lado del saliente de la chapa lateral.
-
Coloque una arandela de acero por fuera de cada arandela de nylon (Figure 33).
-
Apriete los pernos de la barra de asiento a 37–45Nm.
-
Apriete las contratuercas hasta que la arandela de acero exterior deje de girar, y la holgura quede eliminada, pero no apriete demasiado ni desve las chapas laterales.
Note: Las arandelas del interior pueden tener cierta holgura (Figure 33).
-
Apriete la tuerca de cada ajustador de la barra de asiento hasta que el muelle de compresin est comprimido del todo, luego afloje la tuerca vuelta (Figure 33).
-
Repita el procedimiento en el otro extremo de la unidad de corte.
-
Ajuste la contracuchilla contra el molinete; consulte Ajuste de la contracuchilla contra el molinete.
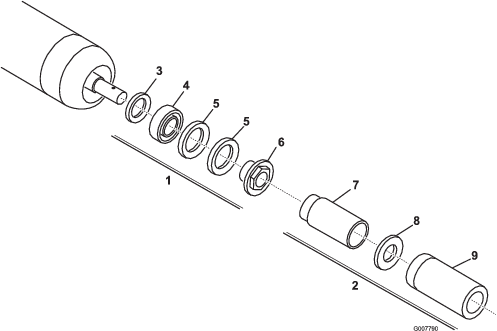
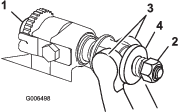
Mantenimiento del rodillo
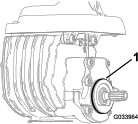
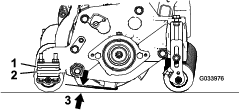
Para facilitar el mantenimiento del rodillo estn disponibles el Kit de reacondicionamiento de rodillos y el Kit de herramientas para el reacondicionamiento del rodillo (Figure 34). El Kit de reacondicionamiento de rodillos incluye todos los cojinetes, tuercas de cojinetes, juntas y retenes necesarios para reacondicionar un rodillo. El Kit de herramientas para el reacondicionamiento del rodillo incluye todas las herramientas e instrucciones de instalacin necesarias para reacondicionar un rodillo con el kit de reacondicionamiento de rodillos. Consulte el Catlogo de piezas o pngase en contacto con su Distribuidor Autorizado Toro si necesita ayuda.