




Manutenção
Note: Determine os lados direito e esquerdo da máquina a partir da posição normal de utilização.
Suporte da unidade de corte
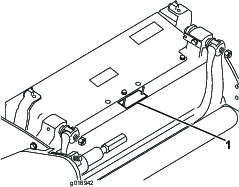
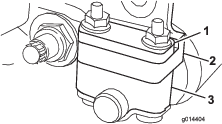
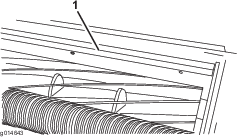
Se for necessário inclinar a unidade de corte para que a lâmina de corte e o cilindro fiquem expostos, coloque um apoio por baixo da traseira da unidade de corte para assegurar que as porcas nos parafusos de ajuste da extremidade traseira da barra de apoio não fiquem apoiadas sobre a superfície de trabalho (Figura 8).
Ajuste do contacto da lâmina de corte ao cilindro
Ajuste diário da lâmina de corte
Antes do corte, todos os dias, ou conforme necessário, verifique o correto contacto da lâmina em relação ao cilindro. Efetue este procedimento, mesmo que a qualidade do corte seja aceitável.
-
Baixe as unidades de corte numa superfície dura, para mostrar o motor, e remova a chave da ignição.
-
Rode lentamente o cilindro na direção contrária, ouvindo o contacto da lâmina em relação ao cilindro.
-
Se não houver contacto evidente, ajuste a lâmina de corte da seguinte forma
-
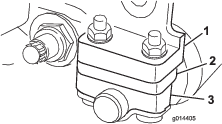
Rode os parafusos de ajuste da barra de apoio no sentido dos ponteiros do relógio (Figura 9), um clique de cada vez, até que se veja e oiça um leve contacto.
Note: Os parafusos de ajuste da barra de apoio possuem entalhes que correspondem a 0,018 mm do movimento da lâmina para cada posição indexada.
-
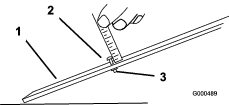
Insira uma fita comprida de papel de desempenho de corte (Peça Toro N.º 125-5610) entre o cilindro e a lâmina de corte, perpendicular à lâmina de corte (Figura 10) e, em seguida, rode lentamente o cilindro para a frente; deve cortar o papel; caso contrário, repita os passos 1 e 2 até que o faça.
-
-
Se for evidente contacto/arrasto excessivos será necessário retificar ou refacear a ponta da lâmina de corte ou amolar a unidade de corte para obter pontas afiadas, imprescindíveis para um corte de precisão (consulte o manual de afinação de cilindros e cortadores rotativos Toro, Formulário N.º 9168SL).
Important: É sempre preferido um leve contacto. Se não for mantido um leve contacto, as extremidades da lâmina/cilindro não se autoajustam suficientemente e resulta em extremidades de corte pouco afiadas após o funcionamento. Se for mantido contacto excessivo, o desgaste da lâmina/cilindro é acelerado e pode dar origem a desgaste irregular e a qualidade de corte pode ser negativamente afetada.
Note: À medida que as lâminas do cilindro continuam a passar na lâmina, surge uma leve irregularidade na superfície de corte ao longo de todo o comprimento da lâmina. Passe ocasionalmente uma lima pela extremidade frontal para remover esta irregularidade para melhorar o corte.Depois de utilização alargada, pode desenvolver-se leiva em ambas as extremidades da lâmina. Estes nós têm de ser arredondados ou alinhados com a extremidade de corte da lâmina para assegurar um bom funcionamento.
-
Ajuste da lâmina de corte ao cilindro
Utilize este procedimento durante a configuração inicial da unidade de corte e após a amolação, manutenção ou desmontagem do cilindro. Isto não se destina a ajuste diário.
-
Coloque a unidade de corte numa superfície de trabalho plana e nivelada.
-
Incline a unidade de corte para que a lâmina de corte e o cilindro fiquem expostos.
Note: Certifique-se de que as porcas ou parafusos da extremidade traseira da barra de apoio não estão apoiados na superfície de trabalho (Figura 8).
-
Rode o cilindro de forma a que uma das lâminas cruze a extremidade da lâmina de corte entre a primeira e segunda cabeça dos parafusos do lado direito da unidade de corte.
-
Coloque uma marca de identificação na lâmina onde cruza com a extremidade da lâmina de corte.
Note: Isto vai facilitar os ajustes subsequentes.
-
Insira um calço de 0,05 mm entre a lâmina e a extremidade da lâmina de corte no ponto marcado no passo 4.
-
Rode o parafuso de ajuste da barra de apoio direita (Figura 9) até sentir uma ligeira pressão no calço deslizando-o de um lado para o outro. Retire o calço.
-
Para o lado esquerdo da unidade de corte, rode lentamente o cilindro de forma a que a lâmina mais próxima cruze a extremidade da lâmina de corte entre a primeira e segunda cabeça dos parafusos.
-
Repita os passos 4 a 6 para o lado esquerdo da unidade de corte e parafuso de ajuste da barra de apoio do lado esquerdo.
-
Repita os passos 5 a 6 até que exista uma ligeira pressão nos pontos de contacto nos lados esquerdo e direito da unidade de corte.
-
Para obter o ligeiro contacto entre a lâmina de corte e o cilindro, rode cada parafuso de ajuste da barra de apoio no sentido dos ponteiros do relógio 3 cliques.
Note: Com cada clique no parafuso de ajuste, a lâmina de corte desloca-se 0,018 mm. Não aperte demasiado os parafusos de ajuste.Rodar o parafuso de ajuste no sentido dos ponteiros do relógio move a lâmina de corte na direção do cilindro. Rodar o parafuso de ajuste no sentido contrário ao dos ponteiros do relógio move a lâmina de corte na direção oposta à do cilindro.
-
Insira uma fita comprida de papel de desempenho de corte (Peça Toro N.º 125-5610) entre o cilindro e a lâmina de corte, perpendicular à lâmina de corte (Figura 10) e, em seguida, rode lentamente o cilindro para a frente; deve cortar o papel; caso contrário, rode cada parafuso de ajuste da barra de apoio no sentido dos ponteiros do relógio 1 clique e repita este passo até que corte o papel.
Note: Se for evidente contacto/arrasto excessivos será necessário retificar ou refacear a ponta da lâmina de corte ou amolar a unidade de corte para obter pontas afiadas, imprescindíveis para um corte de precisão (consulte o manual de afinação de cilindros e cortadores rotativos Toro, Formulário N.º 9168SL).
Ajuste da altura do rolo traseiro
Dependendo do intervalo de altura de corte desejado, ajuste os suportes do rolo traseiro (Figura 11 ou Figura 12) para a posição inferior ou superior:
-
Posicione o espaçador acima da flange de montagem da placa lateral (definição de fábrica) se as definições da altura de corte variarem entre 1,5 e 6 mm, como se mostra na Figura 11.
-
Posicione o espaçador abaixo da flange de montagem da placa lateral quando as definições da altura de corte variarem entre 3 e 25 mm, como se mostra na Figura 12.
-
Levante a parte traseira da unidade de corte e coloque um bloco debaixo da lâmina de corte.
-
Retire as 2 porcas que estão a fixar cada suporte do rolo e os distanciadores de cada flange de montagem da placa lateral.
-
Baixe o rolo e os parafusos das flanges de montagem da placa lateral e espaçadores.
-
Coloque os espaçadores nos parafusos acima ou abaixo dos suportes do cilindro, consoante o necessário (Figura 11 ou Figura 12).
-
Reaperte o suporte do cilindro e os distanciadores na parte inferior dos flanges de montagem com as porcas previamente retiradas.
Note: A posição do rolo traseiro em relação ao cilindro é controlada pelas tolerâncias mecânicas dos componentes montados, não sendo necessário nenhum dispositivo de colocação em paralelo.
Ajuste da altura de corte
Utilize a seguinte tabela para determinar qual a lâmina de corte que mais se adequa à altura de corte desejada.
| Lâminas de corte | Número de peça | Altura de corte |
| Microcorte Edgemax (Standard) | 115-1880 | 1,5 a 4,7 mm |
| Torneio Edgemax (Opcional) | 115-1881 | 3,1 a 12,7 mm |
| Microcorte (opcional) | 93-4262 | 1,5 a 4,7 mm |
| Torneio (Opcional) | 93-4263 | 3,1 a 12,7 mm |
| Microcorte alargado (opcional) | 108-4303 | 1,5 a 4,7 mm |
| Torneio alargado (opcional) | 108-4302 | 3,1 a 12,7 mm |
| Baixo corte (opcional) | 93-4264 | 4,7 a 25,4 mm |
| Alto-corte (opcional) | 94-6392 | 7,9 a 25,4 mm |
| Fairway (opcional) | 63-8600 | 9,5 a 25,4 mm |
| Fairway EdgeMax (opcional) | 112–7475 | 9,5 a 25,4 mm |
Note: Para alturas de corte superiores a 9,5 mm, é necessário instalar o kit de altura de corte elevada.
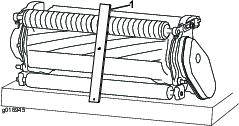
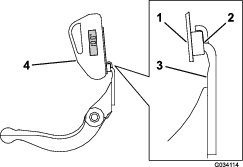
Ajuste do indicador da altura de corte
Antes do ajuste da altura de corte, regule o indicador da altura de corte da seguinte forma:
-
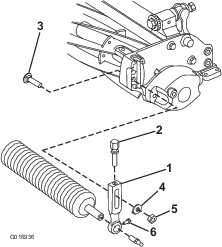
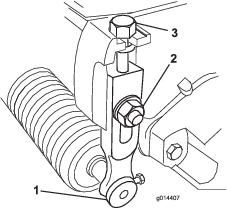
Desaperte a porca da barra indicadora e regule o parafuso de ajuste para a altura de corte desejada (Figura 13).
Note: A altura de corte corresponde à distância entre a parte inferior da cabeça do parafuso e a superfície da barra.
-
Aperte a porca.
Ajuste da altura de corte
-
Desaperte as porcas de bloqueio que fixam os braços da altura de corte às placas laterais da unidade de corte (Figura 14).
-
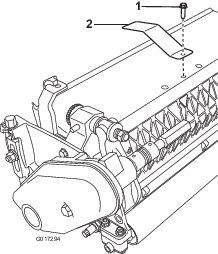
Prenda a cabeça do parafuso ao indicador da altura de corte no lado direito da extremidade cortante da lâmina de corte e apoie a extremidade traseira da barra na traseira do rolo (Figura 15).
-
Rode o parafuso de ajuste até que o rolo entre em contacto com a dianteira da barra indicadora.
-
Repita os passos 2 e 3 para o lado esquerdo.
-
Ajuste ambas as extremidades do rolo até que todo o rolo esteja paralelo à lâmina de corte.
Important: Quando ajustados corretamente, os rolos traseiro e dianteiro entram em contacto com a barra indicadora e o parafuso fica encostado à lâmina de corte. Desta forma, a altura de corte é igual em ambas as extremidades da lâmina de corte.
-
Aperte as porcas para fixar o ajuste apenas o suficiente para eliminar a folga da anilha.
-
Verifique se a definição da altura de corte está correta; repita este procedimento se necessário.
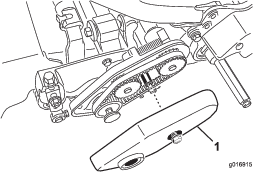
Ajuste da definição de apara
Há seis definições de aparas na unidade de corte que pode regular para se adequar às condições da relva. Comece por definir a apara para corresponder à altura de corte, mas deve testar a unidade de corte e ajustar a apara para obter a qualidade de corte que deseja.
-
Desligue a máquina da seguinte forma:
-
Unidades a gasolina: pare o motor e desligue o fio da vela de ignição.
-
Unidades elétricas: desligue a máquina e desligue o conector da bateria (pega em T).
-
-
Solte o parafuso flangeado que fixa cobertura da correia e retire a cobertura da correia para expor a correia (Figura 16).
-
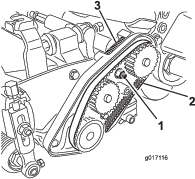
Desaperte a porca da estrutura do rolamento (Figura 17).
-
Servindo-se de uma chave de 16 mm, rode a caixa de rolamentos para se certificar de que opera livremente.
-
Retire a correia (Figura 17).
-
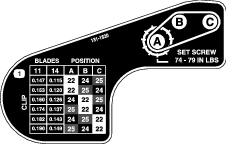
Utilizando a tabela mostrada no autocolante na Figura 18, determine a definição de apara que deseja e que polias tem de mover.
Note: Cada polia está numerada (22, 24 e 25). Mova as polias para as posições indicadas na tabela para a definição de apara escolhida.
-
Desaperte os dois parafusos de afinação em cada polia que necessitar de mover utilizando uma chave sextavada.
-
Retire cada polia.
-
Instale cada polia na nova configuração, como se indica no autocolante (Figura 18).
Note: Certifique-se de que os parafusos de afinação em cada polia estão posicionados de forma a alinhar com a chave e área plana no veio.
-
Aperte os parafusos de afinação com uma força de 8,3 a 8,9 N m.
-
Instale a correia.
-
Certifique-se de que mola de compressão está a aplicar tensão na correia (Figura 17).
-
Aperte a porca da estrutura do rolamento.
-
Coloque a cobertura da correia.
Ajuste da barra de corte
Ajuste a barra de corte de forma a garantir que as aparas são completamente afastadas da zona do cilindro, da seguinte forma:
Note: A barra é ajustável para compensar as alterações das condições da relva. Ajuste a barra mais próxima do cilindro quando a relva está extremamente seca. Por outro lado, afaste a barra do cilindro quando a relva se encontrar molhada. A barra deve estar paralela ao cilindro para assegurar um desempenho ideal. Ajuste depois de o rolo ser afiado num amolador de rolos.
-
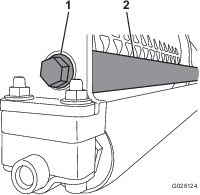
Desaperte os parafusos que fixam a barra superior (Figura 19) à unidade de corte.
-
Insira um calibrador de 1,5 mm entre a parte superior do cilindro e a barra e, em seguida, aperte os parafusos.
Important: A barra e o cilindro têm de ter entre si a mesma distância em todo o comprimento do cilindro.
Note: Ajuste a folga consoante o necessário para as condições da relva.
Manutenção da barra de apoio
A manutenção da barra de apoio e lâmina de corte só deve ser realizada por um mecânico com formação adequada para evitar danos no rolo, barra de apoio ou lâmina de corte. O ideal será que leve a unidade de corte a um representante Toro autorizado para que realize a assistência. Consulte o Manual de assistência da sua unidade de tração para obter instruções completas, ferramentas especiais e diagramas para a assistência à lâmina de corte. Caso necessite de remover ou montar a barra de apoio sozinho, são dadas instruções abaixo, bem como as especificações para a manutenção da lâmina de corte.
Important: Siga sempre os procedimentos da lâmina de corte detalhados no seu Manual de assistência ao realizar a manutenção da lâmina de corte. Caso não instale e amole a lâmina de corte corretamente, pode causar danos no rolo, barra de apoio ou lâmina de corte.
Remoção da barra de apoio
-
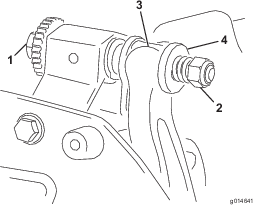
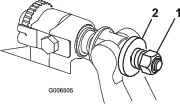
Rode o parafuso de ajuste da barra de apoio no sentido contrário ao dos ponteiros do relógio, para afastar lâmina de corte do cilindro (Figura 20).
-
Faça recuar a porca da mola tensora até que a anilha deixe de estar sob tensão contra a barra de apoio (Figura 20).
-
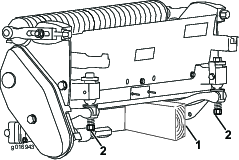
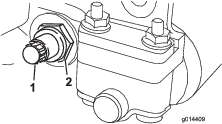
Desaperte a porca de bloqueio que segura a cavilha da barra de apoio, em cada um dos lados da máquina (Figura 21).
-
Remova cada um dos parafusos da barra de apoio, de modo a puxá-la e retirá-la da unidade de corte (Figura 21).
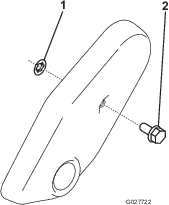
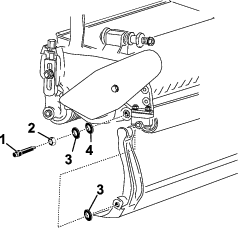
Guarde as duas anilhas de nylon e a anilha de aço de cada uma das extremidades da barra de apoio (Figura 22).
Montagem da barra de apoio
-
Instale a barra de apoio, posicionando as aletas de montagem entre as anilhas e o parafuso de ajuste da barra de apoio (Figura 20).
-
Fixe a barra de apoio a cada um dos lados da placa lateral com as cavilhas (porcas flangeadas nas cavilhas) e com as 3 arruelas (6 no total).
-
Coloque uma anilha de nylon de cada lado da placa lateral. Coloque uma arruela de aço no exterior de cada uma das arruelas de nylon (Figura 22).
-
Aperte os parafusos da barra de apoio com uma força de 27 a 36 N m.
-
Aperte as porcas de bloqueio até eliminar a folga das anilhas de aço, mas que possa rodá-las à mão. As arruelas podem ter uma folga interna.
Important: Não aperte demasiado as porcas de bloqueio ou causarão flexão das placas laterais.
-
Aperte a porca da mola tensora até que a mola fique recolhida; em seguida, desaperte meia volta (Figura 23).
-
Ajuste a lâmina de corte ao cilindro; consulte Ajuste do contacto da lâmina de corte ao cilindro.
Especificações da lâmina de corte
Instalação da lâmina de corte
-
Utilize um raspador para retirar ferrugem, incrustações e corrosão da superfície da barra de apoio.
-
Oleie ligeiramente a superfície da barra de apoio antes de instalar a lâmina de corte.
-
Certifique-se de que os roscados dos parafusos da barra de apoio estão limpos.
-
Coloque, mas não aperte, os novos parafusos (5/16–18UNC–2A) para fixar a lâmina de corte à barra de apoio. Aplique composto antiaderente nos roscados dos parafusos.
Important: Não aplique composto antiaderente nas cabeças dos parafusos.
-
Utilizando uma chave de aperto e a ferramenta de parafusos da lâmina de corte (TOR510880), aperte os 2 parafusos exteriores com 1 N∙m.
-
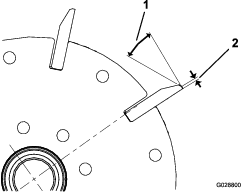
Seguindo a ordem em Figura 24, aperte os parafusos com 25,4 N∙m.

-
Tem de amolar a lâmina de corte após a instalação.
Preparação do cilindro para a amolação
-
Certifique-se de que todos os componentes da unidade de corte estão em boas condições e corrija quaisquer problemas antes da amolação.
-
Siga as instruções do fabricante do amolador do cilindro para amolar o cilindro de corte seguindo as especificações específicas.
Especificações de amolação do cilindro Diâmetro do novo cilindro 128,5 mm Limite do diâmetro do cilindro 114.3 mm Ângulo de incidência da lâmina 30° ± 5° Largura da lâmina 1,0 mm Intervalo da largura da lâmina 0,8 a 1,2 mm Limite de conicidade do diâmetro do cilindro 0,25 mm
Amolação de incidência do cilindro
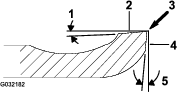
O novo cilindro tem uma largura de 1,3 a 1,5 mm e 30° de amolação.
Quando a largura for superior a 3 mm, faça o seguinte:
-
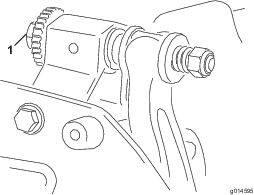
Aplique uma amolação de 30° em todas as lâminas do cilindro até a largura ser 1,3 mm (Figura 25.
-
Rode o cilindro para obter <0,025 mm de excentricidade do cilindro.
Note: Isto faz com que a largura aumente ligeiramente.
-
Ajuste a unidade de corte; consulte o Manual de utilizador da sua unidade de corte.
Note: Para manter a extremidade do cilindro e a lâmina de corte afiados durante mais tempo - após amolar o cilindro e/ou a lâmina de corte -, verifique novamente o contacto entre o cilindro e a lâmina de corte após cortar 2 fairways, visto que as irregularidade serão removidas, o que pode dar origem a um afastamento incorreto entre o cilindro e a lâmina de corte e, assim, acelerar o desgaste.
Especificações de amolação da lâmina de corte
| Ângulo de incidência da lâmina de corte padrão | 3° mínimo |
| Ângulo de incidência da lâmina de corte alargada | 7° mínimo |
| Intervalos de ângulos frontais | 13° a 17° |
Verificação do ângulo de amolação superior
O ângulo que utiliza para amolar as lâminas de corte é muito importante.
Utilize o indicador do ângulo (peça Toro N.º 131-6828) e o suporte do indicador do ângulo (peça Toro N.º 131-6829) para verificar o ângulo que o amolador produz e, depois, corrigir qualquer imprecisão na amolação.
-
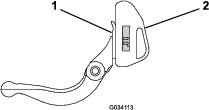
Coloque o indicador do ângulo no lado inferior da lâmina de corte, como se mostra em Figura 27.
-
Prima o botão Alt Zero no indicador do ângulo.
-
Coloque o suporte do indicador do ângulo na extremidade da lâmina de corte de modo a que a extremidade do íman coincida com a extremidade da lâmina de corte (Figura 28).
Note: O ecrã digital deve ser visível a partir do mesmo lado durante este passo, tal como foi no passo 1.
-
Coloque o indicador do ângulo no suporte, como se mostra em Figura 28.
Note: Este é o ângulo que o amolador produz e deve estar a 2 graus do ângulo de amolação recomendado.
Retificação da unidade de corte
Perigo
Tocar no cilindro ou noutras peças em movimento pode provocar lesões graves.
Mantenha os dedos, mãos e roupa afastados dos cilindros e de todas as outras peças em movimento.
-
Afaste-se do cilindro durante a manutenção.
-
Nunca utilize um pincel de cabo curto para executar a manutenção. O manípulo, peça n.º 29-9100, as peças individuais e as estruturas completas estão disponíveis no distribuidor local autorizado Toro.
-
Coloque a máquina numa superfície limpa e nivelada, baixe as unidades de corte, desligue o motor, engate o travão de estacionamento e retire a chave da ignição.
-
Remova os motores do cilindro das unidades de corte e desligue e retire as unidades de corte dos braços de elevação.
-
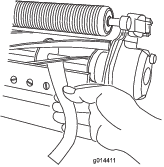
Ligue a máquina de manutenção à unidade de corte inserindo uma peça quadrada de 9,5 mm na união ranhurada na extremidade da unidade de corte.
Note: Instruções e procedimentos adicionais sobre a retificação estão disponíveis no Manual do utilizador da unidade de corte e no Manual de afinação de cilindros e cortadores rotativos Toro, formulário n.º 80-300PT.
Note: Para um melhor fio de corte, passe uma lima na frente da lâmina de corte e cilindro depois de concluída a operação de retificação. Assim, reduz imperfeições ou arestas que se possam ter formado no fio de corte.