




Entretien
Note: Les côtés gauche et droit de la machine sont déterminés d'après la position d'utilisation normale.
Support du plateau de coupe
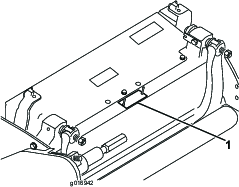
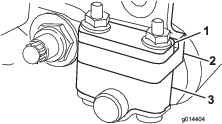
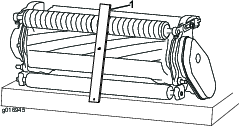
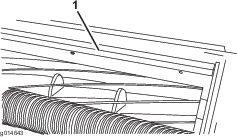
Chaque fois que vous devez basculer le plateau de coupe pour exposer la contre-lame/le cylindre, soulevez et soutenez l'arrière du plateau pour éviter aux écrous situés au bout des vis de réglage de la barre d'appui de reposer sur la surface de travail (Figure 8).
Réglage du contact contre-lame/cylindre
Réglage quotidien de la contre-lame
Au début de chaque journée de travail, ou selon les besoins, vérifiez le contact contre-lame/cylindre. Effectuez ce contrôle même si la qualité de la coupe est satisfaisante.
-
Abaissez les plateaux de coupe sur une surface dure, coupez le moteur et enlevez la clé de contact.
-
Tournez lentement le cylindre en arrière jusqu'à ce que vous entendiez le bruit du contact entre le cylindre et la contre-lame.
-
Si aucun contact n'est constaté, réglez la contre-lame comme suit :
-
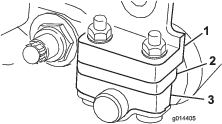
Tournez les vis de réglage de la barre d'appui dans le sens horaire (Figure 9), un cran à la fois, jusqu'à ce que vous sentiez et entendiez un léger contact.
Note: Les vis de réglage de la barre d'appui comportent des crans qui correspondent chacun à un déplacement de 0,018 mm de la contre-lame.
-
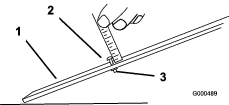
Insérez une longue bande de papier de performance de coupe (réf. Toro 125-5610) entre le cylindre et la contre-lame, perpendiculairement à la contre-lame (Figure 10), puis tournez lentement le cylindre en avant ; il devrait couper le papier ; si ce n'est pas le cas, répétez les opérations 1 et 2 jusqu'à ce qu'il le coupe.
-
-
Si vous sentez un frottement ou un contact excessif du cylindre, vous devez alors roder et rectifier l'avant de la contre-lame, ou roder les lames du plateau de coupe pour obtenir les tranchants nécessaires à une coupe de précision (voir le Manuel d'affûtage des tondeuses rotatives et à cylindres Toro, Form No. 09168SL).
Important: Il est préférable de maintenir un léger contact en permanence, Si vous ne maintenez pas un léger contact, l'auto-aiguisage des bords de la contre-lame/du cylindre ne sera pas suffisant et les tranchants seront émoussés après un certain temps d'utilisation. Si vous maintenez un contact excessif, l'usure de la contre-lame/du cylindre sera accélérée, ce qui pourra entraîner une usure irrégulière et diminuer la qualité de la coupe.
Note: La rotation continue des lames du cylindre contre la contre-lame crée une légère déformation à la surface du tranchant avant sur toute la longueur de la contre-lame. Limez de temps en temps le tranchant avant pour éliminer cette imperfection et améliorer la qualité de la coupe.Après une utilisation prolongée, un sillon d'usure se développe à chaque extrémité de la contre-lame. Arrondissez ces entailles ou limez-les au niveau du tranchant de la contre-lame pour assurer une coupe de bonne qualité.
-
Réglage contre-lame/cylindre
Utilisez cette procédure pour le réglage initial du plateau de coupe et après le rodage, le meulage ou le démontage du cylindre. Ce réglage n'est pas un réglage journalier.
-
Placez le plateau de coupe sur une surface de travail plane et horizontale.
-
Basculez le plateau de coupe pour exposer la contre-lame et le cylindre.
Note: Vérifiez que les écrous à l'arrière des vis de réglage de la barre d'appui ne reposent pas sur la surface de travail (Figure 8).
-
Tournez le cylindre pour que l'une des lames croise le bord de la contre-lame entre la tête de la première et la deuxième vis de la contre-lame sur le côté droit du plateau de coupe.
-
Faites une marque d'identification sur la lame au point où elle croise le bord de la contre-lame.
Note: Cela facilitera les réglages ultérieurs.
-
Insérez une cale de 0,05 mm entre la lame marquée et le bord de la contre-lame au point marqué à l'opération 4.
-
Tournez la vis de réglage droite de la barre d'appui (Figure 9) jusqu'à ce que vous sentiez une légère pression sur la cale lorsque vous la faites glisser d'un côté à l'autre. Enlevez la cale.
-
Pour le côté gauche de l'unité de coupe, tournez lentement le cylindre pour que la lame la plus proche croise le bord de la contre-lame entre la première et la deuxième tête de vis.
-
Répétez les opérations 4 à 6 pour le côté gauche du plateau de coupe et la vis de réglage de la barre d'appui gauche.
-
Répétez les opérations 5 et 6 jusqu'à ce que vous sentiez une légère pression aux points de contact sur les côtés gauche et droit du plateau de coupe.
-
Pour obtenir un léger contact entre le cylindre et la contre-lame, tournez chaque vis de réglage de la barre d'appui dans le sens horaire de 3 crans.
Note: Chaque clic sur la vis de réglage de la barre d'appui déplace la contre-lame de 0,018 mm. Ne serrez pas les vis de réglage excessivement.Chaque tour de la vis de réglage dans le sens horaire rapproche la contre-lame du cylindre. Chaque tour de la vis de réglage dans le sens antihoraire éloigne la contre-lame du cylindre.
-
Insérez une longue bande de papier de performance de coupe (réf. Toro 125-5610) entre le cylindre et la contre-lame, perpendiculairement à la contre-lame (Figure 10), puis tournez lentement le cylindre en avant ; il devrait couper le papier ; si ce n'est pas le cas, tournez chaque vis de réglage de la barre d'appui de 1 cran dans le sens horaire et répétez cette opération jusqu'à ce le papier soit coupé.
Note: Si vous sentez un frottement ou un contact excessif du cylindre, vous devez alors roder et rectifier l'avant de la contre-lame, ou roder les lames du plateau de coupe pour obtenir les tranchants nécessaires à une coupe de précision (voir le Manuel d'affûtage des tondeuses rotatives et à cylindres Toro, Form No. 09168SL).
Réglage de la hauteur du rouleau arrière
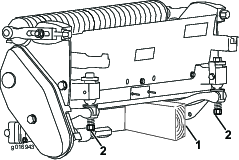
Selon la hauteur de coupe désirée, vous devrez placer les supports de rouleau arrière (Figure 11 ou Figure 12) en position haute ou basse :
-
Placez l'entretoise au-dessus de la bride de fixation de la plaque latérale (réglage d'usine) lorsque les hauteurs de coupe sont comprises entre 1,5 mm et 6 mm, comme montré à la Figure 11.
-
Placez l'entretoise en dessous de la bride de fixation de la plaque latérale lorsque les hauteurs de coupe sont comprises entre 3 et 25 mm, comme montré à la Figure 12.
-
Soulevez l'arrière du plateau de coupe et placez un bloc sous la contre-lame.
-
Retirez les 2 écrous qui fixent chaque support et entretoise du rouleau à chaque bride de fixation de la plaque latérale.
-
Abaissez le rouleau et les vis des brides de fixation de plaque latérale et des entretoises.
-
Placez les entretoises sur les vis au-dessus ou au-dessous des supports de rouleau, selon le cas (Figure 11 ou Figure 12).
-
Fixez les supports du rouleau et les entretoises à la face inférieure des brides de fixation de plaque latérale au moyen des écrous retirés précédemment.
Note: La position du rouleau arrière par rapport au cylindre est contrôlée par les tolérances d'usinage des composants assemblés et le réglage du parallélisme n'est pas nécessaire.
Réglage de la hauteur de coupe
Reportez-vous au tableau suivant pour déterminer quelle contre-lame est la mieux adaptée à la hauteur de coupe recherchée.
| Contre-lame | Réf. | Hauteur de coupe |
| Micro-coupe Edgemax (Standard) | 115-1880 | 1,5 à 4,7 mm |
| Edgemax Tournament (Option) | 115-1881 | 3,1 à 12,7 mm |
| Micro-coupe (option) | 93-4262 | 1,5 à 4,7 mm |
| Tournament (Option) | 93-4263 | 3,1 à 12,7 mm |
| Micro-coupe étendue (option) | 108-4303 | 1,5 à 4,7 mm |
| Tournament étendue (Option) | 108-4302 | 3,1 à 12,7 mm |
| Coupe basse (option) | 93-4264 | 4,7 à 25,4 mm |
| Coupe haute (option) | 94-6392 | 7,9 à 25,4 mm |
| Fairway (option) | 63-8600 | 9,5 à 25,4 mm |
| Fairway EdgeMax (option) | 112–7475 | 9,5 à 25,4 mm |
Note: Les hauteurs de coupe supérieures à 9,5 mm nécessitent l'installation du kit spécial hauteurs de coupe élevées.
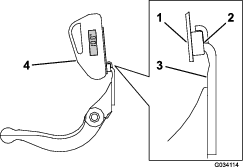
Réglage du gabarit de hauteur de coupe
Avant de régler la hauteur de coupe, réglez la gabarit de hauteur de coupe comme suit :
-
Desserrez l'écrou du gabarit et tournez la vis de réglage de manière à obtenir la hauteur de coupe voulue (Figure 13).
Note: L'écartement entre la base de la tête de la vis et la face du gabarit correspond à la hauteur de coupe.
-
Serrez l'écrou.
Réglage de la hauteur de coupe
-
Desserrez les contre-écrous qui fixent les bras de hauteur de coupe aux plaques latérales du plateau de coupe (Figure 14).
-
Accrochez la tête de la vis du gabarit de hauteur de coupe au tranchant sur le côté droit de la contre-lame et appuyez l'arrière du gabarit contre l'arrière du rouleau (Figure 15).
-
Tournez la vis de réglage jusqu'à ce que le rouleau touche l'avant du gabarit.
-
Répétez les opérations 2 et 3 pour le côté gauche.
-
Réglez les deux extrémités du rouleau jusqu'à ce que celui-ci soit parfaitement parallèle à la contre-lame.
Important: Lorsque le réglage est correct, les rouleaux avant et arrière touchent le gabarit et la vis est parfaitement en appui contre la contre-lame. La hauteur de coupe est ainsi identique aux deux extrémités de la contre-lame.
-
Serrez les écrous juste assez pour supprimer le jeu de la rondelle.
-
Vérifiez que le réglage de la hauteur de coupe est correct ; répétez cette procédure au besoin.
Réglage de la coupe
Le plateau de coupe dispose de 6 réglages permettant de l'adapter à l'état de la pelouse. Commencez avec un réglage correspondant à la hauteur de coupe, mais testez ensuite le plateau de coupe et modifiez le réglage pour obtenir la qualité de coupe voulue.
-
Arrêtez la machine comme suit :
-
Machines à essence : coupez le moteur et débranchez le fil de la bougie.
-
Machines électriques : coupez le moteur et débranchez le connecteur de la batterie (poignée en T).
-
-
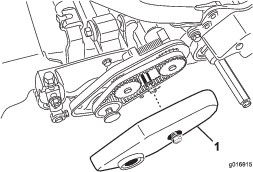
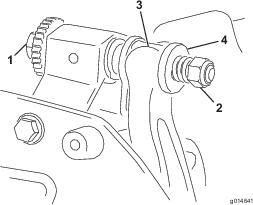
Desserrez le boulon à embase qui fixe le couvercle de la courroie et déposer le couvercle pour exposer la courroie (Figure 16).
-
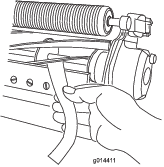
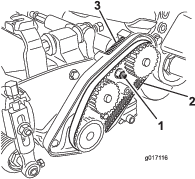
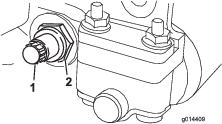
Desserrez les écrous du logement de roulement (Figure 17).
-
Avec une clé de 16 mm, tournez le logement de roulement pour vérifier qu'il bouge librement.
-
Déposez la courroie (Figure 17).
-
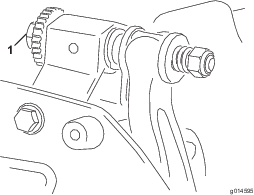
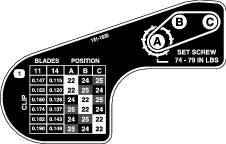
En vous aidant du tableau imprimé sur l'autocollant illustré à la Figure 18, déterminez le réglage de coupe voulu et les poulies qui devront être déplacées.
Note: Chaque poulie est numérotée (22, 24 et 25). Placez les poulies aux positions indiquées sur le tableau et correspondant au réglage de coupe choisi.
-
Avec une clé Allen, desserrez les 2 vis sur chaque poulie que vous devez déplacer.
-
Déposez chaque poulie.
-
Posez chaque poulie selon la configuration indiquée sur l'autocollant (Figure 18).
Note: Vérifiez que les vis de chaque poulie sont positionnées de façon à s'aligner sur la clavette et le méplat de l'arbre.
-
Serrez les vis à un couple de 8,3 à 8,9 N·m.
-
Posez la courroie.
-
Vérifiez que le ressort de compression exerce une tension sur la courroie (Figure 17).
-
Serrez l'écrou du logement de roulement.
-
Posez le couvercle de courroie.
Réglage de la barre supérieure
Réglez la barre supérieure de manière que l'herbe coupée soit éjectée proprement de la zone du cylindre, comme suit :
Note: La barre peut être réglée pour tenir compte des différents types de pelouse et de leur état. Rapprochez la barre du cylindre lorsque l'herbe est très sèche. Au contraire, si l'herbe est humide, éloignez la barre du cylindre. La barre doit être parallèle au cylindre pour obtenir des résultats optimaux. Réglez la barre chaque fois que vous aiguisez le cylindre sur une meule.
-
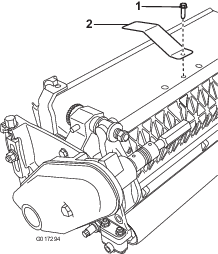
Desserrez les vis qui fixent la barre supérieure (Figure 19) au plateau de coupe.
-
Insérez une jauge d'épaisseur de 1,5 mm entre le haut du cylindre et la barre, et serrez les vis.
Important: Vérifiez que la barre et le cylindre sont équidistants sur toute la longueur du cylindre.
Note: Ajustez l'écart en fonction de l'état de la pelouse.
Entretien de la barre d'appui
Seuls les mécaniciens dûment formés sont habilités à effectuer l'entretien de la barre d'appui et de la contre-lame ; cela évite d'endommager le cylindre, la barre d'appui ou la contre-lame. L'idéal est de porter le plateau de coupe chez un réparateur Toro agréé pour l'entretien. Reportez-vous au Manuel d'entretien de votre groupe de déplacement pour des instructions complètes, pour connaître les outils spéciaux et pour obtenir les schémas d'entretien de la contre-lame. Si jamais il s'avère nécessaire de déposer ou d'assembler vous-même le barre d'appui, des instructions sont fournies ci-après ainsi que les spécifications d'entretien de la contre-lame.
Important: Suivez toujours les procédures décrites dans le Manuel d'entretien lorsque vous faites l'entretien de la contre-lame. Le cylindre, la barre d'appui et la contre-lame peuvent être endommagés si vous ne montez pas et si vous ne meulez pas correctement la contre-lame.
Dépose de la barre d'appui
-
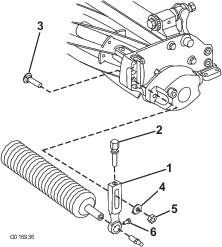
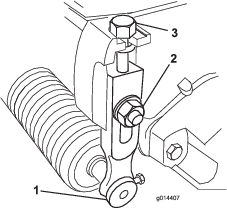
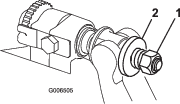
Tournez la vis de réglage de la barre d'appui dans le sens antihoraire pour éloigner la contre-lame du cylindre (Figure 20).
-
Faites sortir l'écrou de tension du ressort jusqu'à ce que la rondelle ne soit plus tendue contre la barre d'appui (Figure 20).
-
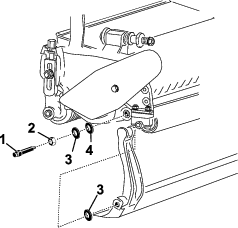
De chaque côté de la machine, desserrez le contre-écrou de fixation du boulon de la barre d'appui (Figure 21).
-
Retirez les boulons de la barre d'appui afin de pouvoir abaisser la barre et la déposer du plateau de coupe (Figure 21).
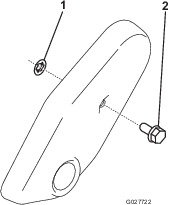
Mettez de côté 2 rondelles en nylon et 1 rondelle en acier à chaque extrémité de la barre d'appui (Figure 22).
Assemblage de la barre d'appui
-
Montez la barre d'appui en positionnant les languettes de montage entre les rondelles et la vis de réglage de la barre d'appui (Figure 20).
-
Fixez la barre d'appui sur chaque plaque latérale avec les boulons (munis d'écrous) et 3 rondelles (6 en tout).
-
Placez une rondelle en nylon de chaque côté du bossage de la plaque latérale. Placez une rondelle en acier à l'extérieur de chaque rondelle en nylon (Figure 22).
-
Serrez les boulons de la barre d'appui à un couple de 27 à 36 N·m.
-
Serrez les contre-écrous jusqu'à ce que le jeu axial des rondelles d'acier soit éliminé, mais que vous puissiez les tourner à la main. Les rondelles peuvent présenter un espace à l'intérieur.
Important: Ne serrez pas excessivement les contre-écrous pour ne pas faire fléchir les plaques latérales.
-
Serrez l'écrou de tension du ressort jusqu'à ce que les spires soient jointives, puis desserrez-le de 1/2 tour (Figure 23).
-
Effectuez le réglage contre-lame/cylindre ; voir Réglage du contact contre-lame/cylindre.
Spécifications de la contre-lame
Montage de la contre-lame
-
Utilisez un racloir pour enlever toute trace de rouille, calamine et corrosion de la surface de la barre d’appui.
-
Huilez légèrement la surface de la barre d’appui avant de monter la contre-lame.
-
Assurez-vous que tous les filetages des vis de la barre d'appui sont propres.
-
Posez de nouvelles vis (5/16–18UNC–2A), sans les serrer, pour fixer la contre-lame sur la barre d'appui. Appliquez du composé antigrippant sur les filets des vis.
Important: N’appliquez pas de produit antigrippant sur la partie conique des têtes de vis.
-
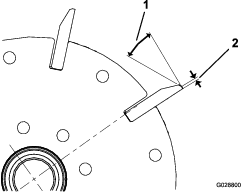
Au moyen d'une clé dynamométrique et de l'outil pour la vis de contre-lame (TOR510880), serrez les 2 vis extérieures à 1 N∙m.
-
En suivant l’ordre indiqué à la Figure 24, serrez les vis à 25,4 N∙m.

-
Meulez la contre-lame après l'avoir installée.
Préparation du cylindre au meulage
-
Vérifiez que tous les composants du plateau de coupe sont en bon état et corrigez tout problème éventuel avant le meulage.
-
Respectez les instructions du fabricant de la meuleuse afin de meuler le cylindre de coupe conformément aux spécifications suivantes.
Spécifications de meulage du cylindre Nouveau diamètre de cylindre 128,5 mm Limite de service du diamètre de cylindre 114,3 mm Angle de dépouille de la lame 30° ± 5° Largeur de facette de la lame 1,0 mm Plage de largeur de facette de la lame 0,8 à 1,2 mm Limite de service de conicité du diamètre de cylindre 0,25 mm
Rectification du cylindre
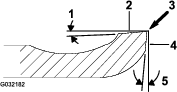
Le nouveau cylindre a une largeur de facette de 1,3 à 1,5 mm et un angle de dépouille de 30°.
Quand la largeur de facette dépasse les 3 mm de large, procédez comme suit :
-
Créez un angle de dépouille de 30° sur toutes les lames de cylindre jusqu'à obtention d'une facette de 1,3 mm de largeur (Figure 25.
-
Affûtez le cylindre afin d’obtenir un faux-rond <0,025 mm.
Note: Cela accroît légèrement la largeur de facette.
-
Réglez le plateau de coupe ; voir le Manuel de l'utilisateur de votre plateau de coupe.
Note: Pour prolonger la qualité du tranchant du bord du cylindre et de la contre-lame, après meulage de l'un et/ou de l'autre, vérifiez le contact cylindre/contre-lame après 2 tontes de fairways ; les bavures auront été éliminées, ce qui peut affecter le jeu entre le cylindre et la contre-lame et accélérer l'usure.
Spécifications de meulage de la contre-lame
| Angle de dépouille de la contre-lame standard | 3° minimum |
| Angle de dépouille de la contre-lame prolongée | 7° minimum |
| Plage d'angle avant | 13° à 17° |
Contrôle de l’angle de meulage supérieur
L'angle que vous utilisez pour meuler vos contre-lames est très important.
Utilisez l'indicateur d'angle (réf. Toro nº 131-6828) et le support d'indicateur d'angle (réf. Toro nº 131-6829) pour contrôler l'angle produit par la meule, puis corrigez toute imprécision éventuelle.
-
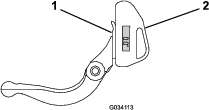
Placez l’indicateur d'angle sur la face inférieure de la contre-lame, comme illustré à la Figure 27.
-
Appuyez sur le bouton Alt Zero sur l'indicateur d'angle.
-
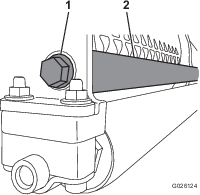
Placez le support d’indicateur d'angle sur le bord de la contre-lame de sorte que le bord de l’aimant soit accouplé au bord de la contre-lame (Figure 28).
Note: Pendant cette opération, l’écran numérique doit être visible du même côté qu’à l’étape 1.
-
Placez l’indicateur d'angle sur le support comme illustré à la Figure 28.
Note: Il s’agit de l’angle que produit votre meule, et qui doit correspondre, à 2 degrés près, à l’angle de meulage supérieur recommandé.
Rodage du plateau de coupe
Danger
Le cylindre et autres pièces mobiles peuvent causer des blessures.
N'approchez pas les mains, les doigts et les vêtements des cylindres et autres pièces mobiles.
-
Ne vous approchez pas du cylindre pendant le rodage.
-
N'utilisez jamais de pinceau à manche court pour effectuer le rodage. Vous pouvez vous procurer un ensemble manche Réf. 29-9100 complet ou des pièces individuelles chez le concessionnaire Toro agréé le plus proche.
-
Placez la machine sur une surface propre, plane et horizontale, abaissez les plateaux de coupe, arrêtez le moteur, serrez le frein de stationnement et enlevez la clé du commutateur d'allumage.
-
Déposez les moteurs de cylindre des plateaux de coupe, puis désaccouplez et déposez les plateaux de coupe des bras de relevage.
-
Accouplez la rodeuse au plateau de coupe au moyen d’une barre carrée de 3/8 pouce introduite dans l’accouplement cannelé au bout du plateau de coupe.
Note: Vous trouverez des instructions et des procédures de rodage complémentaires dans le Manuel de l'utilisateur du groupe de déplacement et dans le Manuel d'affûtage des tondeuses rotatives et à cylindres Toro (Form nº 80-300PT).
Note: Pour améliorer encore la qualité du tranchant, passez une lime sur la face avant de la contre-lame et du cylindre après le rodage. Cela permet d'éliminer les bavures ou les aspérités qui ont pu se former le long du tranchant.