
 che riporta l’indicazione di
Attenzione, Avvertenza o Pericolo – Norme di sicurezza personali.
Il mancato rispetto di queste istruzioni può provocare infortuni
o la morte.
che riporta l’indicazione di
Attenzione, Avvertenza o Pericolo – Norme di sicurezza personali.
Il mancato rispetto di queste istruzioni può provocare infortuni
o la morte.

Manutenzione
Note: Stabilite i lati sinistro e destro della macchina dalla normale posizione di guida.
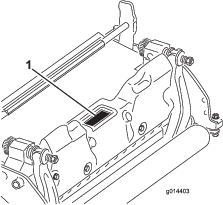
Supporto dell'apparato di taglio
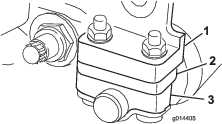
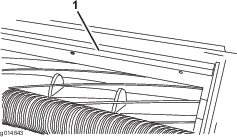
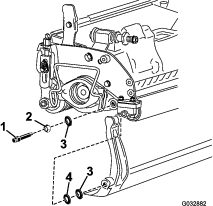
Ogni volta che dovete inclinare l'apparato di taglio per esporre controlama/cilindro, supportate la parte posteriore dell'apparato di taglio per garantire che i dadi sull'estremità posteriore dei bulloni di regolazione della barra di appoggio non poggino sulla superficie di lavoro (Figura 12).
Manutenzione della barra di appoggio
Solo un meccanico correttamente addestrato deve effettuare la manutenzione della barra di appoggio e della controlama, al fine di evitare danni a cilindro, barra di appoggio o controlama. Idealmente, portate l'apparato di taglio dal vostro Centro assistenza Toro per la manutenzione. Fate riferimento al Manuale di manutenzione del trattore per istruzioni complete, attrezzi speciali e schemi per la manutenzione della controlama. Se dovesse essere necessario rimuovere o montare la barra di appoggio da soli, di seguito sono riportate le istruzioni, così come le specifiche per la manutenzione della controlama.
Important: Seguite sempre le procedure relative alla controlama indicate nel vostro Manuale di manutenzione durante gli interventi di manutenzione della controlama. Un montaggio o un'affilatura non corretti della controlama possono comportare danni a cilindro, barra di appoggio o controlama.
Rimozione della barra di appoggio
-
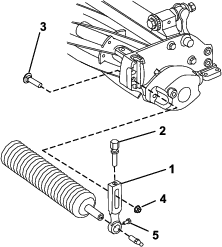
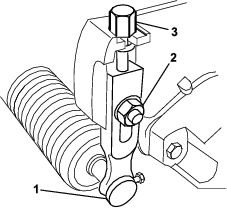
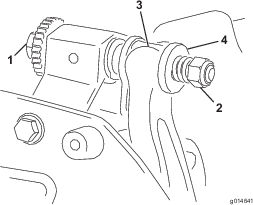
Ruotate la vite di regolazione della barra di appoggio in senso antiorario per allontanare la controlama dal cilindro (Figura 13).
-
Allentate il dado di tensione della molla finché la rondella non sarà più in tensione contro la barra di appoggio (Figura 13).
-
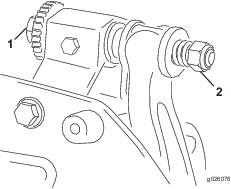
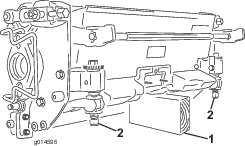
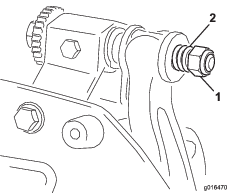
Su ciascun lato della macchina, allentate il dado di bloccaggio che fissa il bullone della barra di appoggio (Figura 14).
-
Togliete ciascun bullone della barra di appoggio consentendo alla barra di appoggio di essere tirata verso il basso e rimossa dall'apparato di taglio (Figura 14).
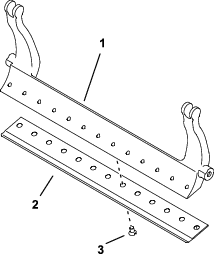
Considerate 2 rondelle in nylon e 1 rondella in acciaio su ciascun lato della barra di appoggio (Figura 15).
Assemblaggio della barra di appoggio
-
Montate la barra di appoggio, posizionando gli attacchi di montaggio tra le rondelle e la vite di regolazione della barra di appoggio (Figura 13).
-
Fissate la barra di appoggio su ciascuna piastra laterale mediante gli appositi bulloni (dadi sui bulloni) e 3 rondelle (6 in tutto).
-
Collocate una rondella in nylon su ciascun lato della flangia di estremità della piastra laterale. Posizionate una rondella in acciaio all’esterno di ciascuna rondella in nylon (Figura 15).
-
Serrate i bulloni della barra di appoggio a un valore compreso tra 27 e 36 N∙m.
-
Serrate i dadi di bloccaggio fino a eliminare il gioco di estremità dalle rondelle in acciaio, ma in modo che sia possibile ruotarli manualmente. Le rondelle all’interno possono avere del gioco.
Important: Non serrate eccessivamente i dadi di bloccaggio o deviate le piastre laterali.
-
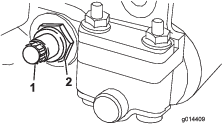
Serrate il dado di tensione della molla finché la molla non si schiaccia, quindi allentate di 1/2 giro (Figura 16).
-
Regolate la controlama rispetto al cilindro; fate riferimento a Regolazione del contatto controlama/cilindro.
Specifiche della controlama
Montaggio della controlama
-
Eliminate ruggine, incrostazioni e corrosione dalla superficie della barra di appoggio e applicate un sottile strato d'olio sulla superficie della barra di appoggio.
-
Pulite i filetti delle viti.
-
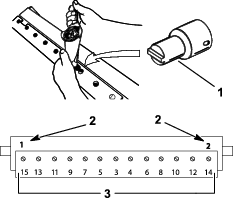
Applicate un composto antigrippaggio sulle viti e montate la controlama sulla barra di appoggio.
-
Serrate le 2 viti esterne a 1 N∙m.
-
Partendo dal centro della controlama, serrate le viti a 23–28 N∙m.
-
Molate la controlama.
Preparazione alla rettifica del cilindro
-
Accertatevi che tutti i componenti dell’apparato di taglio siano in buone condizioni e correggete eventuali problemi prima della rettifica.
-
Attenetevi alle istruzioni del costruttore della mola del cilindro per molare il cilindro di taglio alle seguenti specifiche.
Specifiche di affilatura del cilindro Nuovo diametro cilindro 128,5 mm Limite di esercizio del diametro del cilindro 114,3 mm Angolo di spoglia della lama 30° ± 5° Larghezza della superficie della lama 1,0 mm Intervallo delle larghezze della superficie della lama 0,8 a 1,2 mm Limite di esercizio della rastrematura del diametro del cilindro 0,25 mm
Rettifica del cilindro
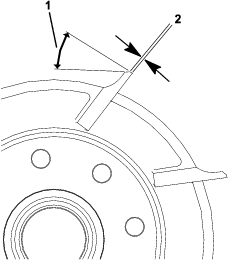
Il nuovo cilindro ha una larghezza del pieno compresa tra 0,8 e 1,2 mm e un angolo di spoglia di 30°.
Quando la larghezza a terra supera i 3 mm, effettuate quanto segue:
-
Applicate un angolo di spoglia di 30 gradi su tutte le lame dei cilindri in modo da ottenere una larghezza del pieno di 0,76 mm (Figura 19).
-
Molate per rotazione il cilindro per ottenere una sporgenza dei cilindri di <0,025 mm.
Note: Ciò fa sì che la larghezza a terra aumenti leggermente.
-
Regolate l'apparato di taglio; fate riferimento al Manuale dell'operatore dell'apparato di taglio.
Note: Per prolungare la durata di affilatura del bordo del cilindro e della controlama, dopo la molatura del cilindro e/o della controlama, controllate il contatto tra cilindro e controlama ogni giorno al termine del lavoro di taglio, in quanto verranno rimosse eventuali bavature che possono creare un gioco scorretto tra cilindro e controlama e accelerarne l'usura.
Specifiche di affilatura della controlama
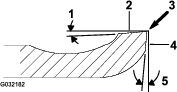
| Angolo di scarico controlama standard | 3° minimo |
| Angolo di scarico controlama estesa | 7° minimo |
| Intervallo angolo anteriore | 13° a 17° |
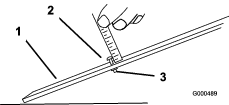
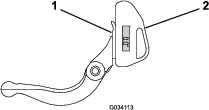
Verifica dell'angolo di affilatura superiore
L'angolo che utilizzate per affilare le vostre controlame è molto importante.
Utilizzate il goniometro (n. cat. Toro 131-6828) e il relativo supporto (n. cat. Toro 131-6829) per verificare l'angolo prodotto dalla vostra mola e poi rettificatelo in caso di eventuali imprecisioni.
-
Posizionate il goniometro sul lato inferiore della controlama, come illustrato nella Figura 21.
-
Premete il pulsante Alt Zero sul goniometro.
-
Posizionate il supporto del goniometro sul bordo della controlama, in modo che il bordo del magnete corrisponda a quello della controlama (Figura 22).
Note: Durante questa fase il display digitale deve essere visibile dallo stesso lato della fase 1.
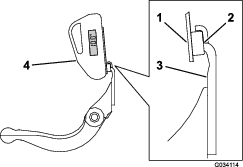
-
Posizionate il goniometro sul supporto, come illustrato nella Figura 22.
Note: Questo è l'angolo prodotto dalla vostra mola e dovrebbe rientrare entro 2 gradi dall'angolo di affilatura superiore raccomandato.
Lappatura dell'apparato di taglio
Pericolo
Il contatto con il cilindro o con altre parti in movimento può causare lesioni.
Non avvicinate dita, mani o abiti ai cilindri o ad altre parti in movimento.
-
Mantenetevi a distanza dal cilindro durante la lappatura.
-
Non utilizzate mai un pennello per la vernice dal manico corto per la lappatura. Pennelli a manico lungo sono disponibili presso il vostro distributore Toro autorizzato di zona.
-
Parcheggiate la macchina su una superficie pulita e pianeggiante, abbassate gli apparati di taglio, spegnete il motore, inserite il freno di stazionamento e togliete la chiave di accensione.
-
Rimuovete i motorini dei cilindri dagli apparati di taglio, quindi scollegate e staccate gli apparati di taglio dai bracci di sollevamento.
-
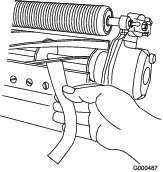
Collegate il dispositivo di lappatura all'apparato di taglio inserendo un piccolo ceppo quadrato con lato di 9,5 mm nell'accoppiamento scanalato all'estremità dell'apparato di taglio.
Note: Ulteriori istruzioni e procedure di lappatura sono disponibili nel vostro Manuale dell'operatore e nel Manuale di affilatura per tosaerba a cilindri e rotativi Toro, Modulo n° 80-300PT.
Note: Per migliorare il tagliente, passate una lima lungo la faccia anteriore della controlama e del cilindro al termine dell'operazione di lappatura. Essa consentirà di rimuovere difetti o margini irregolari eventualmente presenti sul bordo di taglio.