
 ) et la mention Prudence,
Attention ou Danger. Le non respect de ces instructions peut entraîner
des blessures graves ou mortelles.
) et la mention Prudence,
Attention ou Danger. Le non respect de ces instructions peut entraîner
des blessures graves ou mortelles.

Entretien
Note: Les côtés gauche et droit de la machine sont déterminés d'après la position d'utilisation normale.
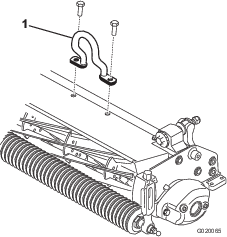
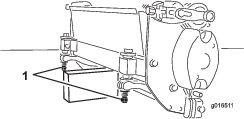
Soutenir l'unité de coupe
Chaque fois que vous devez basculer l'unité de coupe pour exposer la contre-lame/le cylindre, soutenez l'arrière de l'unité pour que les écrous situés à l'arrière des boulons de réglage de la barre d'appui ne reposent pas sur la surface de travail (Figure 18).
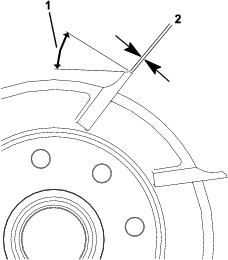
Rectification du cylindre
Le nouveau cylindre a une largeur de facette de 0,76 à 1,27 mm et un angle de dépouille de 30 degrés.
Lorsque la largeur de facette dépasse 3 mm, procédez comme suit :
-
Créez un angle de dépouille de 30 degrés sur toutes les lames de cylindre jusqu'à obtention d'une facette de 0,76 à 1,27 mm de largeur (Figure 19.
-
Meulez le cylindre afin d’obtenir un faux-rond <0,025 mm.
Note: Cela a pour effet d'augmenter légèrement la largeur de facette.
Note: Pour prolonger la qualité du tranchant du bord du cylindre et de la contre-lame, après meulage de l'un et/ou de l'autre, vérifiez le contact cylindre/contre-lame après 6 tontes de greens ; les bavures auront été éliminées, ce qui peut affecter le jeu entre le cylindre et la contre-lame et accélérer l'usure.
Entretien de la barre d'appui
Seuls les mécaniciens dûment formés sont habilités à effectuer l'entretien de la barre d'appui et de la contre-lame ; cela évite d'endommager le cylindre, la barre d'appui ou la contre-lame. L'idéal est de porter l'unité de coupe chez un distributeur Toro agréé pour l'entretien. Reportez-vous au Manuel d'entretien de votre groupe de déplacement pour des instructions complètes, pour connaître les outils spéciaux et pour obtenir les schémas d'entretien de la contre-lame. Si jamais il s'avère nécessaire de déposer ou d'assembler vous-même la barre d'appui, vous trouverez ci-après des instructions ainsi que les spécifications d'entretien de la contre-lame.
Important: Suivez toujours les procédures décrites dans le Manuel d'entretien lorsque vous faites l'entretien de la contre-lame. Le cylindre, la barre d'appui et la contre-lame peuvent être endommagés si vous ne montez pas et si vous ne meulez pas correctement la contre-lame.
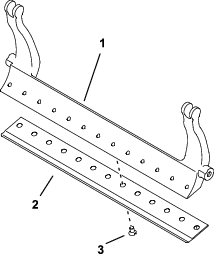
Dépose de la barre d'appui
-
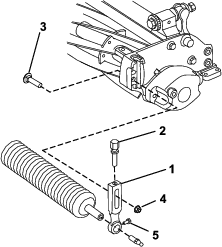
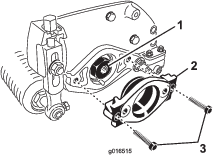
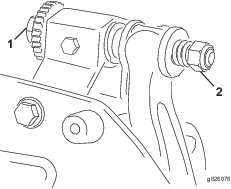
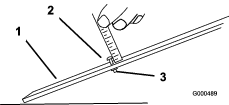
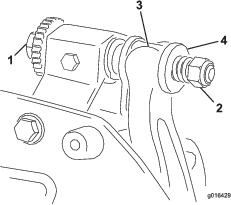
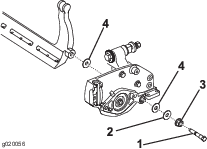
Tournez la vis de réglage de la barre d'appui dans le sens antihoraire pour éloigner la contre-lame du cylindre (Figure 20).
-
Faites sortir l'écrou de tension du ressort jusqu'à ce que la rondelle ne soit plus tendue contre la barre d'appui (Figure 20).
-
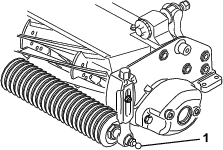
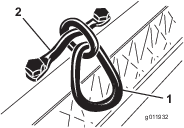
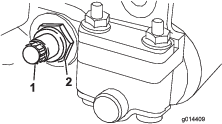
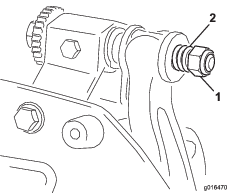
De chaque côté de la machine, desserrez le contre-écrou de fixation du boulon de la barre d'appui (Figure 21).
-
Retirez les boulons de la barre d'appui afin de pouvoir abaisser la barre et la dégager du boulon de l'unité de coupe (Figure 21).
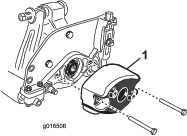
Mettez de côté 2 rondelles en nylon et 1 rondelle en acier à chaque extrémité de la barre d'appui (Figure 22).
Assemblage de la barre d'appui
-
Montez la barre d'appui en positionnant les languettes de montage entre les rondelles et la vis de réglage de la barre d'appui (Figure 20).
-
Fixez la barre d'appui sur chaque plaque latérale avec les boulons (munis d'écrous) et 3 rondelles (6 en tout).
-
Placez une rondelle en nylon de chaque côté du bossage de la plaque latérale. Placez une rondelle en acier à l'extérieur de chaque rondelle en nylon (Figure 22).
-
Serrez les boulons de la barre d'appui à un couple de 27 à 36 N·m.
-
Serrez les contre-écrous jusqu'à ce que le jeu axial des rondelles d'acier soit éliminé, mais que vous puissiez les tourner à la main. Les rondelles peuvent présenter un espace à l'intérieur.
Important: Ne serrez pas excessivement les contre-écrous pour ne pas faire fléchir les plaques latérales.
-
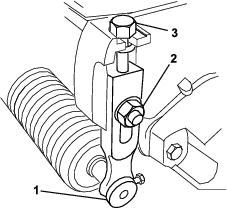
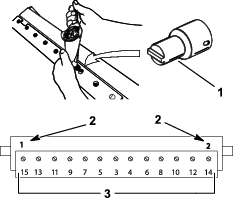
Serrez l'écrou de tension du ressort jusqu'à ce que les spires soient jointives, puis desserrez-le de 1/2 tour (Figure 23).
-
Effectuez le réglage contre-lame/cylindre ; voir Réglage du contact contre-lame/cylindre.
Contrôle de l'angle de meulage supérieur
L'angle utilisé pour meuler les contre-lames est très important.
Utilisez l'indicateur d'angle et le support d'indicateur d'angle pour contrôler l'angle produit par la meule, puis corrigez toute imprécision éventuelle.
-
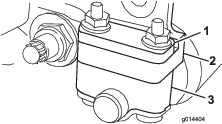
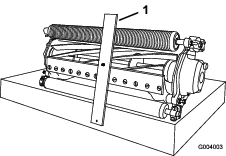
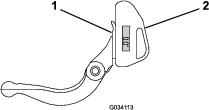
Placez l'indicateur d'angle sur la face inférieure de la contre-lame, comme montré à la Figure 24.
-
Appuyez sur le bouton « Alt Zero » de l'indicateur d'angle.
-
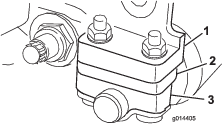
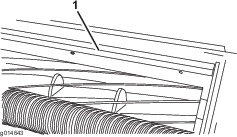
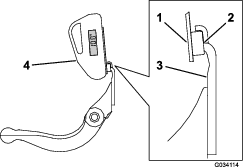
Placez le support d’indicateur d'angle sur le bord de la contre-lame de sorte à adapter le bord de l’aimant au bord de la contre-lame (Figure 25).
Note: Pendant cette opération, l’écran numérique doit être visible du même côté qu’à l’opération 1.
-
Placez l'indicateur d'angle sur le support, comme montré à la Figure 25.
Note: Il s'agit de l'angle produit par la meule ; il doit se situer à 2 degrés ou moins de l'angle de meulage supérieur recommandé.
Spécifications de meulage du cylindre
| Diamètre de cylindre (neuf) | 128,5 mm |
| Limite de service – Diamètre de cylindre | 114,3 mm |
| Diamètre d'arbre de cylindre (diam. ext.) | 34,9 mm |
| Angle de dépouille de la lame | 30° |
| Plage d'angle de dépouille de la lame | 28–32° |
| Largeur de facette de la lame | 1 mm |
| Plage de largeur de facette de la lame | 0,8 à 1,2 mm |
| Limite de service – Conicité du diamètre du cylindre | 0,25 mm |
Pose de la contre-lame
-
Éliminez toute trace de rouille, tartre et corrosion à la surface de la barre d'appui et appliquez une fine couche d'huile dessus.
-
Nettoyez le filetage des vis.
-
Appliquez du produit antigrippant sur les vis et montez la contre-lame sur la barre d'appui.
-
Serrez les 2 vis à extérieures à 1 N·m.
-
En partant du centre de la contre-lame, serrez les vis à un couple de 23 à 28 N·m.
-
Meulez la contre-lame.
Rodage de l'unité de coupe
Danger
Le cylindre et autres pièces mobiles peuvent causer des blessures.
N'approchez pas les mains, les doigts et les vêtements des cylindres et autres pièces mobiles.
-
Ne vous approchez pas du cylindre pendant le rodage.
-
N'utilisez jamais de pinceau à manche court pour effectuer le rodage. Vous pouvez vous procurer un manche (réf. 29-9100) complet ou en pièces individuelles chez le concessionnaire Toro agréé le plus proche.
-
Placez la machine sur une surface propre, plane et horizontale, abaissez les unités de coupe, arrêtez le moteur, serrez le frein de stationnement et enlevez la clé de contact.
-
Déposez les moteurs de cylindre des unités de coupe, puis désaccouplez et déposez les unités de coupe des bras de levage.
-
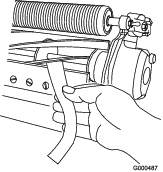
Accouplez la rodeuse à l'unité de coupe en introduisant une barre carrée de ⅜ pouce dans l'accouplement cannelé au bout de l'unité de coupe.
Note: Vous trouverez des instructions et des procédures de rodage complémentaires dans le Manuel de l'utilisateur du groupe de déplacement et dans le Manuel d'aiguisage des tondeuses à cylindres et rotatives Toro (Form nº 80-300PT).
Note: Pour améliorer encore la qualité du tranchant, passez une lime sur la face avant de la contre-lame et du cylindre après le rodage. Cela permet d'éliminer les bavures ou les aspérités qui ont pu se former le long du tranchant.