
Întreţinere
Pericol
Contactul cu cilindrii sau alte piese mobile poate duce la vătămare personală.
-
Înainte de a efectua orice reglaje la unităţile de tăiere, decuplaţi cilindrii, acţionaţi frâna de parcare, opriţi motorul şi scoateţi cheia din contact.
-
Ţineţi mâinile şi îmbrăcămintea la distanţă faţă de cilindri sau alte piese mobile.
Schimbarea lubrifiantului pentru cutia de viteze
| Interval de service |
| După primele 100 ore |
| La fiecare 500 de ore/Anual (în funcție de care situație apare prima) |
-
Curăţaţi suprafeţele exterioare ale carcasei dispozitivului de finisare.
Important: Asigurați-vă că nu există murdărie sau reziduuri pe exteriorul carcasei dispozitivului de finisare; dacă reziduurile pătrund în interiorul dispozitivului de finisare, acest lucru poate duce la defectarea cutiei de viteze.
-
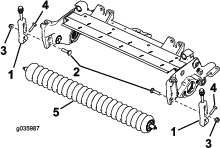
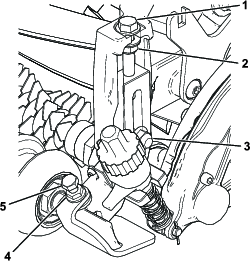
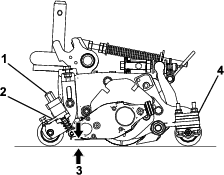
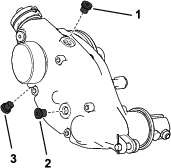
Îndepărtaţi buşonul de golire din partea inferioară a carcasei (Figura26).
-
Îndepărtați bușonul de umplere de pe partea laterală a carcasei și slăbiți bușonul de aerisire din partea de sus astfel încât aerul să poată pătrunde (Figura26).
-
Aliniați un container adecvat sub orificiul de golire a uleiului, astfel încât să colecteze uleiul.
-
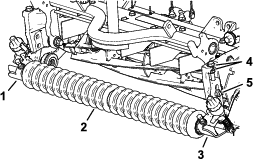
Înclinaţi în spate unitatea de tăiere până când orificiul de golire se află în poziţia inferioară pentru a asigura golirea completă (Figura24).
-
Scuturați unitatea de tăiere înainte și înapoi pentru a asigura golirea completă. După ce uleiul a fost scurs complet, poziţionaţi unitatea de tăiere pe o suprafaţă plană.
-
Montați buşonul de golire.
-
Folosiți o seringă (nr. piesă 137-0872) pentru a umple cutia de viteze cu ulei 80-90W. Umpleți cu 50 cc pentru cilindre de 12,7 cm sau cu 90 cc pentru cilindre de 17,78 cm.
-
Montați bușonul de umplere și strângeți bușonul de aerisire.
-
Strângeţi toate bușoanele la un cuplu de 3,62 - 4,75 N∙m.
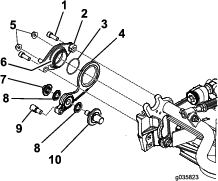
Demontarea casetei de acționare a dispozitivului de finisare
Note: Păstrați toate piesele demontate pentru montarea ulterioară, dacă nu este specificat altfel.
Important: Dacă întâmpinați vreo problemă la demontarea casetei de acționare a dispozitivului de finisare, consultați Manualul de service al unității de tracțiune sau contactați un distribuitor Toro autorizat.
-
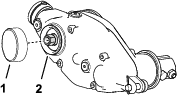
Îndepărtați capacul dispozitivului de finisare.
-
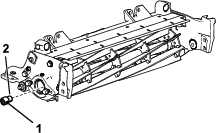
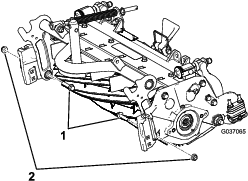
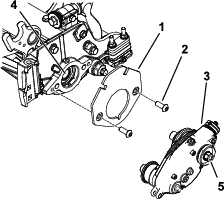
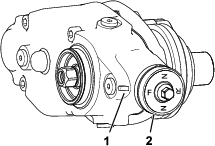
Îndepărtați șuruburile clemei de fixare a casetei de acționare a dispozitivului de finisare (Figura16).
-
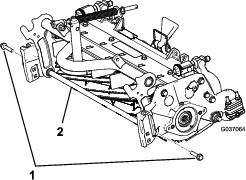
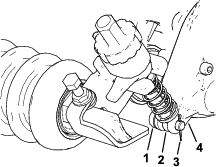
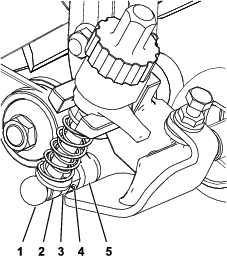
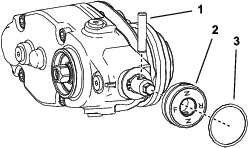
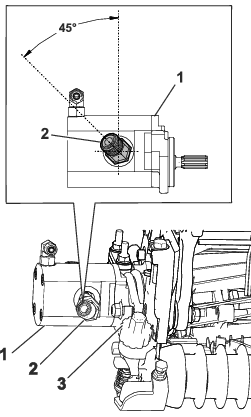
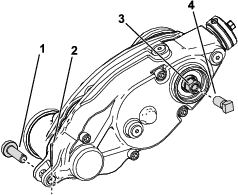
Îndepărtați știftul de reglare și cuiul spintecat care conectează caseta de acționare a dispozitivului de finisare la brațele de reglare (Figura27).
-
Pentru demontare, fixați cilindrul; consultați Fixarea cilindrului pentru îndepărtarea inserțiilor filetate.
-
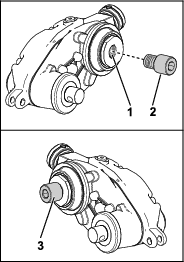
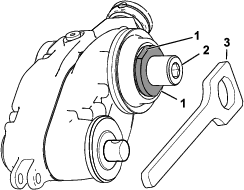
Montați șurubul de fixare (număr piesă 1-803022 – comercializată separat) în filetul interior al capului hexagonal al casetei de acţionare a dispozitivului de finisare și strângeți la un cuplu de 13,5 N·m după cum este ilustrat în Figura27.
-
Îndepărtați caseta de acționare a dispozitivului de finisare de la cilindrul de tăiere prin rotirea capului hexagonal al casetei de acţionare a dispozitivului de finisare (Figura27).
Important: În cazul în care caseta de acţionare a dispozitivului de finisare este montată în partea dreaptă a unei unități de tăiere, rotiți capul hexagonal al casetei de acţionare a dispozitivului de finisare (cu filet dreapta) în sens invers acelor de ceasornic, pentru a îndepărta arborele casetei de acționare de la unitatea de tăiere.
Important: În cazul în care caseta de acţionare a dispozitivului de finisare este montată în partea stângă a unei unități de tăiere, rotiți capul hexagonal al casetei de acţionare a dispozitivului de finisare (cu filet stânga) în sensul acelor de ceasornic, pentru a îndepărta arborele casetei de acționare de la unitatea de tăiere
Important: Trebuie utilizată o cheie hexagonală cu perete gros.
Curăţarea cilindrului de finisare
| Interval de întreţinere şi service | Procedură de întreţinere |
|---|---|
| După fiecare folosinţă |
Curățați cilindrul de finisare după utilizarea acestuia, stropindu-l, prin pulverizare, cu apă. Nu îndreptaţi jetul de apă direct către garniturile de etanşare ale rulmenţilor dispozitivului de finisare. Asiguraţi-vă că cilindrul de finisare nu este depozitat într-un mediu umed pentru a evita ruginirea componentelor.
Inspectarea lamelor
| Interval de întreţinere şi service | Procedură de întreţinere |
|---|---|
| Înainte de fiecare folosinţă sau zilnic |
Verificaţi frecvent lamele dispozitivului de finisare în privinţa deteriorării şi uzurii. Îndreptați lamele îndoite cu un clește și înlocuiți lamele uzate. La inspectarea lamelor, asiguraţi-vă că sunt strânse piuliţele de la capetele arborilor lamelor din dreapta şi din stânga.
Fixarea cilindrului
Atenţie
Lamele cilindrului de tăiere sunt ascuțite și pot amputa mâinile sau picioarele.
-
Ţineţi mâinile şi picioarele la distanţă faţă de cilindru.
-
Asigurați-vă că cilindrul este bine fixat înainte de efectuarea lucrărilor de service.
Fixarea cilindrului pentru îndepărtarea inserțiilor filetate
-
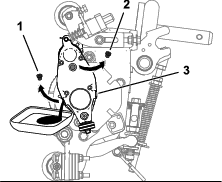
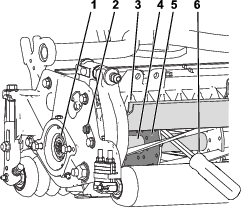
Slăbiți șurubul scutului din partea stângă a unității de tăiere și ridicați scutul spate (Figura29).
-
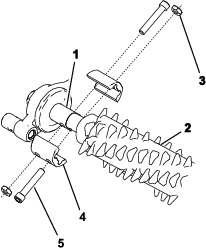
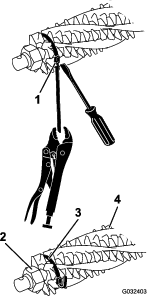
Introduceți un levier lung cu mâner (recomandat de ⅜" x 12" cu mâner de șurubelniță) prin partea din spate a cilindrului de tăiere, cât mai aproape de unitatea de tăiere pe care o veți strânge (Figura29).
-
Poziționați levierul pe partea sudată a plăcii de susținere a cilindrului (Figura29).
Note: Introduceți levierul între partea superioară a arborelui cilindrului și spatele a 2 lame ale cilindrului, astfel încât cilindrul să nu se poată mișca.
Important: Nu atingeți tăișul lamelor cu levierul; acest lucru poate deteriora tăișul și/sau poate cauza ridicarea lamei.
Important: Inserţia din partea stângă a unităţii de tăiere este prevăzută cu fileturi stânga. Inserţia din partea dreaptă a unităţii de tăiere este prevăzută cu fileturi dreapta.
-
Sprijiniți mânerul levierului de rola posterioară.
-
Îndepărtați inserția filetată asigurându-vă că levierul rămâne în poziție, apoi îndepărtați levierul.
-
Coborâți scutul spate și strângeți șurubul scutului.
Fixarea cilindrului pentru montarea inserțiilor filetate
-
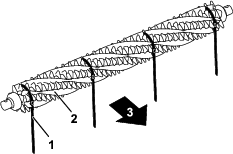
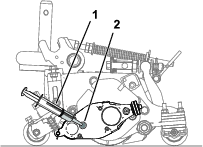
Introduceți un levier lung cu mâner (recomandat de ⅜" x 12" cu mâner de șurubelniță) prin partea din față a cilindrului de tăiere, cât mai aproape de unitatea de tăiere pe care o veți strânge (Figura30).
-
Poziționați levierul pe partea sudată a întăriturii interne a cilindrului de tăiere (Figura30).
Note: Levierul trebuie să fie în contact cu o lamă din față, cu arborele cilindrului și o lamă din spatele cilindrului, blocându-l.
Important: Nu atingeți tăișul lamelor cu levierul; acest lucru poate deteriora tăișul și/sau poate cauza ridicarea lamei.
Important: Inserţia din partea stângă a unităţii de tăiere este prevăzută cu fileturi stânga. Inserţia din partea dreaptă a unităţii de tăiere este prevăzută cu fileturi dreapta.
-
Sprijiniți mânerul levierului de rolă
-
Conform instrucțiunilor pentru montarea inserțiilor și cerințelor privind cuplul de strângere, finalizați montarea inserției filetate asigurându-vă că levierul rămâne în poziție, apoi îndepărtați levierul.