
 ,即小心、警告或危险等个人安全指示。不遵循这些说明可能导致人身伤害甚至死亡事故。
,即小心、警告或危险等个人安全指示。不遵循这些说明可能导致人身伤害甚至死亡事故。

维护
支撑滚刀组
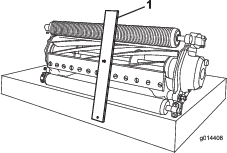
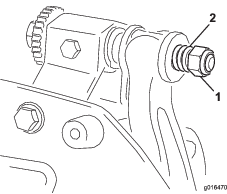
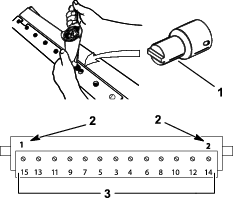
当您需要翻转滚刀组以露出底刀/滚刀时,应支撑住滚刀组的后部,确保底刀架调节螺栓后端的螺母不会接触工作表面(图 12)。
维护底刀架
只有受过正确培训的机械师才可以维修底刀架和底刀,以防止损坏滚刀、底刀架或底刀。理想情况下,应携带滚刀组到您的 Toro 授权经销商处进行维修。请参阅您的主机维修手册,了解有关维修底刀的完整说明、专用工具及图纸。如果您需要自行拆卸或组装底刀架,请使用以下提供的说明,此规范同样适用于维修底刀。
Important: 当维修底刀时,请始终遵循您的维修手册中详细描述的底刀程序。未能正确安装和研磨底刀,可能导致损坏滚刀、底刀架或底刀。
拆除底刀架
组装底刀架
-
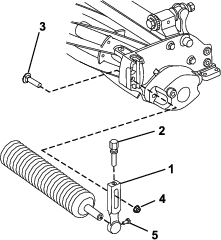
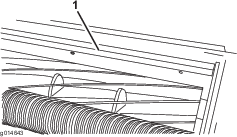
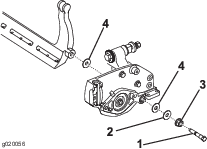
安装底刀架,将安装吊耳固定在垫圈与底刀架调节螺丝之间(图 13)。
-
使用底刀架螺栓(螺栓上带螺母)和 3 个垫圈(共 6 个)将底刀架固定在两个侧板上。
-
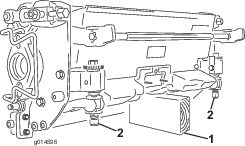
将尼龙垫圈放在侧板凸起的一侧。在两个尼龙垫圈的外侧各放一个钢垫圈(图 15)。
-
上紧底刀架螺栓扭矩至 27~36N·m。
-
拧紧锁紧螺母,直至钢垫圈停止旋转,但却能够用手旋转。内侧的垫圈可能有空隙。
Important: 切勿过度旋紧锁紧螺母,否则会导致侧板变形。
-
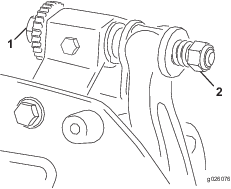
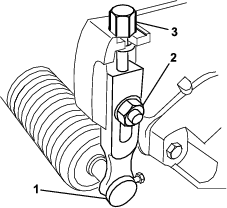
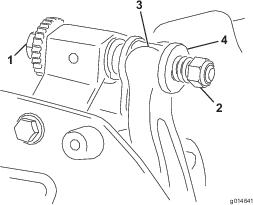
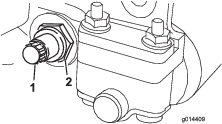
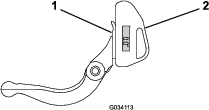
旋紧弹簧加压螺母,直到弹簧完全压紧,然后往回松开 1/2 圈(图 16)。
-
调节底刀与滚刀,请参阅 调节底刀与滚刀的接触。
底刀规格
安装底刀
-
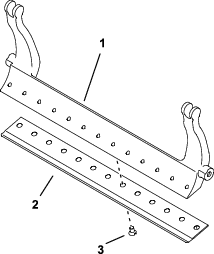
清除底刀架表面的所有铁锈、水垢和腐蚀物,然后在底刀架表面抹上一层薄薄的油。
-
清洁螺丝螺纹
-
在螺丝上涂抹防粘剂,将底刀安装到底刀架上。
-
将 2 个外部螺丝的扭矩上紧至 1N·m。
-
按照从底刀中间向两端的顺序,上紧螺丝扭矩至 23~28N∙m。
-
研磨底刀
准备滚刀进行研磨
-
确保所有滚刀组组件都处于良好状况,并在研磨之前纠正任何问题。
-
按照滚刀研磨机制造商的说明,将滚刀研磨至以下规格。
滚刀研磨规格 新滚刀直径 128.5mm 滚刀直径维修限值 114.3mm 刀片铲磨角度 30° ± 5° 刀片棱面宽度 1.0mm 刀片棱面宽度范围 0.8~1.2mm 滚刀直径锥体维修限值 0.25mm
铲磨滚刀
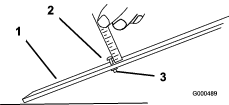
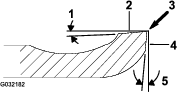
新滚刀的棱面宽度为 0.8~1.2mm,铲磨角度为 30°。
当棱面宽度大于 3mm 时,请执行以下步骤:
-
对所有滚刀棱面进行 30° 铲磨,直至棱面宽度达到 0.76mm(图 19)。
-
旋转打磨滚刀直至达到 <0.025mm 滚刀跳动。
Note: 这可能导致棱面宽度轻微增加。
-
调节滚刀组;请参阅滚刀组《操作员手册》。
Note: 为了使滚刀和底刀刀刃的锋利更加持久——打磨滚刀和/或底刀之后——每天结束时,在修剪后应再次检查滚刀到底刀的接触,因为任何毛刺都要去除,毛刺可能导致滚刀与底刀之间产生不当的空隙,从而加速磨损。
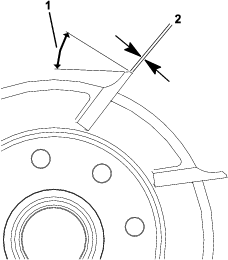
底刀研磨规格
| 标准底刀后角 | 最小 3° |
| 延长底刀后角 | 最小 7° |
| 前角范围 | 13~17° |
倒磨滚刀组
危险
接触滚刀或其他活动件可能造成人身伤害。
确保手指、双手和衣服远离滚刀或其他活动件。
-
倒磨时远离滚刀。
-
倒磨时切勿使用短柄油漆刷。您可从当地的 Toro 授权经销商处购买长把刷子。
-
将机器停放在干净的水平地面上,降低滚刀组,关闭发动机,刹好手刹,然后拔下点火钥匙。
-
将滚刀马达从滚刀组中拆下,然后从提升臂上拆开并取下滚刀组。
-
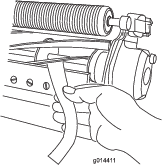
将一件 9.5mm 方形连接杆插入滚刀组末端的花键联轴器,将倒磨机连接至滚刀组。
Note: 有关倒磨的其他说明和程序,请参阅您的主机操作员手册和 Toro 滚刀和旋刀剪草机磨刀手册,手册号为 80-300PT。
Note: 为了获得状态更好的刀刃,可以在完成倒磨操作时用锉刀打磨底刀和滚刀的前面。这将去除刀刃上可能累积的任何毛刺或粗糙边缘。