
 ,即小心、警告或危险等个人安全指示。不遵循这些说明可能导致人身伤害甚至死亡事故。
,即小心、警告或危险等个人安全指示。不遵循这些说明可能导致人身伤害甚至死亡事故。






























维护
Note: 访问 www.Toro.com,并从主页上的“手册”链接搜索您的机器,下载免费的示意图。
维护安全
-
在维修或对机器进行调整之前,应停止机器、关闭发动机、接合手刹、拔出钥匙并等待所有活动件停止下来。
-
只可进行本手册中描述的相关维护工作。如果需要大修或帮助,请联系 Toro 授权经销商。
-
在料斗下方进行维护时,应安装液压油缸支撑杆。
-
确保旋紧螺母、螺栓和螺丝,使机器处于安全操作状态。
-
如果可能,切勿在发动机运行时执行维护。远离活动件。
-
切勿在牵引车发动机运行时检查或调节链条张紧力。
-
小心释放储能组件中的压力。
-
在机器下方作业时,应使用挡块或顶车架支撑机器。
-
维护或调节机器之后,应确保安装所有保护装置。
预防性维护程序
润滑
机器带有黄油嘴,必须定期使用 2 号通用型锂基润滑脂润滑。如果机器在正常条件下操作,需在每 50 小时运转后润滑所有轴承和轴套。如果操作环境充满灰尘,则必须每天对轴承和轴套进行润滑。充满灰尘的操作环境会导致脏污进入轴承和轴套,加速磨损。每次清洗后应立即润滑黄油嘴,无需按照指定的间隔进行。
-
擦干净黄油嘴,这样就不会有杂质进入轴承和轴套中。
-
用黄油枪将润滑脂打入到轴承和衬套中。
-
擦掉多余的润滑脂。
轴承和轴套的润滑点如下所示:
安全检查
应在每天开始工作前,完成以下安全检查。如有任何安全问题,立即向主管报告。有关详细信息,请参见本手册的安全指示。
Note: 将这些页复印下来,用作定期检查清单
轮胎和车轮
-
840mm 的轮胎建议胎压为 1.72bar;810mm 的轮胎建议胎压为 2.07bar,或遵照轮胎制造商的建议。
-
检查是否存在过度磨损或可见破损。
-
检查车轮螺栓是否拧紧,且没有丢失。
尾门
-
检查尾门是否关闭且牢牢闩住。
-
检查并确认尾门的可调节部分是否可以顺畅打开和关闭。
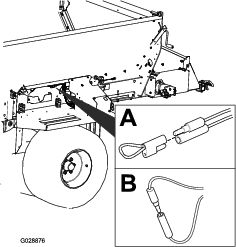
挂钩、千斤顶和后千斤顶支柱
-
检查并确认挂钩销和千斤顶未损坏、且安全销就位。(安全销丢失或损坏的、请更换。)
-
检查并确认挂钩连接未松动。(如有松动、应在挂钩连接间安装垫片。)
-
驾驶机器前、应将所有千斤顶安全保持在向上位置。
液压系统
-
检查液压系统是否存在漏油现象。如发现漏油、应拧紧接头、或者更换或维修损坏的部件。
-
检查液压软管是否有磨损或可见的破损。
-
检查液压油油位。如果需要、进行填充。
输送带和滚筒
-
每周检查一次输送带是否能在滚筒上直线行进且不会滑落。如果需要、进行调整。
-
每四个月检查一次前后滚筒间的导辊是否弯曲或损坏。如有必要、进行更换或维修。
输送带和尾门密封条
检查所有橡胶密封条是否有磨损或破损。如有任何泄漏现象、应更换或维修密封条。
附件
-
检查并确认快速连接支架是否安全锁紧到位且已安装安全销。安全销丢失的、及时更换。
-
检查附件是否安全锁紧、且不会移动或滑出。如果需要、调整锁紧组件。
-
检查双甩盘制动片上的桨片是否磨损。如果已磨损变薄、应进行更换。
-
检查双甩盘壳是否有破裂或腐蚀的迹象。
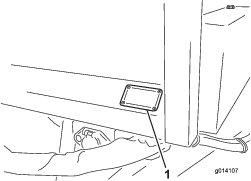
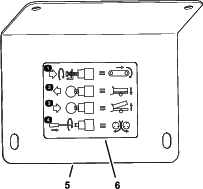
安全标贴
检查并确认安全标贴未破损且可清晰辨认、否则应进行更换。
电子制动器
-
每月通过肉眼简单检查一次刹车片。
-
每年对电子制动器进行一次检查和维护。
液压系统
机器出厂前配置了优质的液压油。首次启动机器之前请先检查液压油的液位、之后每天启动之前均需检查。推荐的替代液压油为:
| Toro 优质变速箱油/拖拉机液压油(提供 18.9L 桶装或 208.2L 圆桶装。请查看零件目录或联系 Toro 经销商、获取零件号。) |
如果无法获得 Toro 液压油、可使用石油基质通用拖拉机液压油 (UTHF)、前提是其规格符合以下所有材料性能和行业标准。我们不建议使用合成液压油。请咨询您的润滑剂经销商,帮您确定一款合格产品。
Note: 对于因使用不当替代产品而造成的损坏、Toro 将不承担任何责任、因此、请仅使用信誉好的制造商的产品、他们会对其产品提供支持。
| 材料属性: | |||
| 粘度、ASTM D445 | cSt @ 40℃ 55~62 | ||
| 粘度指数 ASTM D2270 | 140~152 | ||
| cSt @ 100℃ 9.1~9.8 | |||
| 倾点、ASTM D97 | -37°C~-43°C | ||
| 行业规格: | |||
| API GL-4、AGCO Powerfluid 821 XL、Ford New Holland FNHA-2-C-201.00、Kubota UDT、John Deere J20C、Vickers 35VQ25 和 Volvo WB-101/BM | |||
更换轮胎
更换外侧轮胎
-
保持机器连接到牵引车、卸下所有附件、并施加紧急制动。
-
卸下料斗中的所有物料。
-
在爆胎轮胎对面的轮胎上垫上挡块。
-
用车轮螺母扳手拧松爆胎上的六个车轮螺栓、但不要取下。
-
用葫芦吊起机器或用千斤顶顶起机器、直到轮胎离地。确保机器的平稳。
-
取下松开的车轮螺栓并卸下轮胎。
-
维修受损的轮胎。
-
按照与以上内容相反的步骤、将轮胎重新装回到机器上。
Note: 确保车轮位于轮毂中心且所有六个车轮螺栓全部拧紧。上紧嵌入螺母扭矩至 135N·m。
更换内侧轮胎
-
保持机器连接到牵引车、卸下所有附件、并施加紧急制动。
-
卸下料斗中的所有物料。
-
在爆胎轮胎对面的轮胎上垫上挡块。
-
在更换轮胎的一侧,卸下四个将步进梁式悬挂的轴承连接至底盘的螺栓。(拧松、但不要卸下外侧车轮的螺母、让轴承螺栓有更大间隙)。
-
用葫芦吊起机器或用千斤顶顶起机器、直到内侧轮胎和平衡梁式轴组件可从下方转出。确保机器的平稳。
-
拆下轮胎。
-
维修受损的轮胎。
-
按照与以上内容相反的步骤、将轮胎重新装回到机器上。
Note: 确保车轮位于轮毂中心且所有六个车轮螺栓和轴承螺栓全部拧紧到 135N·m。
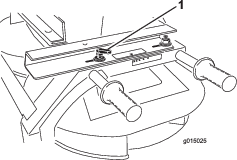
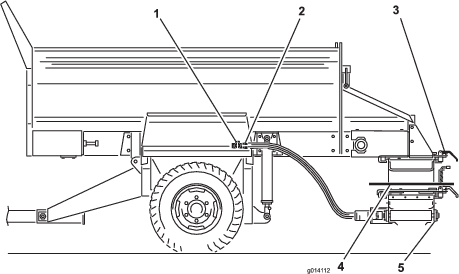
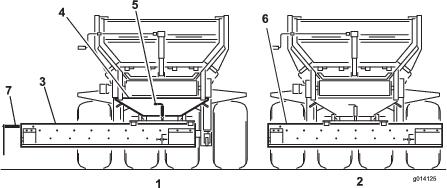
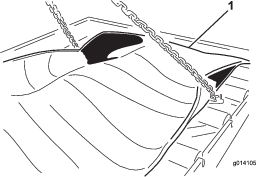
输送带正轨
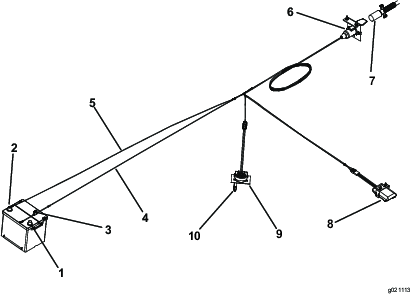
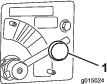
如果输送带没有居中、而是偏在另一侧、则需要调整 (图 58)。最佳调整时间是两次装载之间的间隙。
-
来到机器的后部、确定输送带与哪一侧接触。
-
在这一侧的前面、拧松锁紧螺母、拧紧调节螺母四分之一圈。
-
运行机器前、拧紧两个锁紧螺母。
-
将物料装到机器上、然后运转机器清空物料。重复几次。
-
停止输送带、来到机器后部观察结果。
可能需要重复几次上述步骤、直到输送带正确沿着轨道移动。
Note: 根据装载类型和位置、输送带可能会发生轻微移动。如果输送带未接触侧轨、则无需对输送带进行正轨。
Important: 切勿调整输送带的后驱动滚筒。它设置为出厂规格。如需调整、请联系 TORO 授权经销商。
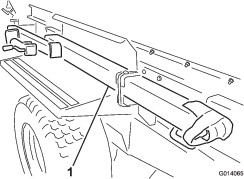
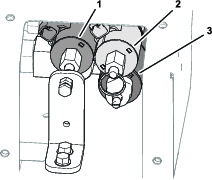
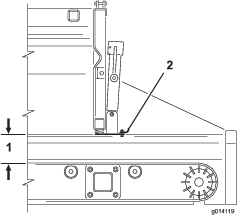
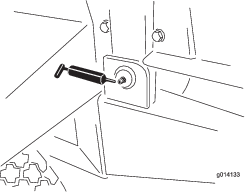
张紧输送带
请经常检查并调整输送带的张紧装置 (图 58)。所有的橡胶输送带都会伸展、特别是新的或一段时间未使用的输送带。
-
将机器停驻在水平地面,使尾门和进料门距离输送带至少 6.25mm(取决于装载的物料)。
-
用您期望使用的沙子完全装载机器。
-
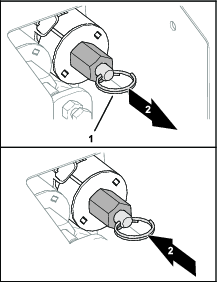
卸下机器两侧的黑色前盖。
-
使用两把扳手、保持张紧装置杆的端头不动、同时拧松距离杆端头最近的锁紧螺母。
-
把锁紧螺母拧回 20~50mm。
警告
在卸下含安全保护装置的活动部件时、请务必保持谨慎。
-
打开输送带。
-
如果输送带滑移、请均匀地拧紧拉力螺栓半圈(机器关闭时)再进行检查。继续拧紧、直到输送带移动时没有任何滑移。
-
将两个拉力螺栓再紧固半圈。此时、应当有正确的张紧力。
-
进行确认、观察底盘横梁下方。当机器处在降下位置时,输送带的中间应当刚好不接触底盘横梁。如果输送带的中间接触到底盘横梁、则应继续拧紧张紧螺栓四分之一圈。
Important: 保持耐心!输送带不可过紧。
Important: 切勿在输送带张紧螺栓上使用气动工具。
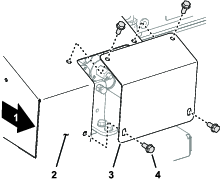
更换输送带
拆除输送带前、请阅读以下说明。如果输送带完全损坏、只需使用刀子在未损坏的部位切断输送带。如果您准备进行保修申请、输送带供应商必须检查输送带以评估损坏情况并提供更换建议。
拆除输送带
-
卸下位于机器四个外角的黑色安全盖。
-
从料斗的前面和侧面卸下内部橡胶衬垫的保护装置、金属导轨保持连接。
-
擦除金属导轨后部的有机硅密封剂(但要记住、重新安装时需重新施涂有机硅密封剂)。
-
在两个前角处、使用两把扳手、保持张紧装置杆的端头不动。
-
拧松距离张紧装置杆端头最近的锁紧螺母。
-
向后移动内部调整螺母、直到张紧装置杆不接触轴承。
Note: 前导辊由上下导轨装置中的两个外球面轴承(分别位于机器的两侧)支撑。
-
支撑住前导辊。
-
来到机器的右前角、拆除将外球面轴承固定在轴上的锁紧圈。通过拧松固定螺钉、逆时针转动锁紧圈将其卸下。使用锤子和冲头、逆时针方向敲击锁紧圈使其从轴上脱离。
-
在左前角重复该步骤。
-
向后滑动导辊、以使外球面轴承滑出它们的导轨、从而将这些外球面轴承拆下来。
-
拆下两个安全支架、把滚筒向下滑动穿过开孔。
-
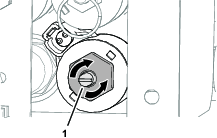
来到机器后部、拧松张紧链轮。
-
从驱动链轮上拆下链条。
-
松开驱动链轮上的固定螺钉、从驱动滚筒轴上拆下驱动链轮和键。
-
支撑后驱动滚筒。
Important: 切勿妨碍后滚筒调整支架组件。它专门设计用于在输送带未正确就位时自动调整后滚筒。
-
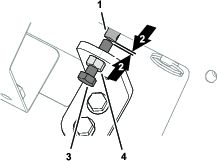
拆下两侧凸缘轴承上的四个螺栓。
-
拆下轴上凸缘轴承旁边的锁紧圈、把两个轴承从轴上滑出。
-
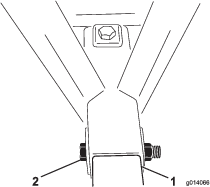
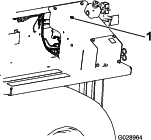
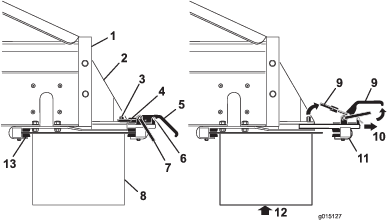
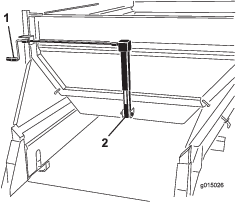
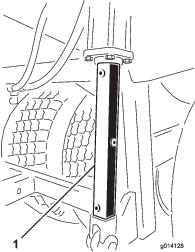
拆下两个附件连接支架 (图 59)。
-
将驱动滚筒通过狭槽降下来。
-
拆下尾门以获得清晰的视野。
-
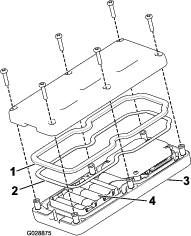
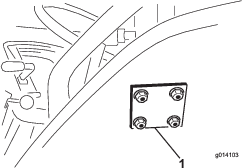
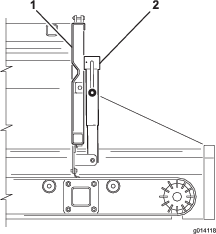
请注意料斗内部框架的位置、以便可以按照相同的位置和方向重新安装。它是通过机器侧边的 6 个位置用螺栓固定住的(每侧三个 4 螺栓板)。
-
使用位于四个角的举升装置拉环固定框架。
-
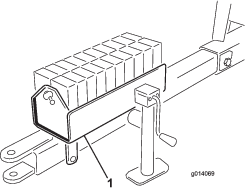
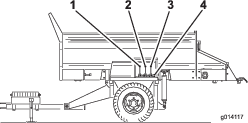
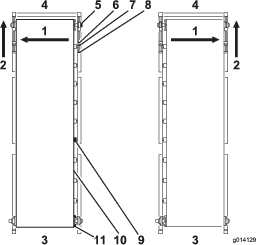
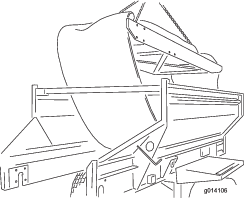
拆下 24 个螺栓以释放框架 (图 60)。
-
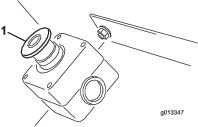
通过从机器顶部将其吊起从而拆下框架。将它放在地上 (图 61)。
安装输送带
按照与上述内容相反的说明安装新的输送带、但请记住以下重要注意事项和说明。
Important: 输送带设计为按一个方向工作。请确保输送带中间的喷漆箭头指向机器的后部(从上往下看)。
Note: 在把后驱动滚筒通过狭槽向上滑装回原位前、确保已安装四个用来连接外球面轴承的螺栓(从内朝外)。否则、你将不得不拆下驱动滚筒以获得充足的间隙以安装这些螺栓。
安装后驱动滚筒时、确保连接马达的轴是位于左侧的。它有一个键孔、用于固定驱动链轮。
用张紧装置杆在机器前面施加张紧力之前、用手将输送带的前面和后面都设在居中位置。
按照手册维护章节中的指示、确保输送带顺着轨道运行并张紧。
前导辊和后驱动滚筒提供出色的牵引力、拉动负载的输送带、所以切勿使输送带过紧或过度伸展。
将有机硅密封剂施涂到金属导轨的后侧以及输送带的两个前角、即导轨相接的地方。密封剂可以将任何通过导轨的物料弹射回去。
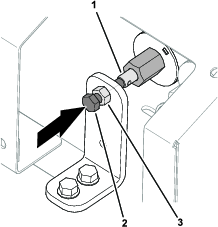
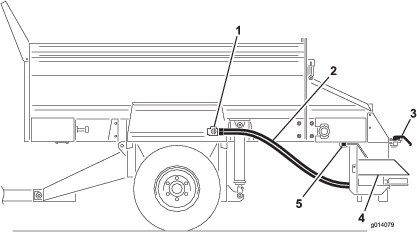
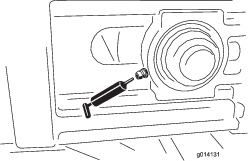
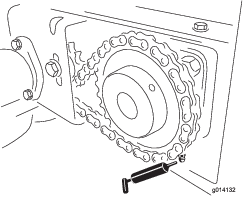
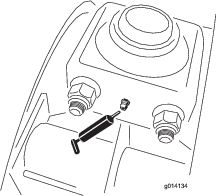
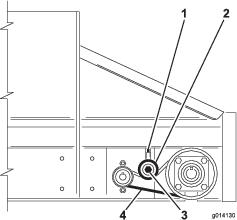
调整输送器驱动链
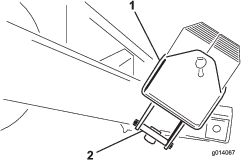
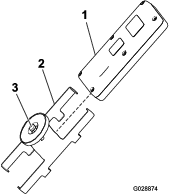
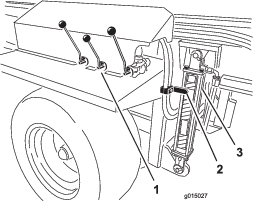
如果输送器驱动链松动、则需要张紧 (图 62)。
-
关闭牵引车、设定停车制动。
-
卸下后输送器驱动保护装置。
-
拧松穿过张紧链轮的螺栓。
-
使用适度的力道拧紧正向锁紧螺钉。
-
拧紧张紧链轮的螺栓。
-
检查并确认链条充分润滑、链轮安全固定到轴。
-
重新装回后输送器驱动保护装置。
小心
链条不可过紧。只需张紧到刚好足以消除额外的松弛即可。
维护电子制动器
检查电子制动器
每月通过肉眼简单检查一次刹车片。
每年对电子制动器进行一次检查和维护。
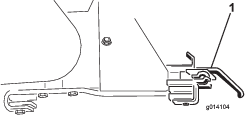
调整电子制动器
首次运行三个月后调整电子制动器,或根据使用情况或性能尽早调整。
-
用千斤顶安全抬起机器。
-
确保车轮和制动鼓自由转动。
-
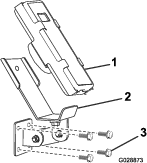
拆下制动支撑板底部连接槽的调整孔盖。
-
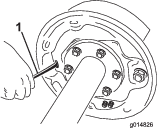
用螺丝刀转动调整装置组件的星形轮以扩展剎车片 (图 63)。
-
调整剎车片,直到制动鼓的衬片压力使车轮转动困难。
-
向相反方向转动星形轮,直到车轮在轻轻拖磨衬垫时可以自由转动。
-
重新装回调整孔盖。
-
针对每个制动器重复上述步骤。
检查剎车片和衬片
每月通过肉眼简单检查一次刹车片。
剎车片出现磨损后,更换同一轴上两个刹车中每个刹车的刹车片。这可确保制动器保持平衡。
出现以下情况时更换制动衬片
-
磨损至 1.6mm 或更小厚度
-
被润滑脂或油液污染后
-
出现异常刻痕或刨削
Note: 制动衬片出现发热裂纹是正常的,无需担忧。
每年进行制动器清洁和检查
每年对电子制动器进行一次检查和维护,或在过度使用或性能下降时进行更频繁的检查和维修。
-
磨损或出现刻痕后,更换制动器磁体和刹车片。
-
使用汽车制动器清洁剂清洁制动支撑板、磁体臂、磁体和刹车片。
-
确保将所有拆下的部件装回相同的制动器和制动鼓总成。
-
检查磁体臂是否有任何松动或磨损部件。
-
检查刹车片返回弹簧,保持弹簧和调整装置弹簧是否有拉伸或变形,如果需要,进行更换。
小心
吸入制动器上的灰尘会有损健康,进行维修时应务必小心:
-
切勿制造或吸入灰尘。
-
切勿用机器、锉刀或磨床处理制动衬片。
-
切勿使用压缩空气或干燥的刷子进行清洁。
-
制动器润滑
重新组装电子制动器之前,在以下部件上施涂一薄层防啮合剂或润滑脂,例如“威氏”:
-
制动块支撑销
-
驱动臂轴套和销
-
接触刹车片和磁体杆臂的制动支撑板区域
-
驱动臂上的驱动块
Important: 切勿使润滑脂接触制动衬片、制动鼓或制动磁体。
检查制动磁体
电子制动磁体用于提供正确的输入力和摩擦力。
定期检查制动磁体,如果出现不均匀磨损,则进行更换。使用带直边的工具检查是否有磨损。
尽管磨损是正常的,但如果磁体面上的磁体线圈因摩擦变得暴露可见,则应当进行更换。而且,磁体应成对更换(轴的两侧)。
更换磁体时,还需要重新处理制动鼓转子表面。