
 のついている遵守事項は必ずお守りください 「注意」、「警告」、および「危険」
の記号は、人身の安全に関わる注意事項を示しています。これらの注意を怠ると死亡事故などの重大な人身事故が発生する恐れがあります。
のついている遵守事項は必ずお守りください 「注意」、「警告」、および「危険」
の記号は、人身の安全に関わる注意事項を示しています。これらの注意を怠ると死亡事故などの重大な人身事故が発生する恐れがあります。


保守
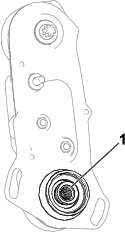
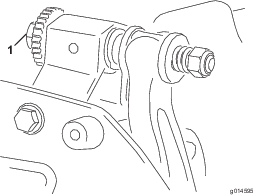
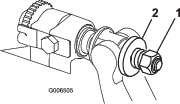
リール駆動シャフトのグリスポイントを点検する
| 整備間隔 | 整備手順 |
|---|---|
| 1年ごと |
|
リールと下刃の調整を行う
毎日のベッドナイフ調整
毎日または必要に応じて、刈り込み前に、下刃とリールの刃合わせ状態を点検してください。この点検は、前日の調子に係わりなく毎回行ってください。
Note: この点検は、カッティングユニットをトラクションユニットに取り付けた状態で行えます。
-
トラクションユニットのエンジンを止める。
-
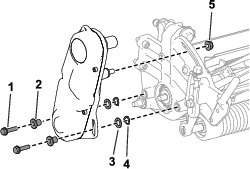
トラクションユニットのハンドルを操作してカッティングユニットを床まで下降させる(図 7)。
-
手でリールをゆっくりと後ろ向きに回転させ、リールとベッドナイフの接触状態を耳で確認する。
-
接触がまったくない場合には、以下の手順で調整する:
-
接触を強くしないと切れない場合には、鋭利な刃先を取り戻して精密なカットができるようにバックラップ、ベッドナイフのフェーシング、または研磨を行うことが必要(Toro リール/ロータリー・モアのための研磨マニュアル, Form No. 09168SL を参照)。
Important: どんな場合でもごく軽い接触がベストです。軽い接触が維持されないと、リールとベッドナイフの相互研磨作用が全くなくなるので、切れ味の落ちるのが早くなります。逆に、接触が強すぎると、相互の摩耗が早く進み、摩耗ムラが出て刈り上がりに悪影響が出やすくなります。
Note: ベッドナイフとリール刃は継続的に接触しているので、使用期間が長くなるとベッドナイフの全長にわたり、切先部に小さなバリが出来てきます。時々ヤスリでこのバリを取り除いてやると切れ味が向上します。ベッドナイフは、長期間使用しているうちにリールに削られ、リールの端部と接触する縁の部分が角張ってきます。この角張った部分は、ヤスリなどを使って丸めるか、下刃の刃先と面一にするかしてください。
-
リールと下刃の調整を行う
以下の作業は、初回組立、研磨、バックラップ、分解組立などの際に行うものです。毎日行う作業ではありません。
Note: この点検は、カッティングユニットをトラクションユニットに取り付けた状態で行えます。
-
トラクションユニットのエンジンを止める。
-
トラクションユニットのハンドルを操作してカッティングユニットを床まで下降させる(図 9)。
-
カッティングユニットの右端から数えて1番目と2番目の下刃ねじの間で1枚のリール刃と下刃とが交差するようにセットする。
-
下刃と交差しているリール刃の交差部にマジックなどで印をつける。
Note: これはこの後の調整をやり易くするためである。
-
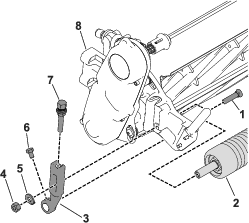
ステップ4でマークを付けたリール刃が下刃と交差しているところで、リール刃と下刃の間に、シム(0.05 mm = 0.002")を挿入する。
-
シムを左右に滑らせながら右側のベッドバー調整ねじ(図 8)を回して、シムに 軽い 圧迫(シムが挟まれる感じ)を感じる程度に調整する。シムを抜き取る。
-
カッティングユニットの左端で、ベッドナイフに一番近いリール刃を、左端から数えて1番目と2番目の下刃ねじの間で下刃と交差させる。
-
カッティングユニットの左側で、左側ベッドバー調整ねじを使って上記4-6の作業を行う。
-
ステップ 5 と 6 を繰り返して、カッティングユニットの左右両側で軽くはさまれる感じに調整する。
-
この状態から、ベッドバー調整ねじを右に3クリック回転させると、下刃とリール刃とが軽く接触するようになる。
Note: 1回のクリックで、下刃が 0.018mm 移動します。調整ねじを締めすぎないように注意してください。ベッドバー調整ねじを右に回すと、ベッドナイフがリールに近づきます。ベッドバー調整ねじを左に回すと、ベッドナイフがリールから離れます。
-
刃合わせチェックペーパー(Toro P/N 125-5610)を、リールとベッドナイフとの間に入れてベッドナイフに対して直角にセットし(図 10)、リールを ゆっくりと 前転させる;紙が切れれば適切。左右のベッドバー調整ねじをそれぞれ1クリックだけ締め、もういちど紙を切るテストを行う。紙が切れるまでこれを繰り返す。
Note: 接触を強くしないと切れない場合には、鋭利な刃先を取り戻して精密なカットができるようにバックラップ、ベッドナイフのフェーシング、または研磨を行うことが必要(Toro リール/ロータリー・モアのための研磨マニュアル, Form No. 09168SL を参照)。
ターフの状態に合った設定を行う
以下の表を参照してターフに合ったベッドナイフとローラを取り付けてください。ベッドナイフやローラは代理店にてお求めください。
ターフの状態に合ったクリップレートの設定方法についてはクリップレートの調整方法を参照してください。
| パーツ番号 | 名称 | のトラクションユニット | 刈高調整範囲 | 参考意見 |
| 98-7261 | マイクロカット | グリーンズマスター 1018 | 1.57-3.1 mm | 食い込みを弱くする場合 |
| 117-1530 | エッジマックス・マイクロカット | グリーンズマスター 1018 | 1.57-3.1 mm | 標準 グリーンズマスター 1018 |
| 98-7260 | トーナメント | グリーンズマスター 1018 | 3.1-6 mm | 食い込みを弱くする場合 |
| 117-1532 | エッジマックス・トーナメント | グリーンズマスター 1018 | 3.1-6 mm | 磨耗しにくい |
| 110-2300 | 先長マイクロカット | グリーンズマスター 1018 | 1.57-3.1 mm | 食い込みを弱くする場合 |
| 110-2301 | ローカット | グリーンズマスター 1018 | 6.0 mm 以上 | アグレッシブな刈り込み |
| 139-4318 | エッジマックス・ショート・マイクロカット | グリーンズマスター 1018 | 1.57-3.1 mm | アグレッシブな刈り込み |
| 139-4319 | エッジマックス・ショート・トーナメント | グリーンズマスター 1018 | 3.1-6 mm | アグレッシブな刈り込み |
| 93-4262 | マイクロカット | グリーンズマスター 1021 | 1.57-3.1 mm | 食い込みを弱くする場合 |
| 115-1880 | エッジマックス・マイクロカット | グリーンズマスター 1021 | 1.57-3.1 mm | 標準 グリーンズマスター 1021 |
| 93-4263 | トーナメント | グリーンズマスター 1021 | 3.1-6 mm | 食い込みを弱くする場合 |
| 115-1881 | エッジマックス・トーナメント | グリーンズマスター 1021 | 3.1-6 mm | 磨耗しにくい |
| 93-4264 | ローカット | グリーンズマスター 1021 | 6.0 mm 以上 | アグレッシブな刈り込み |
| 108-4302 | 先長トーナメント | グリーンズマスター 1021 | 3.1-6 mm | 食い込みを弱くする場合 |
| 108-4303 | 先長マイクロカット | グリーンズマスター 1021 | 1.57-3.1 mm | 食い込みを弱くする場合 |
| 139-4320 | エッジマックス・ショート・マイクロカット | グリーンズマスター 1021 | 1.57-3.1 mm | アグレッシブな刈り込み |
| 139-4321 | エッジマックス・ショート・トーナメント | グリーンズマスター 1021 | 3.1-6 mm | アグレッシブな刈り込み |
| 94-6392 | ハイ・カット | グリーンズマスター 1021 | 6.0 mm 以上 | ティー |
| 63-8610 | フェアウェイ | グリーンズマスター 1021 | 8.0 mm 以上 | アグレッシブな刈り込み |
| 112-9275 | マイクロカット | グリーンズマスター 1026 | 3.1 mm 未満 | 食い込みを弱くする場合 |
| 94-5885 | トーナメント | グリーンズマスター 1026 | 3.1-6 mm | 食い込みを弱くする場合 |
| 104-2646 | ハイ・カット | グリーンズマスター 1026 | 6.0 mm 以上 | ティー |
| 93-9015 | ローカット | グリーンズマスター 1026 | 6.0 mm 以上 | 標準 グリーンズマスター 1026 |
| 117-1548 | エッジマックス・トーナメント | グリーンズマスター 1026 | 1.52-3.1 mm | 磨耗しにくい |
| 139-4322 | エッジマックス・ショート・マイクロカット | グリーンズマスター 1026 | 1.57-3.1 mm | アグレッシブな刈り込み |
| 139-4323 | エッジマックス・ショート・トーナメント | グリーンズマスター 1026 | 3.1-6 mm | アグレッシブな刈り込み |
| 139-4324 | エッジマックス・マイクロカット | グリーンズマスター 1026 | 1.57-3.1 mm | 磨耗しにくい |
| 107-8181 | フェアウェイ | グリーンズマスター 1026 | 8.0 mm 以上 | アグレッシブな刈り込み |
| パーツ番号 | 名称 | のトラクションユニット | 材質 |
| 04804 | 細溝ネスト仕様 | グリーンズマスター 1018 | アルミ |
| 04814 | フル | グリーンズマスター 1018 | アルミ |
| 04148 | 前用長尺細溝 | グリーンズマスター 1018 | アルミ |
| 04805 | 細溝ネスト仕様 | グリーンズマスター 1021 | アルミ |
| 04815 | フル | グリーンズマスター 1021 | アルミ |
| 04825 | 広溝 | グリーンズマスター 1021 | アルミ |
| 04141 | 前用長尺細溝 | グリーンズマスター 1021 | アルミ |
| 04249 | 分割フルローラ | グリーンズマスター 1021 | スチール |
| 04250 | 分割細溝 | グリーンズマスター 1021 | アルミ |
| 04267 | パスパラム | グリーンズマスター 1021 | アルミ |
| 04806 | 細溝ネスト仕様 | グリーンズマスター 1026 | アルミ |
| 04816 | Full | グリーンズマスター 1026 | アルミ |
| 04826 | 広溝付き | グリーンズマスター 1026 | アルミ |
| 04146 | 前用長尺細溝 | グリーンズマスター 1026 | アルミ |
| 139-4345 | 分割フルローラ | グリーンズマスター 1026 | スチール |
| 139-4350 | 分割細溝 | グリーンズマスター 1026 | アルミ |
Note: ローラの直径はいずれも 63.5 mm(2.5")です。
刈高の調整
刈高は刈高ゲージを使って調整します。希望する刈高に最も適したベッドナイフが取り付けられていることを確認して調整を行ってください;ターフの状態に合った設定を行うを参照。
刈高ゲージの調整方法
刈高の調整を行う前に、刈高ゲージを以下のようにセットします:
-
ゲージバーのナットをゆるめ、調整ねじを希望の刈り高に合わせる(図 11)。
Note: ねじ頭の下からバーの表面までの距離が刈り高となる。
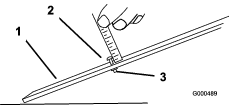
-
ナットを締めつける。
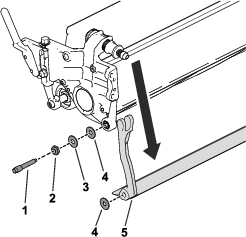
刈り高の調整
-
刈り高アームをカッティングユニットのサイドプレートに固定しているロックナットをゆるめる(図 12)。
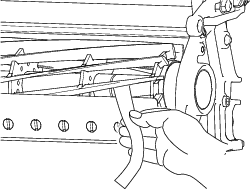
-
刈高ゲージのねじの頭を下刃の先端に引っかけ、バーの後端を走行ドラムに当てがう(図 13)。
-
バーの前端がローラに当たるように、調整ねじで調整する。
-
左側でも、ステップ2と3の作業を行う。
-
ローラ全体が下刃と平行になるように、ローラの両側を均等に調節する。
Important: 前ローラと走行ドラムにゲージが当たり、ねじ頭がリールにぴったりと掛かっているのが正しい調整状態です。下刃の左右端でこの状態となるように調整してください。
-
ワッシャの遊びがなくなるまで締め付ける。これで調整が決まる。
-
刈高の設定が正しいことを確認する;必要に応じて以上の作業を繰り返す。
-
刈高を 8 mm 以上に設定したい場合には、走行ドラムを高位置にセットしてください;トラクションユニットのオペレーターズマニュアルを参照。
-
刈高を 16 mm よりも高く設定するには高刈りキットの取り付けが必要です。キットは弊社代理店でお求めになれます。
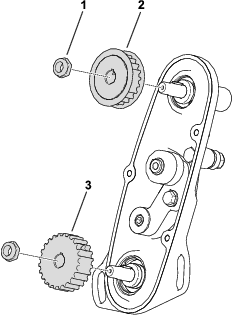
クリップレートの調整方法
クリップレートは以下の設定によって決まります。
-
リール速度:リールの回転速度を高または低に設定することができます。トラクションユニットのオペレーターズマニュアルを参照。
-
リール駆動プーリの位置:リール駆動プーリ9(22 枚歯と 24 枚歯)の取り付け位置を 2 ヶ所から選択することができます。
Note: 出荷時のプーリの設定位置は低位置です。
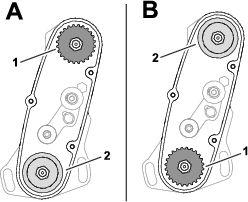
プーリ位置の変更方法は以下の通りです:
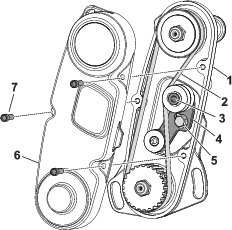
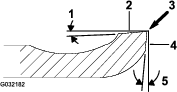
グラスシールドの調整
刈りかすがリールからスムーズに出るように、以下の手順で調整します。
Note: この調整はターフの状態変化に合わせて行ってください。芝面が非常に乾いている時にはシールドをリールに近づけます。逆に、芝がぬれている時にはシールドとリールの隙間を大きくします。シールドとリールが平行になっていることが重要です。研磨機でリールを研磨した時には、必ずこのバーの調整を行ってください。
-
シールド(図 17)をカッティングユニットに固定しているねじをゆるめる。
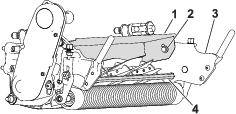
-
隙間ゲージを使ってリール上面とシールドとの間を 1.5 mm に調整し、ねじを締めてバーを固定する。
Important: リールの端から端まで、隙間の幅が一定となるように注意する。
Note: ターフの状態に合わせて隙間の大きさを調整する。
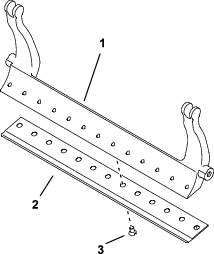
ベッドバーの整備
ベッドバーとベッドナイフは非常に繊細な機器です。適切なトレーニングを受講した整備士以外の人は、これらの整備を行わないでください。できれば、カッティングユニットの整備はディストリビュータに依頼してください。ベッドナイフの整備に関わる詳しい解説、特殊工具、図面などについては、サービスマニュアルを参照してください。ご自身でベッドバーの文かいや組み付けを行う必要がある場合には、以下の説明およびベッドナイフの整備仕様を参考にしてください。
Important: ベッドナイフの整備は、必ず サービスマニュアル に記載されている説明に従って行ってください。ベッドナイフの研磨や取り付けが正しくないと、リール、ベッドバー、ベッドナイフ自身を損傷する可能性があります。
ベッドバーの取り外し
ベッドバーの取り付け
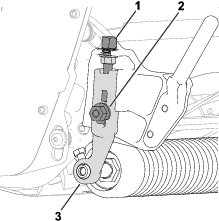
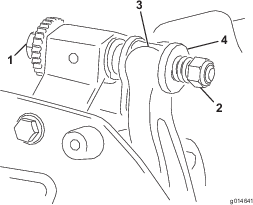
-
ワッシャとベッドバー調整ねじとの間にベッドバーの固定用「耳」を入れる(図 18)。
-
ベッドバーボルト(とボルトについているナット)とワッシャ3枚(全部で6枚)で、ベッドバーを各サイドプレートに固定する。
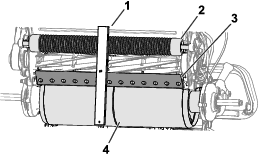
-
サイドプレートのボスの両側にナイロンワッシャを入れる。その外側からスチール製ワッシャを取り付ける (図 19)。
-
ベッドバーボルトを 27-36 N·m (2.8-3.7 kg.m = 240-320 in-lb)にトルク締めする。
-
スチール製ワッシャの遊びが無くなるがワッシャをまだ手で回せる状態まで、左右のロックナットを締め付ける。内側のワッシャには遊びがあってよい。
Important: ロックナットを締め付けすぎるとサイドプレートを変形させる恐れがあるので注意する。
-
スプリングがつぶれるまでテンションナットを締め、そこから半回転戻す (図 20)。
-
リールと下刃の調整を行う;リールと下刃の調整を行うを参照。
ベッドナイフの整備
ベッドナイフの取り付け
-
ベッドバーの表面についている錆や汚れをきれいに落とし、ベッドバーの表面に薄くオイルを塗る。
-
ねじ穴をきれいに掃除する
-
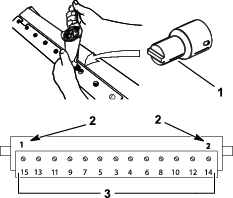
ベッドナイフ固定ボルトに固着防止パウンドを塗ってベッドナイフをベッドバーに固定する。
-
外側の 2 本のねじを 1 N·m(1.15 kg.m=10 in-lb)にトルク締めする。
-
ベッドナイフの中央から交互に左右に、各ねじを 23-28 N・m(2.3-2.9 1 kg.m = 200-250 in-lb)にトルク締めする
-
ベッドナイフを研磨する。
リールを研磨するための準備
-
カッティングユニット各部に異常がないか点検し、不具合があれば修正する。
-
研磨機メーカーの指示に従ってカッティングユニット(リール)を以下の仕様を満たすように研磨する。
リール研磨の仕様 新しいリールの場合の直径 128.5 mm リールの使用限界 114.3 mm ブレードのリリーフ角 30° ± 5° ブレードのランド幅 1.0 mm ブレードのランド幅の範囲 0.8-1.2 mm リールテーパの許容限界 0.25 mm
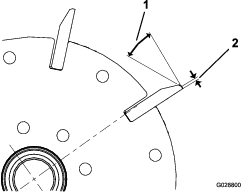
二番取り
新品リールには、ランド部の幅が 1.3-1.5 mm あり、30 °の逃げ角(2番角、リリーフ角)を付けてあります。
ランド部の幅が 3 mm を超えたら、以下を行ってください。
-
全部のリール刃に 30 °の角度で2番削りを行って、ランド部の幅を 1.3 mm にしてください (図 23)。
-
回転研磨を行ってリールの真円度を 0.025 mm 以内にする。
Note: これにより、ランド部の幅は若干大きくなります。
-
カッティングユニットの調整を行う;カッティングユニットの オペレーターズマニュアルを参照。
Note: リールやベッドナイフの鋭利な刃先を長持ちさせるには、リールやベッドナイフを新たに研磨して使い始めたときに、グリーンを 2 面刈り込むごとに刃合わせのチェックを行い、刃先にバリが出ていたら除去してください。バリは刃と刃の接触を大きくして摩耗を早めます。
ベッドナイフの研磨の仕様
| 標準ベッドナイフのリリーフ角度 | 最低 3° |
| 先長ベッドナイフのリリーフ角度 | 最低 7° |
| 前面角度範囲 | 13° - 17° |
上面角のチェック
ベッドナイフの上面の角度は非常に重要です。
傾斜計(P/N 131-6828)と傾斜計マウント(P/N 131-6829)を使用して研磨機の設定角度を調べ、必要に応じて修正を行ってください。
カッティングユニットのバックラップ
カッティングユニットのバックラップを行うには、アクセスバックラップキット(モデル No. 04800)を使用します;キットの取り付け要領書を参照してください。これらのキットは弊社代理店でお求めになれます。