
 , który oznacza: Uwaga, Ostrzeżenie
lub Niebezpieczeństwo – zasady bezpieczeństwa
osobistego. Nieprzestrzeganie powyższych zasad może doprowadzić
do obrażeń ciała lub śmierci.
, który oznacza: Uwaga, Ostrzeżenie
lub Niebezpieczeństwo – zasady bezpieczeństwa
osobistego. Nieprzestrzeganie powyższych zasad może doprowadzić
do obrażeń ciała lub śmierci.


Konserwacja
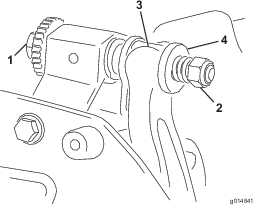
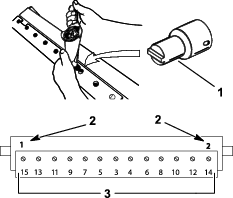
Sprawdzanie punktu smarowania wału napędowego wrzeciona
| Częstotliwość serwisowania | Procedura konserwacji |
|---|---|
| Co rok |
|
-
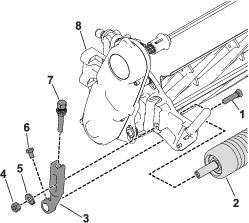
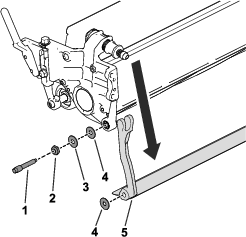
Odkręć elementy mocujące zespół napędu wrzeciona do płyty bocznej (Rysunek 5).
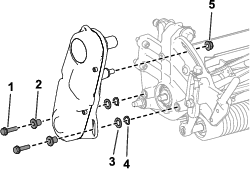
-
Zdemontuj zespół napędu wrzeciona, podkładki płaskie, podkładki sprężyste i elementy dystansowe z płyty bocznej (Rysunek 5).
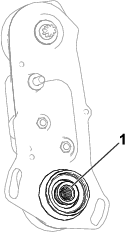
-
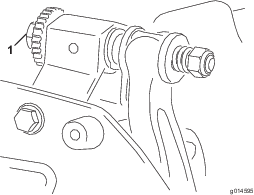
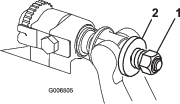
Sprawdź, czy w środku wału napędowego wrzeciona (Rysunek 6) nie pozostaje smar.
Jeżeli nie widać odpowiedniej ilości smaru, dodaj smaru do męskiej i żeńskiej części wału wielowypustowego.
-
Zamocuj zespół napędu wrzeciona do płyty bocznej z wykorzystaniem odkręconych wcześniej śrub imbusowych, podkładek i elementów dystansowych.
-
Zamontuj zespół tnący w jednostce jezdnej, patrz instrukcja obsługi jednostki jezdnej.
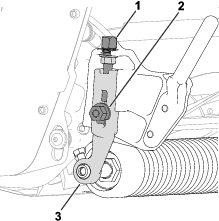
Regulacja siły docisku noża dolnego do wrzeciona
Nóż dolny należy regulować każdego dnia
Każdego dnia przed koszeniem lub w razie potrzeby należy sprawdzić, czy nóż dolny prawidłowo styka się z wrzecionem. Tą kontrolę przeprowadzaj również wtedy, gdy jakość koszenia jest zadowalająca.
Note: Procedurę można wykonać, gdy zespół tnący zamontowany jest na jednostce jezdnej.
-
Wyłącz silnik jednostki jezdnej.
-
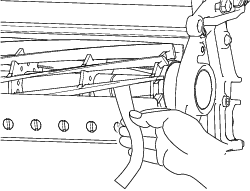
Aby uzyskać dostęp do zespołu tnącego obniż uchwyt jednostki jezdnej na podłoże (Rysunek 7).
-
Powoli obracaj wrzeciono w odwrotnym kierunku i nasłuchuj dźwięku wydawanego przy kontakcie wrzeciona z nożem dolnym.
-
Jeżeli nie da się poza wszelką wątpliwość stwierdzić kontaktu noża z wirnikiem, należy przeprowadzić regulację noża dolnego w sposób opisany poniżej.
-
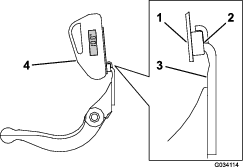
Obracaj śruby regulacyjne noża dolnego w prawo (Rysunek 8), po jednym kliknięciu na raz, aż da się odczuć i będzie słychać lekki docisk.
Note: Śruby regulacyjne posiadają zapadki w pozycjach odpowiadających przesunięciu noża dolnego o 0,018 mm.
-
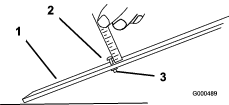
Wsuń długi pasek papieru do testu cięcia (część zamienna Toro o numerze katalogowym 125-5610) między wrzeciono a nóż dolny, prostopadle do jego krawędzi (Rysunek 10), a następnie powoli przekręcaj wrzeciono w kierunku do przodu, pasek papieru powinien zostać przecięty. Jeśli to nie nastąpi, powtórz kroki 1 oraz 2 aż do uzyskania przecięcia papieru.
-
-
Jeżeli występuje nadmierny docisk noża do wrzeciona lub opór przy obracaniu wrzeciona, konieczne będzie ostrzenie wsteczne, ponowne zlicowanie przedniej krawędzi noża dolnego lub przeszlifowanie jednostki tnącej w celu uzyskania ostrych krawędzi niezbędnych do precyzyjnego cięcia. Procedura jest opisana w Instrukcji ostrzenia kosiarek wrzecionowych i rotacyjnych Toro, Formularz nr 09168SL.
Important: Zawsze preferowany jest lekki docisk. Jeżeli nie zostanie zachowany lekki docisk, krawędzie noża dolnego/ostrzy wrzeciona nie będą się samoczynnie ostrzyć, co po pewnym czasie będzie skutkować stępieniem krawędzi tnących. Jeżeli docisk będzie zbyt duży, nastąpi przyśpieszone zużycie noża dolnego/ostrzy wrzeciona z możliwością nierównomiernego zużycia, co będzie miało negatywny wpływ na jakość koszenia.
Note: W miarę przesuwania się ostrzy wrzeciona wzdłuż noża dolnego na całej długości powierzchni przedniej krawędzi tnącej noża dolnego pojawią się niewielkie zadziory. Okresowe usunięcie tych zadziorów za pomocą pilnika pozwoli poprawić jakość koszenia.Po dłuższym okresie eksploatacji przy obu końcach noża dolnego powstaną niewielkie uskoki. Aby zapewnić płynne działanie, występy te należy zaokrąglić lub spiłować na równo z krawędzią tnącą noża dolnego.
-
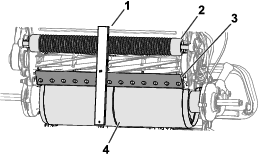
Regulacja noża dolnego względem wrzeciona
Zastosuj tę procedurę po pierwszym ustawieniu jednostki tnącej oraz po szlifowaniu, ostrzeniu na obrotach wstecznych lub demontażu wrzeciona. Nie stanowi ona codziennej czynności regulacyjnej.
Note: Procedurę można wykonać, gdy zespół tnący zamontowany jest na jednostce jezdnej.
-
Wyłącz silnik jednostki jezdnej.
-
Aby uzyskać dostęp do zespołu tnącego obniż uchwyt jednostki jezdnej na podłoże (Rysunek 9).
-
Obróć wrzeciono, aby ostrze przechodziło między łbami pierwszej i drugiej śruby noża dolnego po prawej stronie zespołu tnącego.
-
Nanieś znak na to ostrze w miejscu, w którym przechodzi obok krawędzi noża dolnego.
Note: Ułatwi to późniejsze regulacje.
-
Wsuń podkładkę o wymiarze 0,05 mm między oznaczone ostrze a krawędź noża dolnego w punkcie, w którym oznaczone ostrze przechodzi przez krawędź noża dolnego 4.
-
Obróć prawą śrubę regulacyjną noża dolnego (Rysunek 8) do momentu, aż poczujesz lekki opór na podkładce przy przesuwaniu jej z jednej strony na drugą. Zdemontuj podkładkę.
-
Odnośnie do lewej strony zespołu tnącego, powoli obróć wrzeciono tak, aby najbliższe ostrze przechodziło przez krawędź noża dolnego między łbami pierwszej i drugiej śruby.
-
Powtórz kroki od 4 do 6 dla lewej strony zespołu tnącego i lewej śruby regulacyjnej listwy noża dolnego.
-
Powtarzaj kroki 5 i 6 do momentu, aż poczujesz lekki opór w miejscach styku po lewej i prawej stronie zespołu tnącego.
-
Aby uzyskać lekką styczność między wrzecionem a nożem dolnym, obróć każdą śrubę regulacyjną noża dolnego w prawo o 3 kliknięcia.
Note: Każde kliknięcie śruby regulacyjnej listwy noża dolnego przesuwa nóż dolny o 0,018 mm. Nie dokręcaj śrub regulacyjnych zbyt mocno.Obracanie śruby regulacyjnej w kierunku zgodnym z kierunkiem ruchu wskazówek zegara przesuwa krawędź noża dolnego bliżej wrzeciona. Obracanie śruby regulacyjnej w kierunku przeciwnym do kierunku ruchu wskazówek zegara odsuwa krawędź noża dolnego od wrzeciona.
-
Wsuń długi pasek papieru do testu cięcia (część zamienna Toro o numerze katalogowym 125-5610) między wrzeciono a nóż dolny, prostopadle do jego krawędzi (Rysunek 10), a następnie powoli przekręcaj wrzeciono w kierunku do przodu, pasek papieru powinien zostać przecięty. Jeśli to nie nastąpi, przekręć każdą ze śrub regulacyjnych noża dolnego w prawo o jedno kliknięcie i powtarzaj sprawdzanie aż do uzyskania przecięcia papieru.
Note: Jeżeli występuje nadmierny docisk noża do wrzeciona lub opór przy obracaniu wrzeciona, konieczne będzie ostrzenie wsteczne, ponowne zlicowanie przedniej krawędzi noża dolnego lub przeszlifowanie jednostki tnącej w celu uzyskania ostrych krawędzi niezbędnych do precyzyjnego cięcia. Procedura jest opisana w Instrukcji ostrzenia kosiarek wrzecionowych i rotacyjnych Toro, Formularz nr 09168SL.
Regulacja zespołu tnącego względem uwarunkowań murawy
Korzystając z poniższych tabel określ odpowiedni nóż dolny i rolkę, które odpowiadają warunkom murawy. Skontaktuj się z autoryzowanym dystrybutorem firmy Toro, aby nabyć dodatkowe noże dolne i rolki.
Instrukcje dotyczące ustawiania odpowiedniego tempa przycinania w zależności od stanu darni opisano w Regulacja tempa koszenia.
| Numer części | Opis | Jednostka jezdna | Zakres wysokości cięcia | Uwagi |
| 98-7261 | Microcut | Greensmaster 1018 | 1,57–3,1 mm | Mniej agresywna |
| 117-1530 | EdgeMax Microcut | Greensmaster 1018 | 1,57–3,1 mm | Standard Greensmaster 1018 |
| 98-7260 | Tournament | Greensmaster 1018 | 3,1–6,0 mm | Mniej agresywna |
| 117-1532 | EdgeMax Tournament | Greensmaster 1018 | 3,1–6,0 mm | Dłuższe zużycie |
| 110-2300 | Extended Microcut (rozszerzony Microcut) | Greensmaster 1018 | 1,57–3,1 mm | Mniej agresywna |
| 110-2301 | Low Cut (niskie cięcie) | Greensmaster 1018 | 6,0 mm i więcej | Bardziej agresywna |
| 139-4318 | Edgemax Short Microcut | Greensmaster 1018 | 1,57–3,1 mm | Bardziej agresywna |
| 139-4319 | Edgemax Short Tournament | Greensmaster 1018 | 3,1–6,0 mm | Bardziej agresywna |
| 93-4262 | Microcut | Greensmaster 1021 | 1,57–3,1 mm | Mniej agresywna |
| 115-1880 | EdgeMax Microcut | Greensmaster 1021 | 1,57–3,1 mm | Standard Greensmaster 1021 |
| 93-4263 | Tournament | Greensmaster 1021 | 3,1–6,0 mm | Mniej agresywna |
| 115-1881 | EdgeMax Tournament | Greensmaster 1021 | 3,1–6,0 mm | Dłuższe zużycie |
| 93-4264 | Low Cut (niskie cięcie) | Greensmaster 1021 | 6,0 mm i więcej | Bardziej agresywna |
| 108-4302 | Extended Tournament (rozszerzony tryb Tournament) | Greensmaster 1021 | 3,1–6,0 mm | Mniej agresywna |
| 108-4303 | Extended Microcut (rozszerzony Microcut) | Greensmaster 1021 | 1,57–3,1 mm | Mniej agresywna |
| 139-4320 | Edgemax Short Microcut | Greensmaster 1021 | 1,57–3,1 mm | Bardziej agresywna |
| 139-4321 | Edgemax Short Tournament | Greensmaster 1021 | 3,1–6,0 mm | Bardziej agresywna |
| 94-6392 | Wysokie cięcie | Greensmaster 1021 | 6,0 mm i więcej | Tees |
| 63-8610 | Fairway | Greensmaster 1021 | 8,0 mm i więcej | Bardziej agresywna |
| 112-9275 | Microcut | Greensmaster 1026 | Mniej niż 3,1 mm | Mniej agresywna |
| 94-5885 | Tournament | Greensmaster 1026 | 3,1–6,0 mm | Mniej agresywna |
| 104-2646 | Wysokie cięcie | Greensmaster 1026 | 6,0 mm i więcej | Tees |
| 93-9015 | Low Cut (niskie cięcie) | Greensmaster 1026 | 6,0 mm i więcej | Standard Greensmaster 1026 |
| 117-1548 | EdgeMax Tournament | Greensmaster 1026 | od 1,52 do 3,1 mm | Dłuższe zużycie |
| 139-4322 | Edgemax Short Microcut | Greensmaster 1026 | 1,57–3,1 mm | Bardziej agresywna |
| 139-4323 | Edgemax Short Tournament | Greensmaster 1026 | 3,1–6,0 mm | Bardziej agresywna |
| 139-4324 | EdgeMax Microcut | Greensmaster 1026 | 1,57–3,1 mm | Dłuższe zużycie |
| 107-8181 | Fairway | Greensmaster 1026 | 8,0 mm i więcej | Bardziej agresywna |
| Numer części | Opis | Jednostka jezdna | Materiał |
| 04804 | Nested Wiehle | Greensmaster 1018 | Aluminium |
| 04814 | Pełny | Greensmaster 1018 | Aluminium |
| 04148 | Long Front Narrow Wiehle (długa, wąska z przodu Wiehle) | Greensmaster 1018 | Aluminium |
| 04805 | Nested Wiehle | Greensmaster 1021 | Aluminium |
| 04815 | Pełny | Greensmaster 1021 | Aluminium |
| 04825 | Wide Wiehle (szeroka Wiehle) | Greensmaster 1021 | Aluminium |
| 04141 | Long Front Narrow Wiehle (długa, wąska z przodu Wiehle) | Greensmaster 1021 | Aluminium |
| 04249 | Pełna dzielona | Greensmaster 1021 | Stal |
| 04250 | Split Narrow Wiehle (dzielona wąska Wiehle) | Greensmaster 1021 | Aluminium |
| 04267 | Paspalum | Greensmaster 1021 | Aluminium |
| 04806 | Nested Wiehle | Greensmaster 1026 | Aluminium |
| 04816 | Pełny | Greensmaster 1026 | Aluminium |
| 04826 | Wide Wiehle (szeroka Wiehle) | Greensmaster 1026 | Aluminium |
| 04146 | Long Front Narrow Wiehle (długa, wąska z przodu Wiehle) | Greensmaster 1026 | Aluminium |
| 139-4345 | Pełna dzielona | Greensmaster 1026 | Stal |
| 139-4350 | Split Narrow Wiehle (dzielona wąska Wiehle) | Greensmaster 1026 | Aluminium |
Note: Każda rolka ma średnicę 63,5 mm.
Ustawianie wysokości koszenia
Ustaw wysokość koszenia na wybraną wysokość za pomocą wskaźnika wysokości koszenia. Dopilnuj, aby zespół tnący był wyposażony w nóż dolny najlepiej dostosowany do wybranej wysokości koszenia, patrz Regulacja zespołu tnącego względem uwarunkowań murawy.
Regulacja wskaźnika wysokości koszenia
Przed przystąpieniem do regulacji wysokości koszenia należy ustawić wskaźnik wysokości koszenia w sposób opisany poniżej:
-
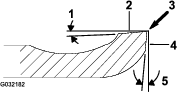
Poluzuj nakrętkę na pręcie wskaźnika i ustaw śrubę regulacyjną na wymaganą wysokość cięcia (Rysunek 11).
Note: Odległość między spodem łba śruby a czołem pręta stanowi wysokość cięcia.
-
Dokręć nakrętkę.
Regulacja wysokości koszenia
-
Poluzuj nakrętki zabezpieczające mocujące ramiona wysokości cięcia do płyt bocznych jednostki tnącej (Rysunek 12).
-
Zaczep łeb śruby wskaźnika wysokości cięcia o prawą stronę krawędzi tnącej noża dolnego i oprzyj tylny koniec drążka na bębnie trakcyjnym (Rysunek 13).
-
Obróć śrubę regulacyjną aż do uzyskania styczności rolki z przednią częścią drążka wskaźnika.
-
Powtórz kroki 2 oraz 3 dla lewej strony.
-
Wyreguluj oba końce rolki aż do uzyskania równoległości całej rolki względem noża dolnego.
Important: Przy prawidłowym ustawieniu rolka i bęben trakcyjny będą się stykać z drążkiem wskaźnika, a śruba będzie dopasowana do noża dolnego. To gwarantuje, że wysokość cięcia jest identyczna po obu końcach noża dolnego.
-
Dokręć nakrętki tak, aby wyeliminować luz na podkładce.
-
Upewnij się, że ustawienie wysokości koszenia jest prawidłowe, w razie potrzeby wykonaj procedurę ponownie.
-
Przy wysokości koszenia powyżej 8 mm ustaw bęben jednostki jezdnej w położenie WYSOKIE, patrz instrukcja obsługi maszyny.
-
Przy wysokości koszenia powyżej 16 mm zamontuj zestaw wysokości koszenia dla koszenia wysokiego. Skontaktuj się z autoryzowanym dystrybutorem firmy Toro, aby zakupić zestaw.
Regulacja tempa koszenia
Następujące ustawienia maszyny określają tempo koszenia:
-
Prędkość wrzeciona: Prędkość wrzeciona można ustawić na szybką lub wolną, patrz instrukcja obsługi jednostki jezdnej.
-
Położenie koła pasowego napędowego wrzeciona: Koła pasowe napędowe wrzeciona (22- i 24-zębowe) można ustawić w 2 położeniach:
Note: Fabrycznie koło pasowe jest ustawione w położeniu NISKIM.
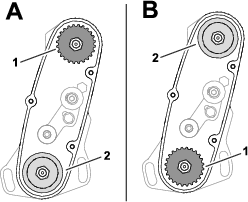
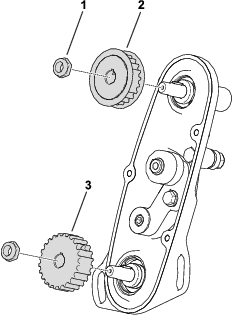
Aby zmienić położenie kół pasowych:
-
Zdejmij pokrywę paska, aby uzyskać do niego dostęp (Rysunek 15).

-
Poluzuj śrubę ramienia koła pasowego luźnego i obróć ramię koła pasowego luźnego (Rysunek 15), aby poluzować pasek.
-
Zdejmij pasek (Rysunek 15).
-
Poluzuj nakrętkę na każdym kole pasowym, zdejmij koła pasowe i zamontuj koła pasowe w wybranej konfiguracji, przykręcając je nakrętkami.
-
Dokręć nakrętki kół pasowych z momentem od 37 do 45 N∙m.
-
Załóż pasek i naciągnij go, dokręcając imbus ramienia koła pasowego luźnego z momentem od 4 do 5 N∙m, jak pokazano na Rysunek 15.
-
Dokręć śrubę ramienia koła pasowego luźnego i załóż pokrywę paska.
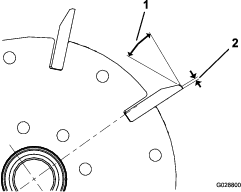
Regulacja osłony przed trawą
Wyreguluj osłonę przed trawą tak, aby zapewnić równy strumień wyrzutu ścinków z obszaru wrzeciona:
Note: Osłonę można regulować w celu dostosowania do zmian w ukształtowaniu murawy. W przypadku gdy murawa jest szczególnie sucha, przybliż osłonę do wrzeciona. I odwrotnie, w przypadku gdy murawa jest mokra, oddal osłonę od wrzeciona. Aby zapewnić optymalną efektywność, osłona powinna być równoległa do wrzeciona. Wyreguluj nóż za każdym razem, gdy wrzeciono jest ostrzone na szlifierce wrzeciona.
-
Poluzuj śruby mocujące osłonę przed trawą (Rysunek 17) do zespołu tnącego.

-
Wsuń szczelinomierz o wymiarze 1,5 mm między górną część wrzeciona a osłonę, po czym dokręć śruby.
Important: Upewnij się, że osłona i wrzeciono znajdują się w równej odległości od siebie na długości całego wrzeciona.
Note: Wyreguluj wielkość szczeliny stosownie do stanu trawnika.
Serwisowanie noża dolnego
Aby zapobiec uszkodzeniu wrzeciona, listwy lub noża dolnego, listwa i nóż dolny mogą być serwisowane wyłącznie przez odpowiednio przeszkolonego mechanika. Najlepszym rozwiązaniem jest oddanie jednostki tnącej do serwisowania u autoryzowanego dystrybutora firmy Toro. Kompletne instrukcje, narzędzia specjalne i schematy dotyczące serwisowania noża dolnego można znaleźć w Instrukcji serwisowej do posiadanego zespołu jezdnego. Na wypadek konieczności samodzielnego zdemontowania lub zamontowania listwy noża dolnego poniżej podane są instrukcje i specyfikacje dotyczące serwisowania noża dolnego.
Important: Przy serwisowaniu noża dolnego należy zawsze przestrzegać procedur opisanych w Instrukcji serwisowej. Nieprawidłowe zamontowanie lub przeszlifowanie noża dolnego może doprowadzić do uszkodzenia wrzeciona, listwy lub noża dolnego.
Demontaż noża dolnego
-
Obróć śrubę regulacyjną w lewo, aby odsunąć nóż dolny od wrzeciona (Rysunek 18).
-
Odkręcaj nakrętkę naciągu sprężyny do momentu, gdy podkładka nie będzie już dociśnięta do listwy noża dolnego (Rysunek 18).
-
Poluzuj nakrętkę zabezpieczającą pokazaną na Rysunek 19 po każdej stronie maszyny.
-
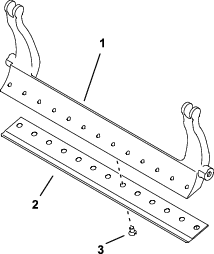
Odkręć każdą śrubę listwy noża dolnego, umożliwiając tym samym wyciągnięcie w dół i demontaż noża dolnego z urządzenia (Rysunek 19).
Pozostaw 2 podkładki stalowe i 1 podkładkę plastikową na każdym końcu noża dolnego (Rysunek 19).
Montaż noża dolnego
-
Zamontuj nóż dolny, ustawiając ucha mocujące między podkładką a śrubą regulacyjną listwy noża dolnego (Rysunek 18).
-
Zamocuj listwę noża dolnego do każdej płyty bocznej za pomocą śrub noża dolnego (nakrętki na śrubach) i 3 podkładek (łącznie 6).
-
Załóż po jednej podkładce nylonowej po każdej stronie wypukłości płyty bocznej. Załóż podkładkę stalową na zewnątrz każdej z podkładek nylonowych (Rysunek 19).
-
Dokręć śruby listwy noża dolnego momentem o wartości od 27 do 36 N·m.
-
Dokręcaj nakrętki zabezpieczające do momentu zlikwidowania luzu na podkładkach stalowych, jednak nie na tyle mocno, żeby nie dało się ich przekręcić ręką. Przy podkładkach po wewnętrznej stronie może być niewielki odstęp.
Important: Nie dokręcaj nakrętek zbyt mocno, gdyż może dojść do wygięcia płyt bocznych.
-
Dokręć nakrętkę regulacyjną naprężenia sprężyny do momentu opadnięcia sprężyny, a następnie cofnij ją o 1/2 obrotu (Rysunek 20).
-
Wyreguluj nóż dolny względem wrzeciona, patrz rozdział Regulacja noża dolnego względem wrzeciona.
Serwisowanie noża dolnego
Montaż noża dolnego
-
Usuń rdzę, osady i korozję z powierzchni listwy noża dolnego i nałóż na nią cienką warstwę oleju.
-
Wyczyść gwinty śrub.
-
Nałóż preparat zapobiegający zapiekaniu na śruby i zamontuj nóż dolny na listwie noża dolnego.
-
Dokręć 2 śruby zewnętrzne z momentem 1 N∙m.
-
Postępując od środka noża dolnego, dokręcaj śruby z momentem od 23 od 28 N∙m.
-
Wyszlifuj nóż dolny.
Przygotowanie wrzeciona do szlifowania
-
Przed szlifowaniem upewnij się, że wszystkie elementy zespołu tnącego są w dobrym stanie i usuń wszelkie usterki.
-
Postępuj zgodnie z instrukcjami producenta szlifierki do wrzecion i przeszlifuj wrzeciono tnące zgodnie z poniższymi parametrami.
Specyfikacja ostrzenia wrzeciona Średnica nowego wrzeciona 128,5 mm Minimalna dopuszczalna średnica zużytego wrzeciona 114,3 mm Kąt przyłożenia ostrza 30° ± 5° Szerokość powierzchni czołowej ostrza 1,0 mm Zakres szerokości powierzchni czołowej ostrza od 0,8 do 1,2 mm Minimalna dopuszczalna różnica średnic po obu stronach wrzeciona 0,25 mm
Szlifowanie profilujące wrzeciona
Nowe wrzeciono ma szerokość powierzchni czołowej od 1,3 do 1,5 mm i kąt profilu szlifowania 30°.
Gdy powierzchnia czołowa krawędzi zwiększy się powyżej 3 mm, należy wykonać następujące czynności:
-
Przeprowadzić szlifowanie profilujące wszystkich ostrzy wrzeciona pod kątem 30°, aż szerokość powierzchni czołowej wyniesie 1,3 mm (Rysunek 23.
-
Przeprowadzić szlifowanie obrotowe wrzeciona w celu uzyskania bicia promieniowego na poziomie poniżej 0,025 mm.
Note: Spowoduje to nieznaczne zwiększenie szerokości powierzchni czołowej ostrzy.
-
Wyreguluj zespół tnący, patrz instrukcja obsługi zespołu tnącego.
Note: W celu dłuższego zachowania ostrości krawędzi tnących wrzeciona i noża dolnego należy po szlifowaniu wrzeciona lub noża dolnego ponownie sprawdzić docisk wrzeciona do noża dolnego po skoszeniu dwóch (2) obszarów green, ponieważ usunie to zadziory. Zadziory mogą powodować nieprawidłowy dystans pomiędzy wrzecionem a nożem dolnym powodujący przyspieszone zużycie.
Specyfikacja ostrzenia noża dolnego
| Kąt przyłożenia dla standardowego noża dolnego | 3° minimum |
| Kąt przyłożenia dla przedłużonego noża dolnego | 7° minimum |
| Zakres kąta szlifowania przedniej krawędzi | Od 13° do 17° |
Sprawdzanie kąta zeszlifowania górnej krawędzi.
Niezmiernie ważny jest właściwy dobór kąta szlifowania noży dolnych.
Aby sprawdzić kąt uzyskiwany za pomocą danej szlifierki, użyj wskaźnika nachylenia (numer części Toro 131-6828) oraz wspornika wskaźnika nachylenia (numer części Toro 131-6829); w razie potrzeby skoryguj niedokładności ustawienia szlifierki.
-
Umieść wskaźnik nachylenia na dolnej powierzchni noża dolnego w sposób pokazany na Rysunek 25.

-
Naciśnij przycisk Alt Zero (Ustaw zero) na wskaźniku nachylenia.
-
Przyłóż wspornik wskaźnika nachylenia na krawędzi noża dolnego w taki sposób, aby krawędź magnesu zrównała się z krawędzią noża dolnego (Rysunek 26).
Note: Na tym etapie wyświetlacz cyfrowy powinien być widoczny z tej samej strony co w kroku 1.
-
Przyłóż wskaźnik nachylenia do wspornika w sposób podany na Rysunek 26.
Note: Wyświetlana wartość to kąt wytwarzany przez daną szlifierkę, powinien on różnić się od zalecanego kąta szlifowania górnej krawędzi o maksymalnie 2° stopnie.
Ostrzenie jednostki tnącej na obrotach wstecznych
Ostrzenie wsteczne jednostki tnącej wymaga zestawu ostrzenia wstecznego Access (model nr 139-4342) lub zestawu ostrzenia wstecznego (model nr 04800), instrukcję obsługi znajdziesz w instrukcji montażu zestawu. Skontaktuj się z autoryzowanym dystrybutorem firmy Toro, aby nabyć jeden z tych zestawów.