
 , que significa: Cuidado, Advertencia o Peligro
– instrucción relativa a la seguridad personal. El incumplimiento
de estas instrucciones puede dar lugar a lesiones personales o la
muerte.
, que significa: Cuidado, Advertencia o Peligro
– instrucción relativa a la seguridad personal. El incumplimiento
de estas instrucciones puede dar lugar a lesiones personales o la
muerte.


Mantenimiento
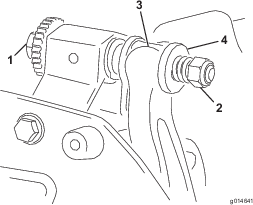
Comprobación del punto de engrase del árbol de transmisión del molinete
| Intervalo de mantenimiento y servicio | Procedimiento de mantenimiento |
|---|---|
| Cada año |
|
-
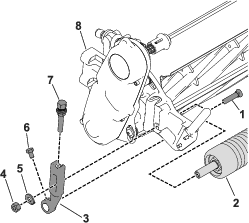
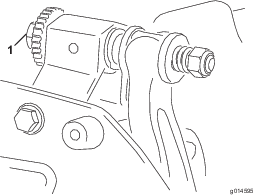
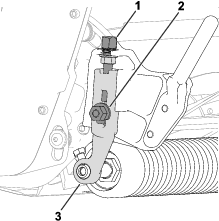
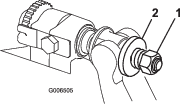
Retire las fijaciones que sujetan el conjunto de transmisión del molinete a la chapa lateral (Figura 5).
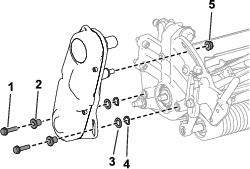
-
Retire el conjunto de transmisión del molinete, las arandelas planas, las arandelas de muelle y los espaciadores de la chapa lateral (Figura 5).
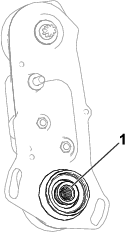
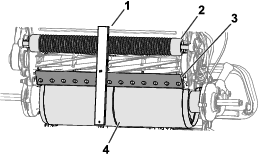
-
Compruebe la grasa que queda en el interior del árbol de transmisión del molinete (Figura 6).
Si no ve una cantidad suficiente de grasa, añada más grasa a los ejes estriados macho y hembra.
-
Utilice los tornillos de cabeza hexagonal, las arandelas y los espaciadores que retiró anteriormente para sujetar el conjunto de transmisión del molinete a la chapa lateral.
-
Instale la unidad de corte en la unidad de tracción; consulte el Manual del operador de la unidad de tracción.
Ajuste del contacto entre la contracuchilla y el molinete
Ajuste diario de la contracuchilla
Cada día, antes de segar, o cuando sea necesario, compruebe el contacto entre la contracuchilla y el molinete. Realice este procedimiento aunque la calidad de corte sea aceptable.
Note: Este procedimiento puede realizarse con la unidad de corte instalada en la unidad de tracción.
-
Apague el motor de la unidad de tracción.
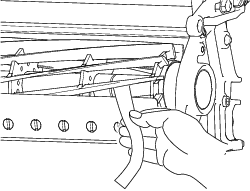
-
Para acceder a la unidad de corte, baje el manillar de la unidad de tracción al suelo (Figura 7).
-
Gire el molinete lentamente en dirección contraria, escuchando el ruido del contacto entre molinete y contracuchilla.
-
Si no se nota ningún contacto, ajuste la contracuchilla como se indica a continuación:
-
Gire los tornillos de ajuste de la barra de asiento en sentido horario (Figura 8), un clic a la vez, hasta que se note y se oiga un contacto ligero.
Note: Los tornillos de ajuste de la barra de asiento tienen trinquetes; cada posición corresponde a un movimiento de la contracuchilla de 0,018 mm.
-
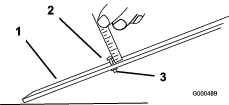
Inserte una tira larga de papel de prueba del rendimiento de corte (Pieza Toro Nº 125-5610) entre el molinete y la contracuchilla, perpendicular a la contracuchilla (Figura 10), y gire el molinete lentamente hacia adelante; debe cortar el papel. Si no lo hace, repita los pasos 1 y 2 hasta que corte el papel.
-
-
Si se nota una resistencia excesiva del molinete, realice un autoafilado, rectifique la cara delantera de la contracuchilla, o amuele la unidad de corte, para conseguir los filos necesarios para un corte de precisión (consulte el Manual de afilado de molinetes de Toro, Impreso Nº 09168SL).
Important: Es preferible tener un contacto ligero en todo momento. Si no se mantiene dicho contacto ligero, los filos de la contracuchilla/molinete no se afilarán lo suficiente y después de cierto tiempo de uso, quedarán romos. Si se mantiene un contacto excesivo, el desgaste de contracuchilla/molinete será acelerado, puede haber un desgaste desigual, y la calidad de corte puede verse afectada negativamente.
Note: A medida que giran las cuchillas del molinete contra la contracuchilla, aparecerá una ligera rebaba en la superficie delantera del filo de corte, en toda la longitud de la contracuchilla. Pase una lima de vez en cuando sobre el borde delantero para eliminar esta rebaba y mejorar la calidad de corte.Después de un uso prolongado, se desarrollará una muesca en ambos extremos de la contracuchilla. Estas muescas deben ser redondeadas o limadas a ras del filo de corte de la contracuchilla para asegurar una operación suave.
-
Ajuste de la contracuchilla contra el molinete
Utilice este procedimiento durante la configuración inicial de la unidad de corte, y después de amolar, autoafilar o desmontar el molinete. Este no es un ajuste diario.
Note: Este procedimiento puede realizarse con la unidad de corte instalada en la unidad de tracción.
-
Apague el motor de la unidad de tracción.
-
Para acceder a la unidad de corte, baje el manillar de la unidad de tracción al suelo (Figura 9).
-
Gire el molinete hasta que una de las cuchillas cruce el filo de la contracuchilla entre la cabeza del primer tornillo de la contracuchilla y la cabeza del segundo tornillo, situado en el lado derecho de la unidad de corte.
-
Haga una marca de identificación en la cuchilla, en el punto en que cruza el filo de la contracuchilla.
Note: Esto facilitará los ajustes posteriores.
-
Inserte un suplemento de 0,05 mm entre la cuchilla y el filo de la contracuchilla, en el punto marcado en el paso 4.
-
Gire el tornillo de ajuste derecho de la barra de asiento (Figura 8) hasta que note una ligera presión en el suplemento al moverlo de un lado a otro. Retire el suplemento.
-
En el lado izquierdo de la unidad de corte, gire el molinete lentamente hasta que la cuchilla más próxima cruce el filo de la contracuchilla entre las cabezas del primer y segundo tornillo.
-
Repita los pasos 4 a 6 con el lado izquierdo de la unidad de corte y el tornillo de ajuste izquierdo de la barra de asiento.
-
Repita los pasos 5 y 6 hasta que haya una ligera presión en los puntos de contacto en los lados derecho e izquierdo de la unidad de corte.
-
Para obtener un contacto ligero entre el molinete y la contracuchilla, gire cada tornillo de ajuste de la barra de asiento 3 'clics' en sentido horario.
Note: Cada clic del tornillo de ajuste de la barra de asiento desplaza la contracuchilla 0,018 mm. No apriete demasiado los tornillos de ajuste.Al girar el tornillo de ajuste en sentido horario, se acerca la contracuchilla al molinete. Al girar el tornillo de ajuste en sentido antihorario, se aleja la contracuchilla al molinete.
-
Inserte una tira larga de papel de prueba del rendimiento de corte (Pieza Toro Nº 125-5610) entre el molinete y la contracuchilla, perpendicular a la contracuchilla (Figura 10), y gire el molinete lentamente hacia adelante; debe cortar el papel. Si no lo hace, gire cada tornillo de ajuste de la barra de asiento 1 clic en sentido horario y repita este paso hasta que corte el papel.
Note: Si se nota una resistencia excesiva del molinete, realice un autoafilado, rectifique la cara delantera de la contracuchilla, o amuele la unidad de corte, para conseguir los filos necesarios para un corte de precisión (consulte el Manual de afilado de molinetes de Toro, Impreso Nº 09168SL).
Ajuste de la unidad de corte según las condiciones del césped
Utilice las tablas siguientes para determinar la contracuchilla y el rodillo necesarios para las condiciones del césped. Póngase en contacto con su distribuidor autorizado Toro para adquirir cuchillas y rodillos adicionales.
Consulte en Ajuste de la frecuencia de corte las instrucciones de ajuste de la frecuencia de corte apropiadas para las condiciones del césped.
| Número de pieza | Descripción | Unidad de tracción | Intervalo de alturas de corte | Comentarios |
| 98-7261 | Microcorte | Greensmaster 1018 | 1,57–3,1 mm | Menos agresiva |
| 117-1530 | EdgeMax Microcut | Greensmaster 1018 | 1,57–3,1 mm | Greensmaster 1018 de serie |
| 98-7260 | Competición | Greensmaster 1018 | 3,1–6,0 mm | Menos agresiva |
| 117-1532 | Competición Edgemax | Greensmaster 1018 | 3,1–6,0 mm | Mayor duración |
| 110-2300 | Microcorte extendido | Greensmaster 1018 | 1,57–3,1 mm | Menos agresiva |
| 110-2301 | Corte bajo | Greensmaster 1018 | 6 mm y más | Más agresivo |
| 139-4318 | Edgemax Corte corto | Greensmaster 1018 | 1,57–3,1 mm | Más agresivo |
| 139-4319 | Competición corta Edgemax | Greensmaster 1018 | 3,1–6,0 mm | Más agresivo |
| 93-4262 | Microcorte | Greensmaster 1021 | 1,57–3,1 mm | Menos agresiva |
| 115-1880 | EdgeMax Microcut | Greensmaster 1021 | 1,57–3,1 mm | Greensmaster 1021 de serie |
| 93-4263 | Competición | Greensmaster 1021 | 3,1–6,0 mm | Menos agresiva |
| 115-1881 | Competición Edgemax | Greensmaster 1021 | 3,1–6,0 mm | Mayor duración |
| 93-4264 | Corte bajo | Greensmaster 1021 | 6 mm y más | Más agresivo |
| 108-4302 | Competición extendida | Greensmaster 1021 | 3,1–6,0 mm | Menos agresiva |
| 108-4303 | Microcorte extendido | Greensmaster 1021 | 1,57–3,1 mm | Menos agresiva |
| 139-4320 | Edgemax Corte corto | Greensmaster 1021 | 1,57–3,1 mm | Más agresivo |
| 139-4321 | Competición corta Edgemax | Greensmaster 1021 | 3,1–6,0 mm | Más agresivo |
| 94-6392 | Corte alto | Greensmaster 1021 | 6 mm y más | Tees |
| 63-8610 | Calle | Greensmaster 1021 | 8,0 mm y más | Más agresivo |
| 112-9275 | Microcorte | Greensmaster 1026 | Menos de 3,1 mm | Menos agresiva |
| 94-5885 | Competición | Greensmaster 1026 | 3,1–6,0 mm | Menos agresiva |
| 104-2646 | Corte alto | Greensmaster 1026 | 6 mm y más | Tees |
| 93-9015 | Corte bajo | Greensmaster 1026 | 6 mm y más | Greensmaster 1026 de serie |
| 117-1548 | Competición EdgeMax | Greensmaster 1026 | 1,52 a 3,1 mm | Mayor duración |
| 139-4322 | Edgemax Corte corto | Greensmaster 1026 | 1,57–3,1 mm | Más agresivo |
| 139-4323 | Competición corta Edgemax | Greensmaster 1026 | 3,1–6,0 mm | Más agresivo |
| 139-4324 | Microcorte EdgeMax | Greensmaster 1026 | 1,57–3,1 mm | Mayor duración |
| 107-8181 | Calle | Greensmaster 1026 | 8,0 mm y más | Más agresivo |
| Número de pieza | Descripción | Unidad de tracción | Material |
| 04804 | Seccionado anidado | Greensmaster 1018 | Aluminio |
| 04814 | Macizo | Greensmaster 1018 | Aluminio |
| 04148 | Seccionado estrecho largo delantero | Greensmaster 1018 | Aluminio |
| 04805 | Seccionado anidado | Greensmaster 1021 | Aluminio |
| 04815 | Macizo | Greensmaster 1021 | Aluminio |
| 04825 | Seccionado ancho | Greensmaster 1021 | Aluminio |
| 04141 | Seccionado estrecho largo delantero | Greensmaster 1021 | Aluminio |
| 04249 | Macizo partido | Greensmaster 1021 | Acero |
| 04250 | Seccionado estrecho partido | Greensmaster 1021 | Aluminio |
| 04267 | Paspalum | Greensmaster 1021 | Aluminio |
| 04806 | Seccionado anidado | Greensmaster 1026 | Aluminio |
| 04816 | Macizo | Greensmaster 1026 | Aluminio |
| 04826 | Seccionado ancho | Greensmaster 1026 | Aluminio |
| 04146 | Seccionado estrecho largo delantero | Greensmaster 1026 | Aluminio |
| 139-4345 | Macizo partido | Greensmaster 1026 | Acero |
| 139-4350 | Seccionado estrecho partido | Greensmaster 1026 | Aluminio |
Note: Cada rodillo tiene un diámetro de 63,5 mm.
Realización del ajuste de la altura de corte
Ajuste la altura de corte deseada usando un indicador de altura de corte, y asegúrese de que la unidad de corte está equipada con una contracuchilla apropiada para la altura de corte deseada; consulte Ajuste de la unidad de corte según las condiciones del césped.
Ajuste del indicador de altura de corte
Antes de ajustar la altura de corte, ajuste el indicador de altura de corte como se indica a continuación:
-
Afloje la tuerca de la barra de ajuste y ajuste el tornillo para la altura de corte deseada (Figura 11).
Note: La distancia entre la cara inferior de la cabeza del tornillo y la cara de la barra es la altura de corte.
-
Apriete la tuerca.
Ajuste de la altura de corte
-
Afloje las contratuercas que sujetan los brazos de altura de corte a las chapas laterales de la unidad de corte (Figura 12).
-
Enganche la cabeza del tornillo del indicador de altura de corte sobre el lado derecho del filo de la contracuchilla y apoye el extremo trasero de la barra sobre el tambor de tracción (Figura 13).
-
Gire el tornillo de ajuste hasta que el rodillo entre en contacto con la barra de ajuste.
-
Repita los pasos 2 y 3 en el lado izquierdo.
-
Ajuste ambos extremos del rodillo hasta que el rodillo esté paralelo a la contracuchilla en toda su longitud.
Important: Con el ajuste correcto, el rodillo y el tambor de tracción tocarán la barra de ajuste y el tornillo estará apretado contra la contracuchilla. Esto asegura una altura de corte idéntica en ambos extremos de la contracuchilla.
-
Apriete las tuercas para fijar el ajuste lo suficiente para eliminar la holgura de la arandela.
-
Compruebe que la altura de corte es correcta; repita este procedimiento si es necesario.
-
Para una altura de corte de más de 8 mm, coloque el tambor de la unidad de tracción en la posición ALTA ; consulte el Manual del operador de la máquina.
-
Para alturas de corte de más de 16 mm, instale el Kit de altura de corte alta. Póngase en contacto con su distribuidor Toro autorizado para adquirir este kit.
Ajuste de la frecuencia de corte
La frecuencia de corte viene determinada por los ajustes siguientes de la máquina:
-
Velocidad del molinete: La velocidad de los molinetes tiene dos ajustes: alta y baja; consulte el Manual del operador de la unidad de tracción.
-
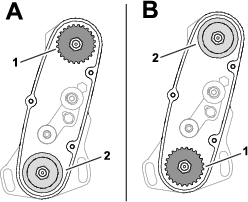
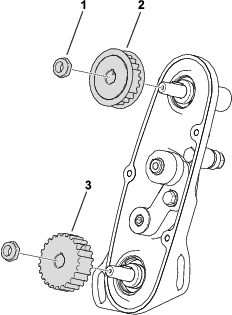
Posición de las poleas de transmisión del molinete: Las poleas de la transmisión del molinete (22 dientes y 24 dientes) tienen 2 posiciones:
Note: Las poleas se ajustan a la posición BAJA en fábrica.
Para ajustar la posición de las poleas, consulte los pasos siguientes:
-
Retire la cubierta de la correa para tener acceso a la correa (Figura 15).
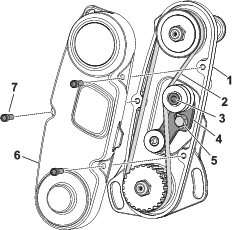
-
Afloje el perno del brazo tensor y gire el brazo tensor (Figura 15) para aliviar la tensión de la correa.
-
Retire la correa (Figura 15).
-
Afloje la tuerca de cada polea, retire las poleas y utilice las tuercas para instalar las poleas en la configuración deseada.
-
Apriete las tuercas de las poleas a 37–45 N·m.
-
Instale la correa y ténsela aplicando una fuerza de 4 a 5 N·m a la cabeza hexagonal interna del brazo tensor, como se muestra en la Figura 15.
-
Apriete el perno del brazo tensor e instale la cubierta de la correa.
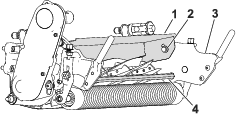
Ajuste del deflector de hierba
Ajuste el deflector de hierba para que los recortes salgan limpiamente de la zona del molinete, de la forma siguiente:
Note: El deflector es ajustable para compensar cambios en la condición del césped. Acerque el deflector al molinete si el césped está extremadamente seco. Por el contrario, aleje el deflector del molinete si el césped está húmedo. El deflector debe estar paralelo al molinete para un rendimiento óptimo. Debe ajustarse cada vez que se afila el molinete en una máquina de afilado.
-
Afloje los tornillos que sujetan el deflector de hierba (Figura 17) a la unidad de corte.
-
Inserte una galga de 1,5 mm entre la parte superior del molinete y el deflector, y luego apriete los tornillos.
Important: Asegúrese de que el deflector y el molinete están separados por la misma distancia en toda la longitud del molinete.
Note: Ajuste el espacio según las condiciones del césped.
Mantenimiento de la barra de asiento
Solamente los mecánicos debidamente formados deben realizar el mantenimiento de la barra de asiento y de la contracuchilla, para evitar daños en el molinete, la contracuchilla o la barra de asiento. Lo ideal sería llevar la unidad de corte a su Distribuidor Toro Autorizado para el mantenimiento. Consulte el Manual de mantenimiento de su unidad de tracción para obtener instrucciones detalladas, herramientas especiales y diagramas para el mantenimiento de la contracuchilla. Si alguna vez necesita desmontar o montar la barra de asiento usted mismo, a continuación se ofrecen instrucciones, así como las especificaciones de mantenimiento de la contracuchilla.
Important: Siga siempre los procedimientos descritos en el Manual de mantenimiento al realizar el mantenimiento de la contracuchilla. Instalar o rectificar la contracuchilla de forma incorrecta puede provocar daños en el molinete, la contracuchilla o la barra de asiento.
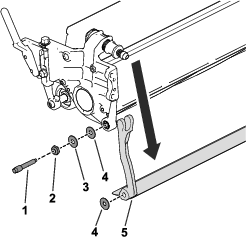
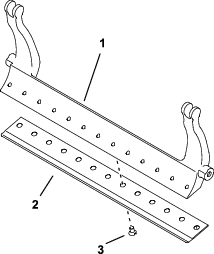
Desmontaje de la barra de asiento
-
Gire el tornillo de ajuste de la barra de asiento en sentido antihorario para alejar la contracuchilla del molinete (Figura 18).
-
Afloje la tuerca de tensado del muelle hasta que el muelle deje de presionar la arandela contra la barra de asiento (Figura 18).
-
En cada lado de la máquina, afloje la contratuerca indicada en la Figura 19.
-
Retire cada perno de la barra de asiento para poder tirar de la barra hacia abajo y retirarla de la unidad de corte (Figura 19).
Guarde las 2 arandelas de acero y la arandela de plástico de cada extremo de la barra de asiento (Figura 19).
Instalación de la barra de asiento
-
Instale la barra de asiento, posicionando las pestañas de montaje entre las arandelas y el tornillo de ajuste de la barra de asiento (Figura 18).
-
Sujete la barra de asiento a cada chapa lateral con los pernos de la barra (con tuercas en los pernos) y 3 arandelas (6 en total).
-
Coloque una arandela de nylon en cada lado del saliente de la chapa lateral. Coloque una arandela de acero por fuera de cada arandela de nylon (Figura 19).
-
Apriete los pernos de la barra de asiento a 27–36 N·m.
-
Apriete las contratuercas hasta que no quede holgura en las arandelas de acero, pero aún pueda girarlas a mano. Las arandelas del interior pueden tener cierta holgura.
Important: No apriete demasiado las contratuercas o desviarán las chapas laterales.
-
Apriete la tuerca de tensado del muelle hasta que el muelle esté comprimido del todo, luego aflójela 1/2 vuelta (Figura 20).
-
Ajuste la contracuchilla contra el molinete; consulte Ajuste de la contracuchilla contra el molinete.
Mantenimiento de la contracuchilla
Instalación de la contracuchilla
-
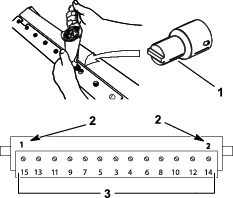
Elimine el óxido, las incrustaciones y la corrosión de la superficie de la barra de asiento y aplique una capa fina de aceite sobre ella.
-
Limpie las roscas de los tornillos.
-
Aplique compuesto antigripante a los tornillos e instale la contracuchilla en la barra de asiento.
-
Apriete los 2 tornillos exteriores a 1 N∙m.
-
Trabajando desde el centro de la contracuchilla, apriete los tornillos a 23 - 28 N·m.
-
Rebaje la contracuchilla.
Preparación del molinete para el amolado
-
Asegúrese de que todos los componentes de la unidad de corte están en condiciones óptimas y corrija cualquier problema antes del amolado.
-
Siga las instrucciones del fabricante de la máquina sobre el amolado del molinete para amolar la unidad de corte según las especificaciones indicadas a continuación.
Especificaciones de amolado del molinete Diámetro del nuevo molinete 128,5 mm Límite de ajuste de diámetro del molinete 114,3 mm Ángulo de rebajo de la cuchilla 30° ± 5° Anchura de superficie de incidencia de la cuchilla 1,0 mm Rango de anchura de superficie de incidencia de la cuchilla De 0,8 a 1,2 mm Límite de ajuste de cono de diámetro del molinete 0,25 mm
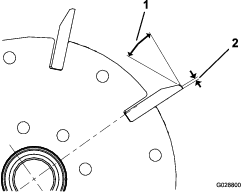
Amolado de rebajo del molinete
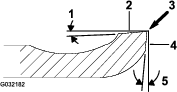
El molinete nuevo tiene una superficie de incidencia de 1,3 – 1,5 mm de anchura, y un rebajo de 30°.
Si la superficie de incidencia supera los 3 mm de ancho, realice lo siguiente:
-
Afile todas las cuchillas con un rebajo de 30° hasta que la anchura de la superficie de incidencia sea de 1,3 mm (Figura 23).
-
Amole el molinete girándolo para lograr una excentricidad del molinete de <0,025 mm.
Note: Esto hace que aumente ligeramente la anchura de la superficie de incidencia.
-
Ajuste la unidad de corte; consulte el Manual del operador de la unidad de corte.
Note: Para que los filos del molinete y de la contracuchilla duren más, tras amolar el molinete y/o la contracuchilla, vuelva a comprobar el contacto entre el molinete y la contracuchilla después de segar 2 greenes, porque esto eliminará la rebaba. La rebaba puede crear un espacio incorrecto entre el molinete y la contracuchilla, lo que puede acelerar el desgaste.
Especificaciones de rectificado de la contracuchilla
| Ángulo de rebajo de la contracuchilla de serie | 3° mínimo |
| Ángulo de rebajo de la contracuchilla extendida | 7° mínimo |
| Ángulo delantero – rango | 13° a 17° |
Comprobación del ángulo de amolado superior
El ángulo que utilice para amolar las contracuchillas es muy importante.
Utilice el indicador de ángulo (Pieza Toro N.º 131-6828) y el soporte del indicador de ángulo (Pieza Toro N.º 131-6829) para comprobar el ángulo que produce la máquina de amolado y corrija cualquier imprecisión de dicha máquina.
-
Coloque el indicador de ángulo en el lateral inferior de la contracuchilla, tal y como se muestra en la Figura 25.
-
Pulse el botón Alt Zero en el indicador de ángulo.
-
Coloque el soporte del indicador de ángulo en el borde de la contracuchilla, de modo que el borde del imán coincida con el borde de la contracuchilla (Figura 26).
Note: La pantalla digital debe estar visible desde el mismo lado durante este paso, al igual que lo estaba en el paso 1.
-
Coloque el indicador de ángulo en el soporte, tal y como se muestra en la Figura 26.
Note: Este es el ángulo que produce la máquina de amolado y debe encontrarse en un margen de 2 grados del ángulo de amolado superior recomendado.
Autoafilado de la unidad de corte
Para autoafilar la unidad de corte, utilice el kit de autoafilado Access (n.º de modelo 139-4342) o el kit de autoafilado (n.º de modelo 04800); consulte las instrucciones de funcionamiento en las Instrucciones de instalación del kit. Póngase en contacto con su distribuidor autorizado Toro para adquirir uno de estos kits.