
 ) et la mention Prudence,
Attention ou Danger. Le non respect de ces instructions peut entraîner
des blessures graves ou mortelles.
) et la mention Prudence,
Attention ou Danger. Le non respect de ces instructions peut entraîner
des blessures graves ou mortelles.


Entretien
Contrôle du point de graissage de l'arbre d'entraînement du cylindre
| Périodicité d'entretien | Procédure d'entretien |
|---|---|
| Une fois par an |
|
-
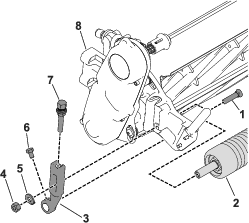
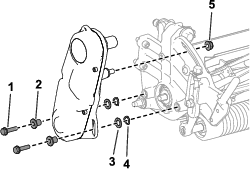
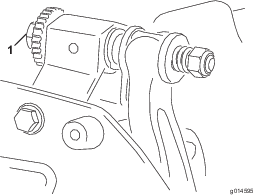
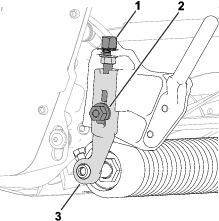
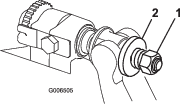
Retirez les fixations qui maintiennent le système d'entraînement du cylindre sur la plaque latérale (Figure 5).
-
Déposez le système d'entraînement du cylindre, les rondelles plates, les rondelles élastiques et les entretoises de la plaque latérale (Figure 5).
-
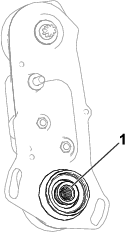
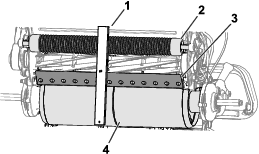
Vérifiez s'il reste de la graisse dans l'arbre d'entraînement du cylindre (Figure 6).
Si vous trouvez qu'il ne reste pas assez de graisse, ajoutez-en sur l'arbre à cannelures mâles et femelles.
-
Fixez le système d'entraînement du cylindre à la plaque latérale à l'aide des vis à tête creuse, des rondelles et des entretoises retirées précédemment.
-
Montez l'unité de coupe sur le groupe de déplacement ; voir le Manuel de l'utilisateur du groupe de déplacement.
Réglage du contact contre-lame/cylindre
Réglage quotidien de la contre-lame
Au début de chaque journée de travail, ou selon les besoins, vérifiez le contact contre-lame/cylindre. Effectuez ce contrôle même si la qualité de la coupe est satisfaisante.
Note: Vous pouvez effectuer cette procédure quand l'unité de coupe est installée sur le groupe de déplacement.
-
Coupez le moteur du groupe de déplacement.
-
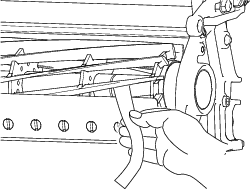
Accédez à l'unité de coupe en abaissant le guidon de la machine au sol (Figure 7).
-
Tournez lentement le cylindre en arrière jusqu'à ce que vous entendiez le bruit du contact entre le cylindre et la contre-lame.
-
Si aucun contact n'est constaté, réglez la contre-lame comme suit :
-
Tournez les vis de réglage de la barre d'appui dans le sens horaire (Figure 8), un cran à la fois, jusqu'à ce que vous sentiez et entendiez un léger contact.
Note: Les vis de réglage de la barre d'appui comportent des crans qui correspondent chacun à un déplacement de 0,018 mm de la contre-lame.
-
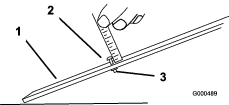
Insérez une longue bande de papier de performance de coupe (réf. Toro 125-5610) entre le cylindre et la contre-lame, perpendiculairement à la contre-lame (Figure 10), puis tournez lentement le cylindre en avant ; il devrait couper le papier ; si ce n'est pas le cas, répétez les opérations 1 et 2 jusqu'à ce que le papier soit coupé.
-
-
Si vous constatez un frottement ou un contact excessif du cylindre, rodez et rectifiez l'avant de la contre-lame, ou meulez les lames de l'unité de coupe pour obtenir les tranchants nécessaires à une coupe de précision (voir le Manuel d'affûtage pour tondeuses rotatives et à cylindres Toro, Form nº 09168SL).
Important: Il est préférable de maintenir un léger contact en permanence, Si vous ne maintenez pas un léger contact, l'auto-aiguisage des bords de la contre-lame/du cylindre ne sera pas suffisant et les tranchants seront émoussés après un certain temps d'utilisation. Si vous maintenez un contact excessif, l'usure de la contre-lame/du cylindre sera accélérée, ce qui pourra entraîner une usure irrégulière et diminuer la qualité de la coupe.
Note: La rotation continue des lames du cylindre contre la contre-lame crée une légère déformation à la surface du tranchant avant sur toute la longueur de la contre-lame. Limez de temps en temps le tranchant avant pour éliminer cette imperfection et améliorer la qualité de la coupe.Après une utilisation prolongée, un sillon d'usure se développe à chaque extrémité de la contre-lame. Arrondissez ces entailles ou limez-les au niveau du tranchant de la contre-lame pour assurer une coupe de bonne qualité.
-
Réglage contre-lame/cylindre
Utilisez cette procédure pour le réglage initial de l'unité de coupe, ainsi qu'après le rodage, le meulage ou le démontage du cylindre. Ce réglage n'est pas un réglage journalier.
Note: Vous pouvez effectuer cette procédure quand l'unité de coupe est installée sur le groupe de déplacement.
-
Coupez le moteur du groupe de déplacement.
-
Accédez à l'unité de coupe en abaissant le guidon de la machine au sol (Figure 9).
-
Tournez le cylindre pour que l'une des lames croise le bord de la contre-lame entre la tête de la première et la deuxième vis de la contre-lame sur le côté droit de l'unité de coupe.
-
Faites une marque d'identification sur la lame au point où elle croise le bord de la contre-lame.
Note: Cela facilitera les réglages ultérieurs.
-
Insérez une cale de 0,05 mm entre la lame marquée et le bord de la contre-lame au point marqué à l'opération 4.
-
Tournez la vis de réglage droite de la barre d'appui (Figure 8) jusqu'à ce que vous sentiez une légère pression sur la cale lorsque vous la faites glisser d'un côté à l'autre. Enlevez la cale.
-
Pour le côté gauche de l'unité de coupe, tournez lentement le cylindre pour que la lame la plus proche croise le bord de la contre-lame entre la première et la deuxième tête de vis.
-
Répétez les opérations 4 à 6 pour le côté gauche de l'unité de coupe et la vis de réglage de la barre d'appui gauche.
-
Répétez les opérations 5 et 6 jusqu'à ce que vous sentiez une légère pression aux points de contact sur les côtés gauche et droit de l'unité de coupe.
-
Pour obtenir un léger contact entre le cylindre et la contre-lame, tournez chaque vis de réglage de la barre d'appui de 3 crans dans le sens horaire.
Note: Chaque cran de rotation de la vis de réglage de la barre d'appui déplace la contre-lame de 0,018 mm. Ne serrez pas les vis de réglage excessivement.Chaque tour de la vis de réglage dans le sens horaire rapproche la contre-lame du cylindre. Chaque tour de la vis de réglage dans le sens antihoraire éloigne la contre-lame du cylindre.
-
Insérez une longue bande de papier de performance de coupe (réf. Toro 125-5610) entre le cylindre et la contre-lame, perpendiculairement à la contre-lame (Figure 10), puis tournez lentement le cylindre en avant ; il devrait couper le papier ; si ce n'est pas le cas, tournez chaque vis de réglage de la barre d'appui de 1 cran dans le sens horaire et répétez cette opération jusqu'à ce que le papier soit coupé.
Note: Si vous constatez un frottement ou un contact excessif du cylindre, rodez et rectifiez l'avant de la contre-lame, ou meulez les lames de l'unité de coupe pour obtenir les tranchants nécessaires à une coupe de précision (voir le Manuel d'affûtage pour tondeuses rotatives et à cylindres Toro, Form nº 09168SL).
Réglage l'unité de coupe en fonction de l'état du gazon
Utilisez les tableaux suivants pour sélectionner la contre-lame et le rouleau qui conviennent à l'état du gazon. Contactez un distributeur Toro agréé pour vous procurer des contre-lames et des rouleaux supplémentaires.
Voir Réglage de la vitesse de tonte pour apprendre à régler la vitesse de coupe adéquate pour l'état du gazon.
| Réf. | Description | Groupe de déplacement | Plage de hauteur de coupe | Commentaires |
| 98-7261 | Microcut | Greensmaster 1018 | 1,5–3 mm | Moins agressif |
| 117-1530 | EdgeMax Microcut | Greensmaster 1018 | 1,5–3 mm | Standard Greensmaster 1018 |
| 98-7260 | Tournament | Greensmaster 1018 | 3–6 mm | Moins agressif |
| 117-1532 | EdgeMax Tournament | Greensmaster 1018 | 3–6 mm | Plus longue durée |
| 110-2300 | Microcut étendue | Greensmaster 1018 | 1,5–3 mm | Moins agressif |
| 110-2301 | Coupe basse | Greensmaster 1018 | 6 mm et plus | Plus agressif |
| 139-4318 | Microcut Edgemax courte | Greensmaster 1018 | 1,5–3 mm | Plus agressif |
| 139-4319 | Edgemax Tournament courte | Greensmaster 1018 | 3–6 mm | Plus agressif |
| 93-4262 | Microcut | Greensmaster 1021 | 1,5–3 mm | Moins agressif |
| 115-1880 | EdgeMax Microcut | Greensmaster 1021 | 1,5–3 mm | Standard Greensmaster 1021 |
| 93-4263 | Tournament | Greensmaster 1021 | 3–6 mm | Moins agressif |
| 115-1881 | EdgeMax Tournament | Greensmaster 1021 | 3–6 mm | Plus longue durée |
| 93-4264 | Coupe basse | Greensmaster 1021 | 6 mm et plus | Plus agressif |
| 108-4302 | Tournament étendu | Greensmaster 1021 | 3–6 mm | Moins agressif |
| 108-4303 | Microcut étendue | Greensmaster 1021 | 1,5–3 mm | Moins agressif |
| 139-4320 | Microcut Edgemax courte | Greensmaster 1021 | 1,5–3 mm | Plus agressif |
| 139-4321 | Edgemax Tournament courte | Greensmaster 1021 | 3–6 mm | Plus agressif |
| 94-6392 | Coupe haute | Greensmaster 1021 | 6 mm et plus | Tees |
| 63-8610 | Fairway | Greensmaster 1021 | 8 mm et plus | Plus agressif |
| 112-9275 | Microcut | Greensmaster 1026 | Moins de 3 mm | Moins agressif |
| 94-5885 | Tournament | Greensmaster 1026 | 3–6 mm | Moins agressif |
| 104-2646 | Coupe haute | Greensmaster 1026 | 6 mm et plus | Tees |
| 93-9015 | Coupe basse | Greensmaster 1026 | 6 mm et plus | Standard Greensmaster 1026 |
| 117-1548 | EdgeMax Tournament | Greensmaster 1026 | 1,52 à 3,1 mm | Plus longue durée |
| 139-4322 | Microcut Edgemax courte | Greensmaster 1026 | 1,5–3 mm | Plus agressif |
| 139-4323 | Edgemax Tournament courte | Greensmaster 1026 | 3–6 mm | Plus agressif |
| 139-4324 | Edgemax Microcut | Greensmaster 1026 | 1,5–3 mm | Plus longue durée |
| 107-8181 | Fairway | Greensmaster 1026 | 8 mm et plus | Plus agressif |
| Réf. | Description | Groupe de déplacement | Matériau |
| 04804 | Wiehle combiné | Greensmaster 1018 | Aluminium |
| 04814 | Plein | Greensmaster 1018 | Aluminium |
| 04148 | Wiehle avant, long et étroit | Greensmaster 1018 | Aluminium |
| 04805 | Wiehle combiné | Greensmaster 1021 | Aluminium |
| 04815 | Plein | Greensmaster 1021 | Aluminium |
| 04825 | Wiehle large | Greensmaster 1021 | Aluminium |
| 04141 | Wiehle avant, long et étroit | Greensmaster 1021 | Aluminium |
| 04249 | Plein segmenté | Greensmaster 1021 | Acier |
| 04250 | Wiehle étroit segmenté | Greensmaster 1021 | Aluminium |
| 04267 | Paspalum | Greensmaster 1021 | Aluminium |
| 04806 | Wiehle combiné | Greensmaster 1026 | Aluminium |
| 04816 | Plein | Greensmaster 1026 | Aluminium |
| 04826 | Wiehle large | Greensmaster 1026 | Aluminium |
| 04146 | Wiehle avant, long et étroit | Greensmaster 1026 | Aluminium |
| 139-4345 | Plein segmenté | Greensmaster 1026 | Acier |
| 139-4350 | Wiehle étroit segmenté | Greensmaster 1026 | Aluminium |
Note: Chaque rouleau a un diamètre de 63,5 mm.
Réglage de la hauteur de coupe
Réglez la hauteur de coupe qui convient à l'aide d'un gabarit de hauteur de coupe, et vérifiez que l'unité de coupe est équipée d'une contre-lame adaptée à la hauteur de coupe choisie ; voir Réglage l'unité de coupe en fonction de l'état du gazon.
Réglage du gabarit de hauteur de coupe
Avant de régler la hauteur de coupe, réglez la gabarit de hauteur de coupe comme suit :
-
Desserrez l'écrou du gabarit et tournez la vis de réglage de manière à obtenir la hauteur de coupe voulue (Figure 11).
Note: L'écartement entre la base de la tête de la vis et la face du gabarit correspond à la hauteur de coupe.
-
Serrez l'écrou.
Réglage de la hauteur de coupe
-
Desserrez les contre-écrous qui fixent les bras de hauteur de coupe aux plaques latérales de l'unité de coupe (Figure 12).
-
Accrochez la tête de la vis du gabarit de hauteur de coupe au tranchant sur le côté droit de la contre-lame et appuyez l'arrière du gabarit contre l'arrière du tambour de traction (Figure 13).
-
Tournez la vis de réglage jusqu'à ce que le rouleau touche l'avant du gabarit.
-
Répétez les opérations 2 et 3 pour le côté gauche.
-
Réglez les deux extrémités du rouleau jusqu'à ce que celui-ci soit parfaitement parallèle à la contre-lame.
Important: Lorsque le réglage est correct, le rouleau et le tambour de traction touchent le gabarit et la vis est parfaitement en appui contre la contre-lame. La hauteur de coupe est ainsi identique aux deux extrémités de la contre-lame.
-
Serrez les écrous juste assez pour supprimer le jeu de la rondelle.
-
Vérifiez que le réglage de la hauteur de coupe est correct ; répétez cette procédure au besoin.
-
Pour obtenir une hauteur de coupe supérieure à 8 mm, placez le tambour du groupe de déplacement en position HAUTE ; voir le Manuel de l'utilisateur de la machine.
-
Les hauteurs de coupe supérieures à 16 mm nécessitent l'installation du kit grande hauteur de coupe. Contactez votre distributeur Toro agréé pour vous procurer ce kit.
Réglage de la vitesse de tonte
La vitesse de coupe est déterminée à l'aide des réglages suivants :
-
Vitesse du cylindre : la vitesse du cylindre peut être réglée à basse ou haute ; voir le Manuel de l'utilisateur du groupe de déplacement.
-
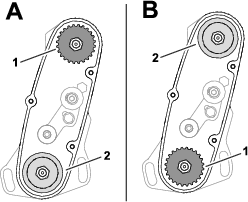
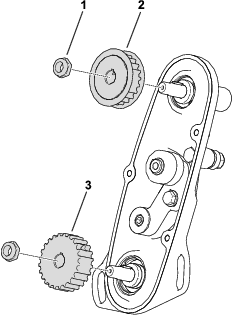
Position de la poulie d'entraînement du cylindre : les poulies d'entraînement du cylindre (22 et 24 dents) ont 2 positions de réglage :
Note: La poulie est réglée à la position BASSE à l'usine.
Pour régler la position des poulies, effectuez les opérations suivantes :
-
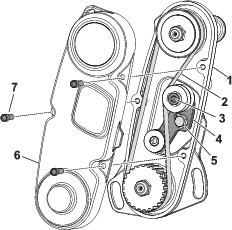
Déposez le protège-courroie pour exposer la courroie (Figure 15).
-
Desserrez le boulon du bras de la poulie de tension et faites pivoter le bras (Figure 15) pour détendre la courroie.
-
Déposez la courroie (Figure 15).
-
Desserrez l'écrou sur chaque poulie, déposez les poulies et utilisez les écrous pour fixer les poulies selon la configuration voulue.
-
Serrez les écrous des poulies à un couple de 37 à 45 N·m.
-
Reposez la courroie et tendez-la en exerçant un couple de 4 à 5 N·m dans l'alésage hexagonal du bras de la poulie de tension, comme montré à la Figure 15.
-
Serrez le boulon du bras de la poulie de tension et reposez le protège-courroie.
Réglage du déflecteur d'herbe
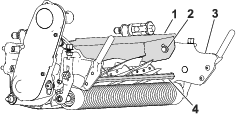
Réglez le déflecteur d'herbe de manière que l'herbe coupée soit éjectée proprement de la zone du cylindre, comme suit :
Note: Vous pouvez régler le déflecteur pour tenir compte des différents types de gazon. Rapprochez le déflecteur du cylindre lorsque l'herbe est très sèche. Au contraire, si l'herbe est humide, éloignez le déflecteur du cylindre. Le déflecteur doit être parallèle au cylindre pour obtenir des résultats optimaux. Réglez la barre chaque fois que vous aiguisez le cylindre sur une meule.
-
Desserrez les vis qui fixent le déflecteur d'herbe (Figure 17) à l'unité de coupe.
-
Insérez une jauge d'épaisseur de 1,5 mm entre le haut du cylindre et le déflecteur, et serrez les vis.
Important: Vérifiez que le déflecteur et le cylindre sont équidistants sur toute la longueur du cylindre.
Note: Ajustez l'écart en fonction de l'état de la pelouse.
Entretien de la barre d'appui
Seuls les mécaniciens dûment formés sont habilités à effectuer l'entretien de la barre d'appui et de la contre-lame ; cela évite d'endommager le cylindre, la barre d'appui ou la contre-lame. L'idéal est de porter l'unité de coupe chez un distributeur Toro agréé pour l'entretien. Reportez-vous au Manuel d'entretien de votre groupe de déplacement pour des instructions complètes, pour connaître les outils spéciaux et pour obtenir les schémas d'entretien de la contre-lame. Si jamais il s'avère nécessaire de déposer ou d'assembler vous-même la barre d'appui, vous trouverez ci-après des instructions ainsi que les spécifications d'entretien de la contre-lame.
Important: Suivez toujours les procédures décrites dans le Manuel d'entretien lorsque vous faites l'entretien de la contre-lame. Le cylindre, la barre d'appui et la contre-lame peuvent être endommagés si vous ne montez pas et si vous ne meulez pas correctement la contre-lame.
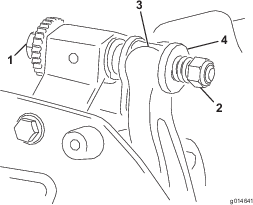
Dépose de la barre d'appui
-
Tournez la vis de réglage de la barre d'appui dans le sens antihoraire pour éloigner la contre-lame du cylindre (Figure 18).
-
Faites sortir l'écrou de tension du ressort jusqu'à ce que la rondelle ne soit plus tendue contre la barre d'appui (Figure 18).
-
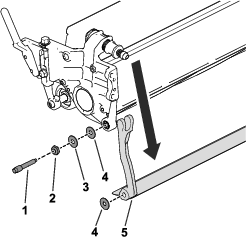
De chaque côté de la machine, desserrez le contre-écrou indiqué à la Figure 19.
-
Retirez les boulons de la barre d'appui afin de pouvoir abaisser la barre et la déposer de l'unité de coupe (Figure 19).
Mettez de côté les 2 rondelles en acier et 1 rondelle en acier à chaque extrémité de la barre d'appui (Figure 19).
Mise en place de la barre d'appui
-
Montez la barre d'appui en positionnant les languettes de montage entre les rondelles et la vis de réglage de la barre d'appui (Figure 18).
-
Fixez la barre d'appui sur chaque plaque latérale avec les boulons (munis d'écrous) et 3 rondelles (6 en tout).
-
Placez une rondelle en nylon de chaque côté du bossage de la plaque latérale. Placez une rondelle en acier à l'extérieur de chaque rondelle en nylon (Figure 19).
-
Serrez les boulons de la barre d'appui à un couple de 27 à 36 N·m.
-
Serrez les contre-écrous jusqu'à ce que le jeu axial des rondelles d'acier soit éliminé, mais que vous puissiez les tourner à la main. Les rondelles peuvent présenter un espace à l'intérieur.
Important: Ne serrez pas excessivement les contre-écrous pour ne pas faire fléchir les plaques latérales.
-
Serrez l'écrou de tension du ressort jusqu'à ce que les spires soient jointives, puis desserrez-le de 1/2 tour (Figure 20).
-
Effectuez le réglage contre-lame/cylindre ; voir Réglage contre-lame/cylindre.
Entretien de la contre-lame
Montage de la contre-lame
-
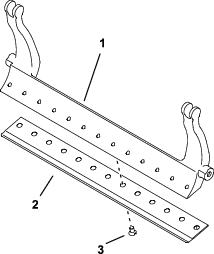
Éliminez toute trace de rouille, tartre et corrosion à la surface de la barre d'appui et appliquez une fine couche d'huile dessus.
-
Nettoyez le filetage des vis.
-
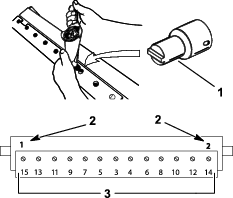
Appliquez du produit antigrippant sur les vis et montez la contre-lame sur la barre d'appui.
-
Serrez les 2 vis à extérieures à 1 N·m.
-
En partant du centre de la contre-lame, serrez les vis à un couple de 23 à 28 N·m.
-
Meulez la contre-lame.
Préparation du cylindre au meulage
-
Vérifiez que tous les composants de l'unité de coupe sont en bon état et corrigez tout problème éventuel avant le meulage.
-
Respectez les instructions du fabricant de la meuleuse afin de meuler le cylindre de coupe conformément aux spécifications suivantes.
Spécifications de meulage du cylindre Diamètre de cylindre neuf 128,5 mm Limite de service du diamètre de cylindre 114,3 mm Angle de dépouille de la lame 30° ± 5° Largeur de facette de la lame 1 mm Plage de largeur de facette de la lame 0,8 à 1,2 mm Limite de service de conicité du diamètre de cylindre 0,25 mm
Rectification du cylindre
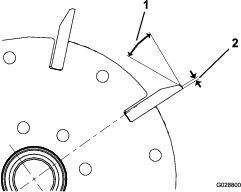
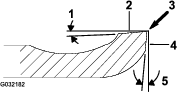
Le cylindre neuf a une largeur de facette de 1,3 à 1,5 mm et un angle de dépouille de 30°.
Quand la largeur de facette dépasse 3 mm, procédez comme suit :
-
Créez un angle de dépouille de 30° sur toutes les lames de cylindre jusqu'à obtention d'une facette de 1,3 mm de largeur (Figure 23.
-
Meulez le cylindre afin d’obtenir un faux-rond <0,025 mm.
Note: Cela a pour effet d'augmenter légèrement la largeur de facette.
-
Réglez l'unité de coupe ; voir le Manuel de l'utilisateur de l'unité de coupe.
Note: Pour prolonger la qualité du tranchant du bord du cylindre et de la contre-lame, après meulage de l'un et/ou de l'autre, vérifiez le contact cylindre/contre-lame après 2 tontes de greens ; les bavures auront été éliminées. Les bavures peuvent compromettre le jeu entre le cylindre et la contre-lame, ce qui peut accélérer l'usure.
Spécifications de meulage de la contre-lame
| Angle de dépouille de la contre-lame standard | 3° minimum |
| Angle de dépouille de la contre-lame prolongée | 7° minimum |
| Plage d'angle avant | 13° à 17° |
Contrôle de l’angle de meulage supérieur
L'angle utilisé pour meuler les contre-lames est très important.
Utilisez l'indicateur d'angle (réf. Toro 131-6828) et le support d'indicateur d'angle (réf. Toro 131-6829) pour contrôler l'angle produit par la meule, puis corrigez toute imprécision éventuelle.
-
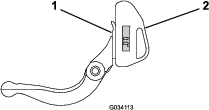
Placez l’indicateur d'angle sur la face inférieure de la contre-lame, comme montré à la Figure 25.
-
Appuyez sur le bouton « Alt Zero » de l'indicateur d'angle.
-
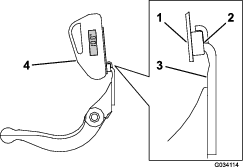
Placez le support d’indicateur d'angle sur le bord de la contre-lame de sorte à adapter le bord de l’aimant au bord de la contre-lame (Figure 26).
Note: Pendant cette opération, l’écran numérique doit être visible du même côté qu’à l’opération 1.
-
Placez l’indicateur d'angle sur le support comme montré à la Figure 26.
Note: Il s'agit de l'angle produit par la meule ; il doit se situer à 2 degrés ou moins de l'angle de meulage supérieur recommandé.
Rodage de l'unité de coupe
Utilisez le kit de rodage Access (modèle nº 139-4342) ou le kit de rodage (modèle nº 04800) pour roder l'unité de coupe ; voir les instructions d'utilisation dans le kit Instructions d'installation. Contactez votre distributeur Toro agréé pour vous procurer l'un de ces kits.