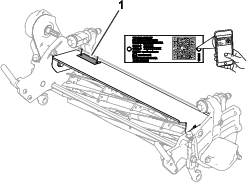

 , which means Caution, Warning,
or Danger—personal safety instruction. Failure to comply with
these instructions may result in personal injury or death.
, which means Caution, Warning,
or Danger—personal safety instruction. Failure to comply with
these instructions may result in personal injury or death.


Maintenance
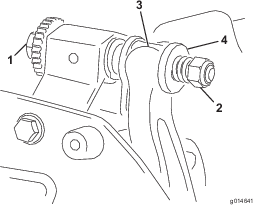
Checking the Reel-Driveshaft Grease Point
| Maintenance Service Interval | Maintenance Procedure |
|---|---|
| Yearly |
|
-
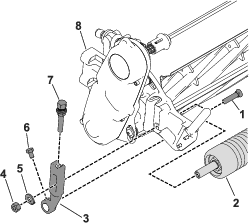
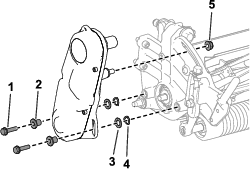
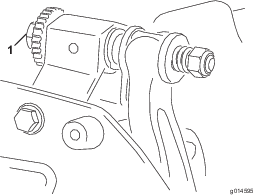
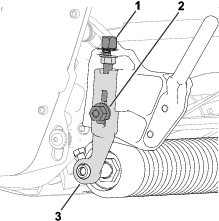
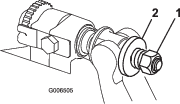
Remove the hardware that secures the reel-drive assembly to the side plate (Figure 5).
-
Remove the reel-drive assembly, flat washers, spring washers, and spacers from the side plate (Figure 5).
-
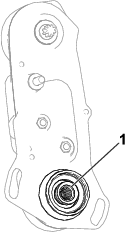
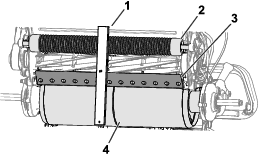
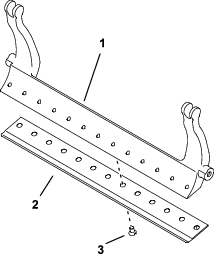
Check the inside of the reel driveshaft (Figure 6) for any remaining grease.
If you do not see a sufficient amount of grease, add more grease to the male and female spline shaft.
-
Use the previously removed socket-head screws, washers, and spacers to secure the reel-drive assembly to the side plate.
-
Install the cutting unit to the traction unit; refer to your traction unit Operator’s Manual.
Adjusting the Bedknife-to-Reel Contact
Adjusting the Bedknife Daily
Prior to mowing each day, or as required, verify proper bedknife-to-reel contact. Perform this procedure even though quality of cut is acceptable.
Note: This procedure can be performed with the cutting unit installed to the traction unit.
-
Shut off the traction-unit engine.
-
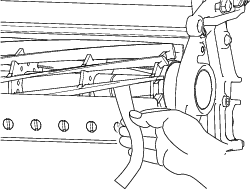
Access the cutting unit by lowering the traction-unit handle to the ground (Figure 7).
-
Slowly rotate the reel in a reverse direction, listening for reel-to-bedknife contact.
-
If no contact is evident, adjust the bedknife as follows
-
Turn the bedbar adjusting screws clockwise (Figure 8), 1 click at a time, until you feel and hear light contact.
Note: The bedbar adjusting screws have detents corresponding to 0.018 mm (0.0007 inch) bedknife movement for each indexed position.
-
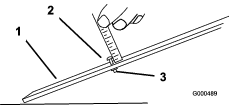
Insert a long strip of cutting performance paper (Toro Part No. 125-5610) between the reel and bedknife, perpendicular to the bedknife (Figure 10), then slowly rotate the reel forward; it should cut the paper; if not, repeat steps 1 and 2 until it does.
-
-
If excessive contact/reel drag is evident, backlap, reface the front of the bedknife, or grind the cutting unit to achieve the sharp edges needed for precision cutting (Refer to the Toro Manual for Sharpening Reel and Rotary Mowers, Form No. 09168SL).
Important: Light contact is preferred at all times. If you do not maintain light contact, the bedknife/reel edges will not sufficiently self-sharpen, and dull cutting edges will result after a period of operation. If you maintain excessive contact, bedknife/reel wear will be accelerated, uneven wear can result, and the quality of cut may decline.
Note: As the reel blades continue to run against the bedknife, a slight burr will appear on the front cutting edge surface along the full length of the bedknife. Occasionally run a file across the front edge to remove this burr to improve cutting.After extended running, a ridge will eventually develop at both ends of the bedknife. Round off these notches or file them flush with the cutting edge of the bedknife to ensure smooth operation.
-
Adjusting the Bedknife to the Reel
Use this procedure during initial cutting-unit setup and after grinding, backlapping, or disassembling the reel. This is not a daily adjustment.
Note: This procedure can be performed with the cutting unit installed to the traction unit.
-
Shut off the traction-unit engine.
-
Access the cutting unit by lowering the traction-unit handle to the ground (Figure 9).
-
Rotate the reel so that 1 of the blades crosses the bedknife edge between the first and second bedknife screw heads located on the right side of the cutting unit.
-
Make an identifying mark on the blade where it crosses the bedknife edge.
Note: This will make later adjustments easier.
-
Insert a 0.05 mm (0.002 inch) shim between the blade and the bedknife edge at the point marked in step 4.
-
Turn the right bedbar adjusting screw (Figure 8) until you feel light pressure on the shim when sliding it side-to-side. Remove the shim.
-
For the left side of the cutting unit, slowly rotate the reel so that the closest blade crosses the bedknife edge between the first and second screw heads.
-
Repeat steps 4 through 6 for the left side of the cutting unit and left bedbar adjusting screw.
-
Repeat steps 5 and 6 until there is light pressure at the contact points on both the left and right sides of the cutting unit.
-
To obtain light contact between the reel and bedknife, turn each bedbar adjusting screw clockwise 3 clicks.
Note: Each click on the bedbar adjusting screw moves the bedknife 0.018 mm (0.0007 inches). Do not over tighten the adjusting screws.Turning the adjusting screw clockwise moves the bedknife edge closer to the reel. Turning the adjusting screw counterclockwise moves the bedknife edge away from the reel.
-
Insert a long strip of cutting performance paper (Toro Part No. 125-5610) between the reel and bedknife, perpendicular to the bedknife (Figure 10), then slowly rotate the reel forward; it should cut the paper; if not, turn each bedbar adjusting screw clockwise 1 clicks and repeat this step until it cuts the paper.
Note: If excessive contact/reel drag is evident, backlap, reface the front of the bedknife, or grind the cutting unit to achieve the sharp edges needed for precision cutting (Refer to the Toro Manual for Sharpening Reel and Rotary Mowers, Form No. 09168SL).
Setting the Cutting Unit to Match Turf Conditions
Use the following tables to determine the proper bedknife and roller that is needed to match your turf conditions. Contact your authorized Toro distributor to acquire additional bedknives and rollers.
Refer to Adjusting the Clip Rate for instructions to set the appropriate clip rate for your turf conditions.
| Part Number | Description | Traction Unit | Height-of-Cut Range | Comments |
| 98-7261 | Microcut | Greensmaster 1018 | 1.57–3.1 mm(0.062–0.125 inch) | Less aggressive |
| 117-1530 | EdgeMax Microcut | Greensmaster 1018 | 1.57–3.1 mm(0.062–0.125 inch) | Standard Greensmaster 1018 |
| 98-7260 | Tournament | Greensmaster 1018 | 3.1–6.0 mm (0.125–0.250 inch) | Less aggressive |
| 117-1532 | EdgeMax Tournament | Greensmaster 1018 | 3.1–6.0 mm (0.125–0.250 inch) | Longer wearing |
| 110-2300 | Extended Microcut | Greensmaster 1018 | 1.57–3.1 mm (0.062–0.125 inch) | Less aggressive |
| 110-2301 | Low Cut | Greensmaster 1018 | 6.0 mm (0.250 inch) and up | More aggressive |
| 139-4318 | Edgemax Short Microcut | Greensmaster 1018 | 1.57–3.1 mm (0.062–0.125 inch) | More aggressive |
| 139-4319 | Edgemax Short Tournament | Greensmaster 1018 | 3.1–6.0 mm (0.125–0.250 inch) | More aggressive |
| 93-4262 | Microcut | Greensmaster 1021 | 1.57–3.1 mm (0.062–0.125 inch) | Less aggressive |
| 115-1880 | EdgeMax Microcut | Greensmaster 1021 | 1.57–3.1 mm (0.062–0.125 inch) | Standard Greensmaster 1021 |
| 93-4263 | Tournament | Greensmaster 1021 | 3.1–6.0 mm (0.125–0.250 inch) | Less aggressive |
| 115-1881 | EdgeMax Tournament | Greensmaster 1021 | 3.1–6.0 mm (0.125–0.250 inch) | Longer wearing |
| 93-4264 | Low Cut | Greensmaster 1021 | 6.0 mm (0.250 inch) and up | More aggressive |
| 108-4302 | Extended Tournament | Greensmaster 1021 | 3.1–6.0 mm (0.125–0.250 inch) | Less aggressive |
| 108-4303 | Extended Microcut | Greensmaster 1021 | 1.57–3.1 mm (0.062–0.125 inch) | Less aggressive |
| 139-4320 | Edgemax Short Microcut | Greensmaster 1021 | 1.57–3.1 mm (0.062–0.125 inch) | More aggressive |
| 139-4321 | Edgemax Short Tournament | Greensmaster 1021 | 3.1–6.0 mm (0.125–0.250 inch) | More aggressive |
| 94-6392 | High Cut | Greensmaster 1021 | 6.0 mm (0.250 inch) and up | Tees |
| 63-8610 | Fairway | Greensmaster 1021 | 8.0 mm (0.310 inch) and up | More aggressive |
| 112-9275 | Microcut | Greensmaster 1026 | Less than 3.1 mm (0.125 inch) | Less aggressive |
| 94-5885 | Tournament | Greensmaster 1026 | 3.1–6.0 mm (0.125–0.250 inch) | Less aggressive |
| 104-2646 | High Cut | Greensmaster 1026 | 6.0 mm (0.250 inch) and up | Tees |
| 93-9015 | Low Cut | Greensmaster 1026 | 6.0 mm (0.250 inch) and up | Standard Greensmaster 1026 |
| 117-1548 | Edgemax Tournament | Greensmaster 1026 | 1.52 to 3.1 mm (0.060 to 0.122) | Longer wearing |
| 139-4322 | Edgemax Short Microcut | Greensmaster 1026 | 1.57–3.1 mm (0.062–0.125 inch) | More aggressive |
| 139-4323 | Edgemax Short Tournament | Greensmaster 1026 | 3.1–6.0 mm (0.125–0.250 inch) | More aggressive |
| 139-4324 | Edgemax Microcut | Greensmaster 1026 | 1.57–3.1 mm (0.062–0.125 inch) | Longer wearing |
| 107-8181 | Fairway | Greensmaster 1026 | 8.0 mm (0.310 inch) and up | More aggressive |
| Part Number | Description | Traction Unit | Material |
| 04804 | Nested Wiehle | Greensmaster 1018 | Aluminum |
| 04814 | Full | Greensmaster 1018 | Aluminum |
| 04148 | Long Front Narrow Wiehle | Greensmaster 1018 | Aluminum |
| 04805 | Nested Wiehle | Greensmaster 1021 | Aluminum |
| 04815 | Full | Greensmaster 1021 | Aluminum |
| 04825 | Wide Wiehle | Greensmaster 1021 | Aluminum |
| 04141 | Long Front Narrow Wiehle | Greensmaster 1021 | Aluminum |
| 04249 | Split Full | Greensmaster 1021 | Steel |
| 04250 | Split Narrow Wiehle | Greensmaster 1021 | Aluminum |
| 04267 | Paspalum | Greensmaster 1021 | Aluminum |
| 04806 | Nested Wiehle | Greensmaster 1026 | Aluminum |
| 04816 | Full | Greensmaster 1026 | Aluminum |
| 04826 | Wide Wiehle | Greensmaster 1026 | Aluminum |
| 04146 | Long Front Narrow Wiehle | Greensmaster 1026 | Aluminum |
| 139-4345 | Split Full | Greensmaster 1026 | Steel |
| 139-4350 | Split Narrow Wiehle | Greensmaster 1026 | Aluminum |
Note: Each roller has a 63.5 mm (2.5 inch) diameter.
Performing the Height-of-Cut Adjustment
Set the height of cut to the desired height using a height-of-cut gauge, and ensure that your cutting unit is equipped with a bedknife that is best suited for your desired height of cut; refer to Setting the Cutting Unit to Match Turf Conditions.
Adjusting the Height-of-Cut Gauge
Before adjusting the height of cut, set the height-of-cut gauge as follows:
-
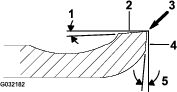
Loosen the nut on the gauge bar and set the adjusting screw to the desired height of cut (Figure 11).
Note: The distance between the bottom of the screw head and the face of bar is the height of cut.
-
Tighten the nut.
Adjusting the Height of Cut
-
Loosen the locknuts that secure the height-of-cut arms to the cutting-unit side plates (Figure 12).
-
Hook the screw head of the height-of-cut gauge onto the right side of the cutting edge of the bedknife and rest the rear end of the bar onto the traction drum (Figure 13).
-
Rotate the adjusting screw until the roller contacts the front of the gauge bar.
-
Repeat steps 2 and 3 for the left side.
-
Adjust both ends of the roller until the entire roller is parallel to the bedknife.
Important: When set properly, the roller and traction drum will contact the gauge bar and the screw will be snug against the bedknife. This ensures that the height of cut is identical at both ends of the bedknife.
-
Tighten the nuts to secure the adjustment enough to remove play from the washer.
-
Verify that the height-of-cut setting is correct; repeat this procedure if necessary.
-
For a height of cut greater than 8 mm (0.312 inch), position the traction-unit drum in the HIGH position; refer to your machine Operator’s Manual.
-
For a height of cut greater than 16 mm (0.625 inch), install the High Height-of-Cut Kit. Contact your authorized Toro distributor to acquire this kit.
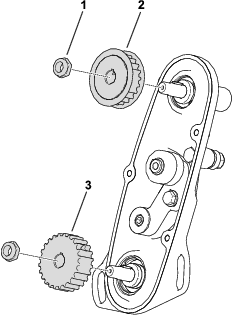
Adjusting the Clip Rate
The clip rate is determined by the following machine settings:
-
Reel speed: The reel speed can be adjusted to a high or low setting; refer to your traction unit Operator’s Manual.
-
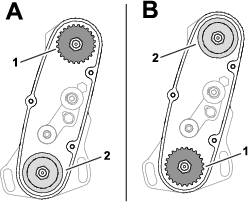
Reel-drive-pulley position: The reel-drive pulleys (22-tooth and 24-tooth) can be set in 2 positions:
Note: The pulley position is set to the LOW position from the factory.
To adjust the position of the pulleys, refer to the following steps:
-
Remove the belt cover to expose the belt (Figure 15).
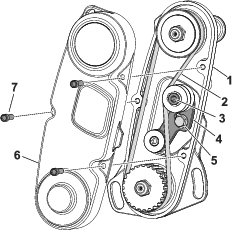
-
Loosen the idler-arm bolt and rotate the idler arm (Figure 15) to release tension on the belt.
-
Remove the belt (Figure 15).
-
Loosen the nut on each pulley, remove the pulleys, and use the nuts to install the pulleys in your desired configuration.
-
Torque the pulley nuts to 37 to 45 N∙m (27 to 33 ft-lb)
-
Install the belt and tension the belt by applying 4 to 5 N∙m (35 to 40 in-lb) to the idler-arm internal hex shown in Figure 15.
-
Tighten the idler-arm bolt and install the belt cover.
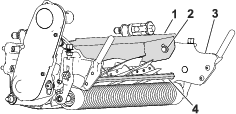
Adjusting the Grass Shield
Adjust the grass shield to ensure that the clippings are cleanly discharged from the reel area, as follows:
Note: The shield is adjustable to compensate for changes in turf conditions. Adjust the shield closer to the reel when the turf is extremely dry. By contrast, adjust the shield further away from the reel when the turf conditions are wet. The shield should be parallel to the reel to ensure optimum performance. Adjust it after the reel is sharpened on a reel grinder.
-
Loosen the screws that secure the grass shield (Figure 17) to the cutting unit.
-
Insert a 1.5 mm (0.060 inch) feeler gauge between the top of the reel and the shield, then tighten the screws.
Important: Ensure that the shield and reel are an equal distance apart across the entire reel.
Note: Adjust the gap as needed for your turf conditions.
Servicing the Bedbar
Only a properly trained mechanic should service the bedbar and bedknife to prevent damage to the reel, bedbar, or bedknife. Ideally, take the cutting unit to your authorized Toro distributor for service. Refer to the Service Manual for your traction unit for complete instructions, special tools, and diagrams for servicing the bedknife. Should you ever need to remove or assemble the bedbar yourself, instructions are provided below, as are the specifications for servicing the bedknife.
Important: Always follow the bedknife procedures detailed in your Service Manual when servicing the bedknife. Failure to install and grind the bedknife correctly can lead to damage to the reel, bedbar, or bedknife.
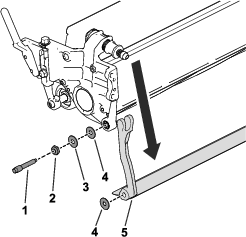
Removing the Bedbar
-
Turn the bedbar adjusting-screw counterclockwise to back the bedknife away from the reel (Figure 18).
-
Back out the spring-tension nut until the washer is no longer tensioned against the bedbar (Figure 18).
-
On each side of the machine, loosen the locknut shown in Figure 19.
-
Remove each bedbar bolt, allowing the bedbar to be pulled downward and removed from the cutting unit (Figure 19).
Account for the 2 steel washers and 1 plastic washer on each end of the bedbar (Figure 19).
Installing the Bedbar
-
Install the bedbar, positioning the mounting ears between the washers and the bedbar-adjusting screw (Figure 18).
-
Secure the bedbar to each side plate with the bedbar bolts (nuts on bolts) and 3 washers (6 total).
-
Position a nylon washer on each side of the side-plate boss. Place a steel washer outside each of the nylon washers (Figure 19).
-
Torque the bedbar bolts to 27 to 36 N∙m (240 to 320 inch-lb).
-
Tighten the locknuts until you remove the end play from steel washers, but you are able to rotate them by hand. The washers on the inside may have a gap.
Important: Do not overtighten the locknuts or they will deflect the side plates.
-
Tighten the spring tension nut until the spring is collapsed, then back it off 1/2 turn (Figure 20).
-
Adjust the bedknife to the reel; refer to Adjusting the Bedknife to the Reel.
Servicing the Bedknife
Installing the Bedknife
-
Remove the rust, scale, and corrosion from the bedbar surface and apply a thin layer of oil to the bedbar surface.
-
Clean the screw threads.
-
Apply anti-seize compound to the screws and install the bedknife to the bedbar.
-
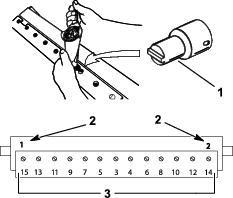
Torque the 2 outer screws to 1 N∙m (10 in-lb).
-
Working from the center of the bedknife, torque the screws to 23 to 28 N∙m (200 to 250 in-lb).
-
Grind the bedknife.
Preparing the Reel for Grinding
-
Ensure that all cutting unit components are in good condition and correct any issues before grinding.
-
Follow the reel grinder manufacturer’s instructions to grind the cutting reel to the following specifications.
Reel Grinding Specifications New Reel Diameter 128.5 mm (5.06 inches) Reel Diameter Service Limit 114.3 mm (4.5 inches) Blade Relief Angle 30° ± 5° Blade Land Width 1.0 mm (0.04 inches) Blade Land Width Range .8 to 1.2 mm (0.03 to 0.05 inches) Reel Diameter Taper Service Limit 0.25 mm (0.01 inch)
Relief-Grinding the Reel
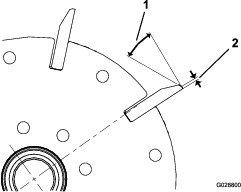
The new reel has a land width of 1.3 to 1.5 mm (0.030 to 0.050 inch) and a 30° relief grind.
When the land width gets larger than 3 mm (0.120 inch) wide, do the following:
-
Apply a 30° relief grind on all reel blades until the land width is 1.3 mm (0.050 inch) wide (Figure 23.
-
Spin grind the reel to achieve <0.025 mm (0.001 inch) reel run-out.
Note: This causes the land width to grow slightly.
-
Adjust the cutting unit; refer to your cutting unit Operator’s Manual.
Note: To extend the longevity of the sharpness of the edge of the reel and the bedknife—after grinding the reel and/or the bedknife—check the reel to bedknife contact again after cutting 2 greens, as any burrs will be removed. Burrs may create improper reel to bedknife clearance, which can accelerate wear.
Bedknife Grinding Specifications
| Standard bedknife relief angle | 3° minimum |
| Extended bedknife relief angle | 7° minimum |
| Front Angle Range | 13° to 17° |
Checking the Top Grind Angle
The angle that you use to grind your bedknives is very important.
Use the angle indicator (Toro Part No. 131-6828) and the angle-indicator mount (Toro Part No. 131-6829) to check the angle that your grinder produces and then correct for any grinder inaccuracy.
-
Place the angle indicator on the bottom side of the bedknife as shown in Figure 25.
-
Press the Alt Zero button on the angle indicator.
-
Place the angle-indicator mount on the edge of the bedknife so that the edge of the magnet mates with the edge of the bedknife (Figure 26).
Note: The digital display should be visible from the same side during this step as it was in step 1.
-
Place the angle indicator on the mount as shown in Figure 26.
Note: This is the angle that your grinder produces, and should be within 2 degrees of the recommended top grind angle.
Backlapping the Cutting Unit
To backlap the cutting unit, use the Access Backlap Kit (Model No. 139-4342) or the Backlap Kit (Model No. 04800); refer to the operating instructions in the kit Installation Instructions. Contact your authorized Toro distributor to acquire one of these kits.