



维护
滚刀组润滑
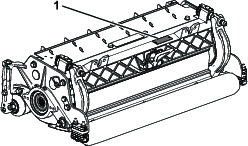
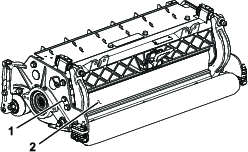
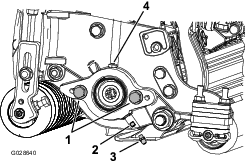
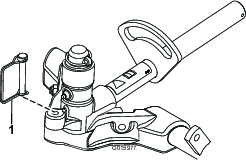
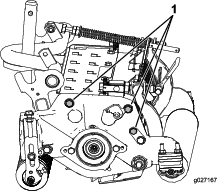
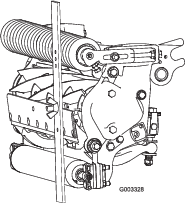
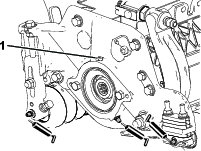
每个滚刀组带有 5 个黄油嘴(图 24),必须定期使用 2 号锂基润滑脂润滑。
前滚筒和后滚筒各有 2 个润滑点,滚刀马达花键有 1 个润滑点。
Note: 冲洗之后应立即润滑滚刀组,有助于将水清理出轴承,并延长轴承寿命。
-
使用干净的抹布擦拭每个黄油嘴。
-
涂抹润滑脂,直至滚筒密封件和轴承释放阀外面看得到润滑脂。
-
擦掉多余的润滑脂。
铲磨滚刀
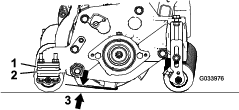
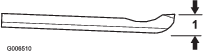
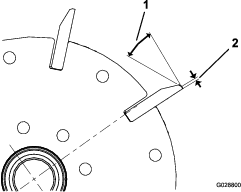
新滚刀的棱面宽度为 1.3~1.5mm,铲磨角度为 30 度。
当棱面宽度大于 3mm 时,请执行以下步骤:
-
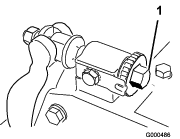
对所有滚刀棱面进行 30° 铲磨,直至棱面宽度达到 1.3mm(图 25)。
-
旋转打磨滚刀直至达到 <0.025mm 滚刀跳动。
Note: 这可能导致棱面宽度轻微增加。
Note: 为更长时间保持滚刀和底刀刀缘的锐度——研磨滚刀和/或底刀之后——在修剪 2 个球道之后应再次检查滚刀与底刀的接触情况,由于任何毛刺都要被去除,这可能导致不当的滚刀到底刀间隙,从而加速磨损。
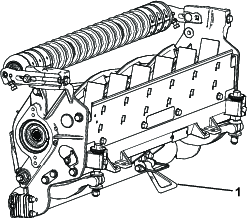
维护底刀
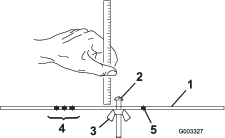
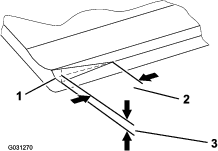
底刀使用极限列于下图中。
Important: 在使用极限以下使用带底刀的滚刀组,造成的影响可能包括导致剪后外观欠佳,并降低底刀结构的完整性。
| 底刀使用极限图 | ||||
| 底刀 | 零件号 | 底刀刃高度 | 使用极限* | 研磨角度顶面角∕前角 |
| 低剪(可选) | 120~1641(69cm)120-1642(81cm) | 5.6mm | 4.8mm | 10/5 度 |
| EdgeMax® (可选) | 112~8910(69cm)112-8956(81cm) | 6.9mm | 4.8mm | 10/5 度 |
| 标配(生产) | 114~9388(69cm)114~9389(81cm) | 6.9mm | 4.8mm | 10/5 度 |
| 重载(可选) | 114~9390(69cm)114-9391(81cm) | 9.3mm | 4.8mm | 10/5 度 |
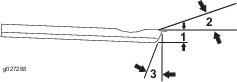
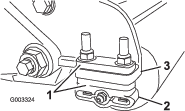
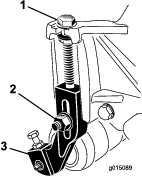
Note: 请参看底刀底部,了解所有底刀维修限值衡量参数(图 27)。
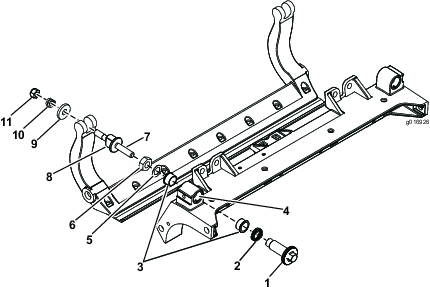
维护底刀架
拆除底刀架
维护 HD 双点调节器 (DPA)
-
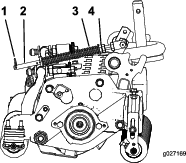
拆除所有零件(请参阅 HD DPA 套件(型号 120–7230)安装说明和图 34)。
-
将防粘剂涂抹到滚刀组承载架的轴套区内侧(图 34)。
-
将凸缘轴套上的键与机架的槽对准,然后安装轴套(图 34)。
-
将一个波形垫圈安装到调节器轴上,然后将调节器轴滑入滚刀组机架中的凸缘轴套内(图 34)。
-
用扁平垫圈和锁紧螺母固定调节器轴(图 34)。上紧锁紧螺母扭矩至 20~27N·m。
Note: 底刀架调节器轴采用左旋螺纹。
-
将防粘剂涂抹到安装在调节器轴中的底刀架调节器螺丝的螺纹上。
-
将底刀架调节器螺丝旋入调节器轴。
-
将硬化垫圈、弹簧和弹簧加压螺母宽松地安装到调节器螺丝上。
-
安装底刀架,将安装吊耳固定在垫圈与底刀架调节器之间。
-
使用底刀架螺栓(螺栓上带有螺母)和 6 个垫圈将底刀架固定在两个侧板上。
Note: 将尼龙垫圈放在侧板凸起的两侧。 在两个尼龙垫圈的外侧各放一个钢垫圈(图 34)。 上紧底刀架螺栓扭矩至 37~45N·m。拧紧锁紧螺母,直至外部钢垫圈停止旋转且两侧不再松动,但不要拧得过紧或导致侧板变形。内侧的垫圈可能有空隙。
-
旋紧每个底刀架调节器组件上的螺母,直到加压弹簧完全压紧,然后往回松开 1/2 圈(图 34)。
-
对滚刀组的另一端重复相同的步骤。
-
调节底刀与滚刀。
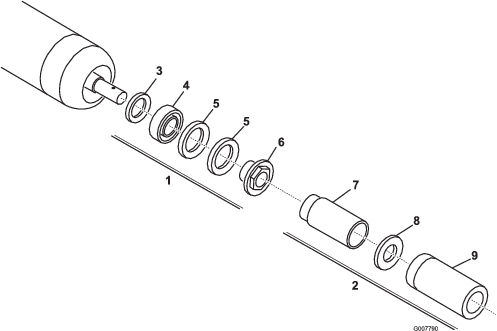
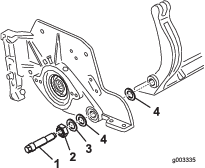
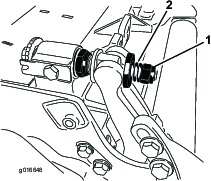
维护滚筒
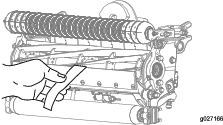
维护滚筒可以使用滚筒翻新套件(零件号 114–5430)和滚筒翻新工具套件(零件号 115–0803)(图 35)。滚筒翻新套件包括翻新滚筒所需的所有轴承、轴承螺母、内密封件和外密封件。滚筒翻新工具箱包括使用滚筒翻新套件翻新滚筒所需的所有工具和安装说明。请参阅您的零件目录,或联系您的 Toror 授权经销商寻求帮助。