



Entretien
Graissage du plateau de coupe
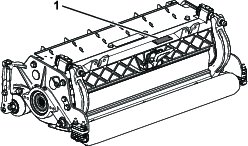
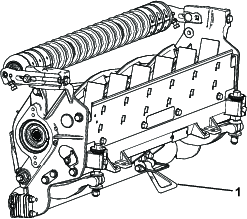
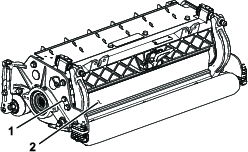
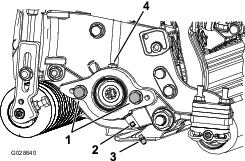
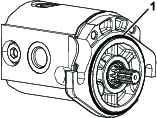
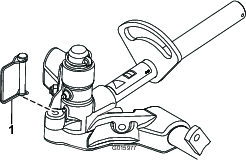
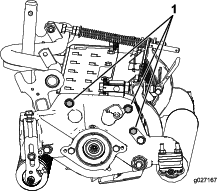
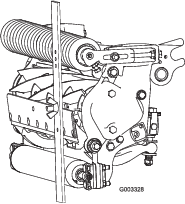
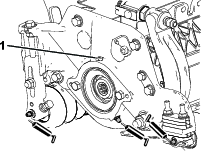
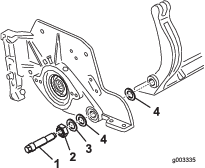
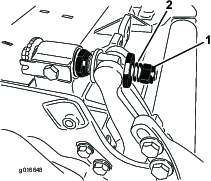
Chaque plateau de coupe comporte 5 graisseurs (Figure 24) qu'il faut lubrifier régulièrement avec de la graisse au lithium nº 2.
Les points de graissage sont : le rouleau avant (2), le rouleau arrière (2) et les cannelures de moteur de cylindre (1).
Note: Lubrifiez les plateaux de coupe immédiatement après chaque lavage pour éliminer l'eau des roulements et ainsi prolonger leur vie.
-
Essuyez chaque graisseur avec un chiffon propre.
-
Appliquez de la graisse jusqu'à ce qu'elle ressorte propre par les joints des rouleaux et le clapet de décharge du roulement.
-
Essuyez l'excédent de graisse.
Détalonnage à la meule du cylindre
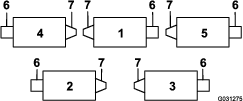
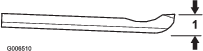
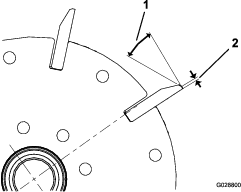
Le nouveau cylindre a une largeur de facette de 1,3 à 1,5 mm et un angle de dépouille de 30 degrés.
Lorsque la largeur de facette dépasse 3 mm, procédez comme suit :
-
Créez un angle de dépouille de 30 degrés sur toutes les lames de cylindre jusqu'à obtention d'une facette de 1,3 mm de largeur (Figure 25).
-
En tournant, meulez le cylindre afin d'obtenir un faux-rond <0,025 mm.
Note: Cela a pour effet d'augmenter légèrement la largeur de la facette.
Note: Pour prolonger la qualité du tranchant du bord du cylindre et de la contre-lame, après meulage de l'un et/ou de l'autre, vérifiez le contact cylindre/contre-lame après 2 tontes de fairways ; les bavures auront été éliminées, ce qui peut affecter le jeu entre le cylindre et la contre-lame et accélérer l'usure.
Entretien de la contre-lame
Les limites de service de la contre-lame sont indiquées dans le tableau suivant.
Important: Si vous utilisez le plateau de coupe alors que la contre-lame est en-dessous de la limite de service, la finition pourra en souffrir et l'intégrité structurelle de la contre-lame aux impacts sera réduite.
| Tableau des limites de service de la contre-lame | ||||
| Contre-lame | Réf. | Hauteur de lèvre de la contre-lame | Limite de service* | Angles de meulageAngles supérieur/avant |
| Basse hauteur de coupe (option) | 120–1641 (69 cm)120–1642 (81 cm) | 5,6 mm | 4,8 mm | 10/5 degrés |
| EdgeMax® (option) | 112-8910 (69 cm)112-8956 (81 cm) | 6,9 mm | 4,8 mm | 10/5 degrés |
| Standard (Production) | 114-9388 (69 cm)114-9389 (81 cm) | 6,9 mm | 4,8 mm | 10/5 degrés |
| Renforcée (option) | 114-9390 (69 cm)114-9391 (81 cm) | 9,3 mm | 4,8 mm | 10/5 degrés |
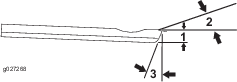
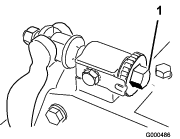
Note: Toutes les mesures de limite de service renvoient au bas de la contre-lame (Figure 27).
Contrôle de l'angle de meulage supérieur
L'angle utilisé pour meuler les contre-lames est très important.
Utilisez l'indicateur d'angle (réf. Toro 131-6828) et le support d'indicateur d'angle (réf. Toro 131-6829) pour contrôler l'angle produit par la meule, puis contrôler toute erreur.
-
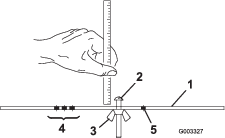
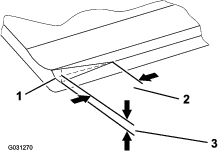
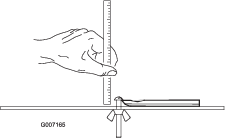
Placez l'indicateur d'angle sur le côté inférieur de la contre-lame, comme montré à la Figure 28.
-
Appuyez sur la touche « Alt Zero » de l'indicateur d'angle.
-
Placez l'indicateur d'angle sur le bord de la contre-lame, de manière à adapter le bord de l'aimant avec le bord de la contre-lame (Figure 29).
Note: L'affichage numérique doit être visible durant cette opération du même côté que lors de l'opération 1.
-
Placez l'indicateur d'angle sur le support, comme montré à la Figure 29.
Note: Il s'agit de l'angle produit par la meule ; il doit se situer à 2 degrés ou moins de l'angle de meulage supérieur recommandé.
Entretien de la barre d'appui
Dépose de la barre d'appui
-
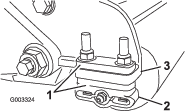
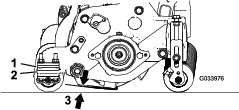
Tournez les vis de réglage de la barre d'appui dans le sens antihoraire pour éloigner la contre-lame du cylindre (Figure 30).
-
Faites sortir l'écrou de tension du ressort jusqu'à ce que la rondelle ne soit plus tendue contre la barre d'appui (Figure 30).
-
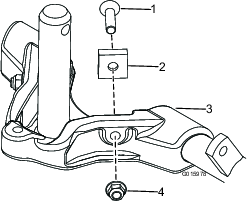
De chaque côté de la machine, desserrez le contre-écrou de fixation du boulon de la barre d'appui (Figure 31).
-
Retirez les boulons de la barre d'appui afin de pouvoir abaisser la barre et la déposer du boulon de la machine (Figure 31).
Note: Mettez de côté 2 rondelles en nylon et 1 rondelle en acier estampé à chaque extrémité de la barre d'appui (Figure 32).
Assemblage de la barre d'appui
-
Montez la barre d'appui en positionnant les languettes de montage entre la rondelle et la vis de réglage de la barre.
-
Fixez la barre d'appui sur chaque plaque latérale au moyen des boulons (munis d'écrous) et des 6 rondelles.
Note: Placez une rondelle en nylon de chaque côté du bossage de la plaque latérale. Placez une rondelle en acier à l'extérieur de chaque rondelle en nylon (Figure 32).
-
Serrez les boulons de la barre d'appui à un couple de 37 à 45 N·m.
Note: Serrez les contre-écrous jusqu'à ce que les rondelles d'acier extérieures cessent de tourner et que le jeu axial soit supprimé, mais ne serrez pas excessivement et ne faites pas fléchir les plaques latérales. Les rondelles peuvent présenter un espace à l'intérieur.
-
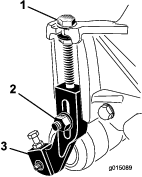
Serrez l'écrou de tension du ressort jusqu'à ce que les spires soient jointives, puis desserrez-le de ½ tour (Figure 33).
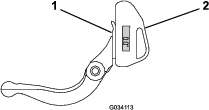
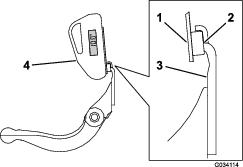
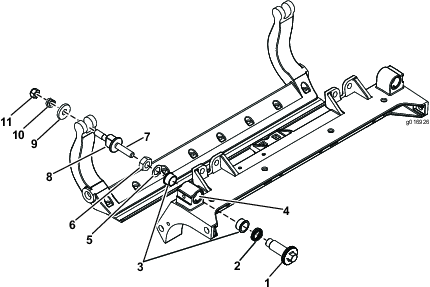
Entretien des dispositifs de réglage double point (DPA) renforcés
-
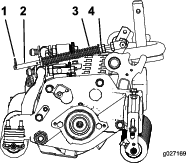
Déposez toutes les pièces (voir les Instructions d'installation du kit DPA renforcé, modèle n° 120-7230 et Figure 34).
-
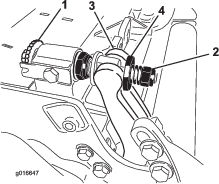
Appliquez du produit antigrippant à l'intérieur du logement des bagues sur le bâti porteur du plateau de coupe (Figure 34).
-
Alignez les clavettes des bagues à embase sur les fentes dans le cadre, et mettez les bagues en place (Figure 34).
-
Posez une rondelle ondulée sur l'axe de réglage et insérez l'axe dans les bagues à embase sur le cadre du plateau de coupe (Figure 34).
-
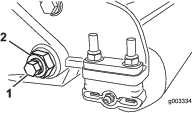
Fixez l'axe de réglage avec une rondelle plate et un contre-écrou (Figure 34). Serrez le contre-écrou à un couple de 20 à 27 N·m.
Note: L'axe de réglage de la barre d'appui est doté d'un filetage à gauche.
-
Appliquez du produit antigrippant sur le filetage de la vis de réglage de la barre d'appui qui se visse dans l'axe de réglage.
-
Vissez la vis de réglage de la barre d'appui dans l'axe de réglage.
-
Posez la rondelle ondulée, le ressort et l'écrou de tension du ressort sans les serrer sur la vis de réglage.
-
Montez la barre d'appui en positionnant les languettes de montage entre la rondelle et la vis de réglage de la barre.
-
Fixez la barre d'appui sur chaque plaque latérale au moyen des boulons (munis d'écrous) et des 6 rondelles.
Note: Placez une rondelle en nylon de chaque côté du bossage de la plaque latérale. Placez une rondelle en acier à l'extérieur de chaque rondelle en nylon (Figure 34). Serrez les boulons de la barre d'appui à un couple de 37 à 45 N·m. Serrez les contre-écrous jusqu'à ce que les rondelles d'acier extérieures cessent de tourner et que le jeu axial soit supprimé, mais ne serrez pas excessivement et ne faites pas fléchir les plaques latérales. Les rondelles peuvent présenter un espace à l'intérieur.
-
Serrez l'écrou sur chaque vis de réglage de la barre d'appui jusqu'à ce que le ressort de compression soit complètement comprimé, puis desserrez l'écrou de ½ tour (Figure 34).
-
Répétez la procédure de l'autre côté du plateau de coupe.
-
Réglez la contre-lame par rapport au cylindre.
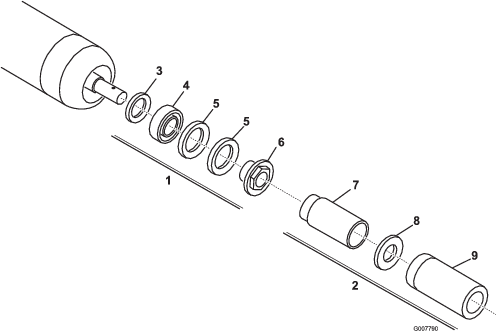
Entretien du rouleau
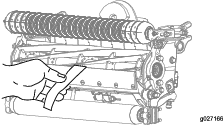
Le kit de reconstruction de rouleau (réf. 114-5430) et le kit d'outillage pour reconstruction de rouleau (réf. 115-0803) (Figure 35) sont disponibles pour l'entretien du rouleau. Le kit de remise à neuf comprend tous les roulements, écrous de roulements, joints internes et externes nécessaires à la remise à neuve d'un rouleau. Le kit trousse à outils comprend tous les outils et instructions de montage nécessaires à la reconstruction d'un rouleau avec le kit de reconstruction. Consultez le catalogue de pièces ou adressez-vous à votre distributeur Toro agréé.