
 ). Symbolen
betyder Var försiktig, Varning eller Fara – anvisning om
personsäkerhet. Underlåtenhet att följa anvisningarna
kan leda till personskador eller dödsfall.
). Symbolen
betyder Var försiktig, Varning eller Fara – anvisning om
personsäkerhet. Underlåtenhet att följa anvisningarna
kan leda till personskador eller dödsfall.


Underhåll
Komma åt klippenheten
Kom åt underkniven och cylindern för underhåll på följande sätt:
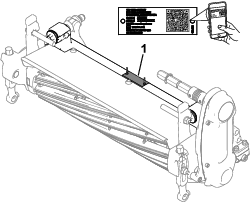
Kontrollera cylinderdrivningsaxelns smörjpunkt
| Underhållsintervall | Underhållsförfarande |
|---|---|
| Årligen |
|
-
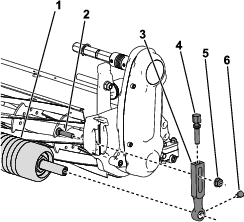
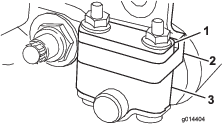
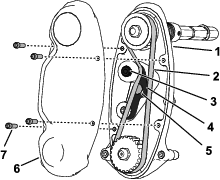
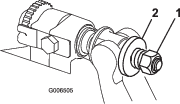
Ta bort fästelementen som fäster cylinderdrivsatsen vid sidoplåten (Figur 6).
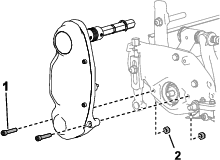
-
Ta bort muttrarna från sidoplåtens insida (Figur 6).
-
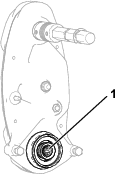
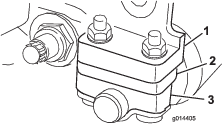
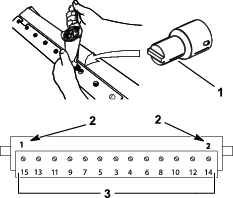
Kontrollera om det finns något fett kvar på cylinderdrivningsaxelns insida (Figur 7).
Om du ser att det inte finns tillräckligt med fett ska du tillsätta fett till de räfflade han- och honkilspårsaxlarna.
-
Använd insexskruvarna och muttrarna som du tog bort tidigare för att fästa cylinderdrivsatsen på sidoplåten.
-
Montera klippenheten på traktorenheten. Se traktorenhetens bruksanvisning.
Justera understålets kontakt med cylindern
Justera understålet dagligen
Säkerställ korrekt kontakt mellan understål och cylinder före klippningen varje dag (eller så ofta som behövs). Denna kontroll ska genomföras även om klippkvaliteten är acceptabel.
Note: Detta förfarande kan utföras när klippenheten finns monterad på traktorenheten.
-
Stäng av traktorenheten.
-
Kom åt klippenheten. Se Komma åt klippenheten.
-
Rotera långsamt cylindern i motsatt riktning och lyssna efter kontakten mellan cylindern och understålet.
-
Om du inte upptäcker någon kontakt justerar du understålet enligt nedan
-
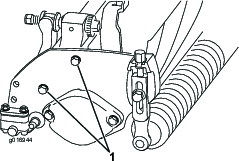
Vrid underknivsstångens justerskruvar medurs (Figur 8), ett klick i taget, tills du känner och hör att delarna precis vidrör varandra.
Note: Underknivsstångens justerskruvar har klicklägen och varje klickläge motsvarar 0,018 mm förflyttning av understålet.
-
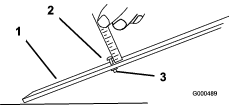
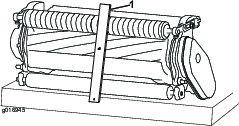
För in en lång remsa av klipprestandapapper (Toro-artikelnr 125-5610) mellan cylindern och understålet, i rät vinkel mot understålet (Figur 9). Rotera cylindern långsamt framåt. Den ska klippa papperet, annars upprepar du steg 1 och 2 tills den gör det.
-
-
Om kontakten/cylindern släpar för mycket slipar du om framsidan av understålet eller fräser klippenheten för att få de vassa eggar som krävs för finklippning (se Toros bruksanvisning för slipning av cylinder- och rotorklippare, formulärnr 09168SL).
Important: Det är bäst om delarna precis vidrör varandra. Om inte understålet/cylinderkanterna precis vidrör varandra kommer delarna inte att självslipas tillräckligt och då blir skäreggarna slöa efter en tids användning. Om delarna har för mycket kontakt kommer understålet/cylindern att slitas snabbare, vilket kan leda till ojämnt slitage och försämrad klippkvalitet.
Note: För eFlex-klippenheter har kontakten mellan cylindern och understålet stor påverkan på energiförbrukningen. Det är bäst för klipprestanda och batteriförbrukning om delarna precis vidrör varandra.
Note: Allteftersom cylinderbladen fortsätter att löpa längs understålet kan sliprester (skägg) uppstå framtill på skäreggens yta, längs med hela understålet. Dra en fil längs eggen då och då för att ta bort skägg och förbättra klippningen.När gräsklipparen har använts en längre tid uppstår till slut en räffla på bägge ändar av understålet. Dessa skåror måste rundas av eller filas jämna med understålets skäregg för att säkerställa jämn drift.
-
Justera understålet efter fräsning, slipning eller demontering
Följ de här anvisningarna när du ställer in klippenheten för första gången och efter fräsning, slipning eller demontering av cylindern. Detta är inte en daglig justering.
Note: Detta förfarande kan utföras när klippenheten finns monterad på traktorenheten.
Note: För eFlex-klippenheter har kontakten mellan cylindern och understålet stor påverkan på energiförbrukningen. Det är bäst för klipprestanda och batteriförbrukning om delarna precis vidrör varandra.
-
Stäng av traktorenheten.
-
Kom åt klippenheten. Se Komma åt klippenheten.
-
Rotera cylindern så att ett av knivbladen korsar understålets egg mellan understålets första och andra skruvhuvud på högra sidan av klippenheten.
-
Gör en markering på knivbladet där det korsar understålets egg.
Note: Det förenklar efterföljande justeringar.
-
För in mellanlägget (0,05 mm) mellan knivbladet och understålets egg vid markeringen som gjordes i steg 4.
-
Vrid den högra underknivsstångens justerskruv (Figur 8) tills du känner ett lätt tryck i mellanlägget när du drar det från sida till sida. Ta bort mellanlägget.
-
Rotera cylindern så att det närmaste knivbladet korsar understålets egg mellan det första och andra skruvhuvudet på vänstra sidan av klippenheten.
-
Upprepa steg 4 till 6 för vänster sida av klippenheten och den vänstra underknivsstångens justerskruv.
-
Upprepa steg 5 och 6 tills kontaktpunkterna på både vänster och höger sida av klippenheten precis vidrör varandra.
-
För att cylindern och understålet precis ska vidröra varandra ska du vrida respektive underknivsstångs justerskruv tre klick medurs.
Note: För varje klick på understålets justerskruv flyttas understålet 0,018 mm. Dra inte åt justerskruvarna för hårt.Understålets egg förs närmare cylindern när understålets justerskruv vrids medsols. Understålets egg förs bort från cylindern när understålets justerskruv vrids moturs.
-
För in en lång remsa av klipprestandapapper (Toro-artikelnr 125-5610) mellan cylindern och understålet, i rät vinkel mot understålet (Figur 9). Rotera cylindern långsamt framåt. Den ska klippa papperet, annars vrider du alla underknivsstångens justerskruvar medurs ett klick och upprepar detta steg tills den gör det.
Note: Om det förekommer överdrivet kraftig kontakt eller cylindern släpar för mycket kan du slipa om framsidan av underkniven eller fräsa klippenheten för att få de vassa eggar som krävs för finklippning (se Toros bruksanvisning för slipning av cylinder- och rotorklippare, formulärnr 09168SL).
Ställa in klippenheten efter gräsförhållandena
Använd nedanstående tabell för att fastställa vilken underkniv som krävs för gräsförhållandena. Kontakta en auktoriserad Toro-återförsäljare om du behöver ytterligare underknivar och rullar.
Se Välja klipphastighet för anvisningar om hur du ställer in den korrekta klipphastigheten för dina gräsförhållanden.
| Diagram med rekommenderad understål/klipphöjd | |
| Understål | Klipphöjd |
| Edgemax finklippning (standard) | 1,5–4,7 mm |
| Edgemax Tournament (tillval) | 3,1–12,7 mm |
| Finklippning (tillval) | 1,5–4,7 mm |
| Tournament (tillval) | 3,1–12,7 mm |
| Förlängd finklippning (tillval) | 1,5–4,7 mm |
| Förlängd Tournament (tillval) | 3,1–12,7 mm |
| Låg klipphöjd (tillval) | 4,7–25,4 mm |
Justera klipphöjden
Ställ in klipphöjden i önskat läge med en klipphöjdsmätare och se till att klippenheten är utrustad med den understål som bäst är anpassad för den önskade klipphöjden. Se Ställa in klippenheten efter gräsförhållandena.
Justera den bakre rullens höjd
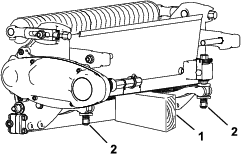
Beroende på önskad klipphöjd ska du justera de bakre rullfästena (Figur 10 eller Figur 11) till den höga eller låga positionen:
-
Placera distansbrickan över sidoplåtens monteringsfläns (fabriksinställning) när klipphöjdsinställningarna ligger inom området 1,5–6 mm enligt Figur 10.
-
Placera distansbrickan under sidoplåtens monteringsfläns när klipphöjdsinställningarna ligger inom området 3–25 mm enligt Figur 11.
-
Höj klippenhetens bakdel och placera en kloss under understålet.
-
Lossa de två muttrarna som håller fast rullfästena och distansbrickorna på sidoplåtarnas monteringsflänsar.
-
Sänk rullen och skruvarna från sidoplåtens monteringsflänsar och distansbrickor.
-
Placera distansbrickorna på skruvarna ovanför eller nedanför rullfästena efter behov (Figur 10 eller Figur 11).
-
Fäst rullfästet och distansbrickorna på undersidan av monteringsflänsarna igen med de muttrar som du tog bort tidigare.
-
Kontrollera att kontakten mellan understålet och cylindern är korrekt. Tippa klipparen för att exponera främre och bakre rullar och understålet.
Note: Den bakre rullens läge i förhållande till cylindern kontrolleras av de sammansatta komponenternas maskintoleranser och parallelljustering är inte nödvändig. Du kan göra vissa justeringar genom att ställa klippenheten på en golvplatta och lossa sidoplåtens fästskruvar (Figur 12). Justera skruvarna och dra åt dem när du är klar.
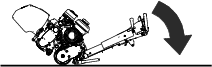
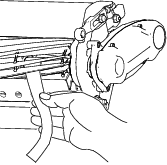
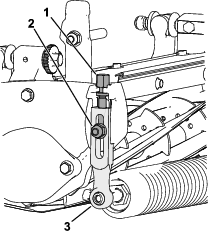
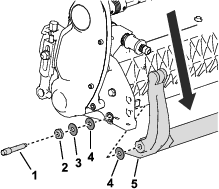
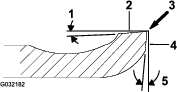
Important: När du behöver tippa klippenheten för att komma åt understålet eller cylindern ska du stötta upp klippenhetens bakdel så att muttrarna på bakre delen av underknivsstångens justerskruvar inte vilar mot arbetsytan (Figur 4).
Justera klipphöjdsmätaren
Innan du justerar klipphöjden ställer du in klipphöjdsmätaren på följande sätt:
-
Lossa muttern på mätstången och ställ in justerskruven på önskad klipphöjd (Figur 13).
Note: Avståndet mellan skruvhuvudets nedersta del och stångens ovansida är lika med klipphöjden.
-
Dra åt muttern.
Justera klipphöjden
Den här klippenheten levereras som standard med Edgemax-underkniv för finklippning och standardunderknivsstång. Den faktiska klipphöjden beror på tidigare klipparkonfigurationer och på gräsförhållandena (dvs. rulltyp, avståndet bakom mittlinjen för understålet, mjukt eller hårt gräsunderlag och säsongsbetonade krav). Ställ till en början in klipphöjden så att den är 0,25–0,38 mm högre än den föregående greenklipparinställningen, och justera efter aktuella förhållanden.
Note: För klipphöjder över 13 mm ska du montera satsen för hög klipphöjd.
Se Ställa in klippenheten efter gräsförhållandena för att fastställa vilken underkniv som lämpar sig bäst för den önskade klipphöjden.
-
Lossa de låsmuttrar som håller fast klipphöjdsarmarna på klippenhetens sidoplåtar (Figur 14).
-
Haka på klipphöjdsmätstångens skruvhuvud på höger sida av underknivens skäregg och vila stångens bakände mot den bakre rullen (Figur 15).
-
Vrid justeringsskruven tills rullen kommer i kontakt med den främre delen av mätstången.
-
Upprepa steg 2 och för vänster sida.
-
Justera båda ändar av rullen tills hela rullen är parallell med understålet.
Important: Vid korrekt inställning är de bakre och främre rullarna i kontakt med mätstången och skruven sitter tätt mot understålet. På så sätt blir klipphöjden identisk i båda ändar av understålet.
-
Dra åt låsmuttrarna på klipphöjdsarmarna för att fästa justeringen så mycket att spelet från brickan avlägsnas.
-
Kontrollera att klipphöjden är korrekt. Upprepa proceduren vid behov.
Välja klipphastighet
Klipphastigheten avgörs av följande maskininställningar:
-
Cylinderhastighet: Cylinderhastigheten kan justeras till en hög eller låg inställning. Se traktorenhetens bruksanvisning.
-
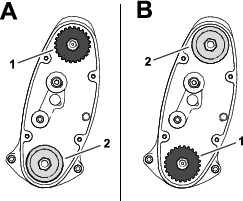
Cylinderdrivskivans läge: cylinderdrivskivorna (22 tänder och 24 tänder) kan ställas in i två lägen:
Note: Remskivan är fabriksinställd i det LåGA läget.
För att justera remskivornas lägen utför du följande steg:
-
Avlägsna remkåpan så att remmen blir synlig (Figur 17).
-
Lossa mellandrevarmsskruven och vrid mellandrevarmen (Figur 17) för att lossa på remspänningen.
-
Ta bort remmen (Figur 17).
-
Lossa muttern på vardera remskiva, avlägsna remskivorna och använd muttrarna för att montera remskivorna i den önskade konfigurationen.
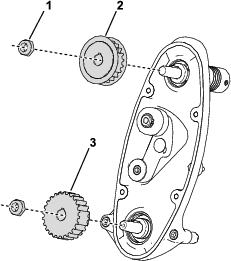
-
Dra åt remskivemuttrarna till 37–45 Nm
-
Montera remmen och spänn den genom att tillföra 4–5 Nm till mellandrevarmens interna sexkantsnyckel enligt Figur 17.
-
Dra åt mellandrevarmsskruven och montera remkåpan.
Justera klippstången
Justera klippstången så att gräsklippet matas ut ordentligt från cylindern, på följande sätt:
Note: Stången kan justeras för att kompensera för förändringar i gräsförhållanden. När gräset är extremt torrt bör stången flyttas närmare cylindern. Vid våta gräsförhållanden ska stången däremot flyttas längre bort från cylindern. Stången ska vara parallell mot cylindern för att säkerställa optimal prestanda. Justera den efter att cylindern har vässats på en cylindervässare.
-
Lossa de skruvar som håller fast den övre stången (Figur 19) på klippenheten.
-
För in ett bladstål på 1,5 mm mellan cylinderns översta del och stången och dra åt skruvarna.
Important: Kontrollera att stången och cylindern sitter på ett jämnt avstånd från varandra över hela cylindern.
Serva underknivsstången
Låt endast en utbildad mekaniker serva underknivsstången och understålet för att förhindra skador på cylinder, underknivsstång och understål. Det bästa är att ta klippenheten till närmaste auktoriserade Toro-återförsäljare för service. Se traktorenhetens servicehandbok för fullständiga anvisningar, specialverktyg och diagram över underknivsservice. Det finns anvisningar nedan om du själv skulle behöva ta bort eller sätta tillbaka understålet, samt specifikationer om underknivsservice.
Important: Följ alltid underknivsprocedurerna som anges i servicehandboken när understålet servas. Om understålet monteras eller slipas på ett felaktigt sätt kan skador uppstå på cylindern, underknivsstången eller understålet.
Avlägsna underknivsstången
-
Vrid underknivsstångens justerskruv moturs, så att understålet förs bort från cylindern (Figur 20).
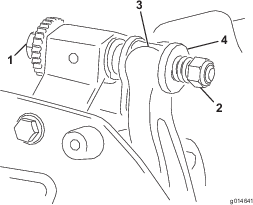
-
För fjäderspänningsmuttern bakåt, tills brickan inte längre är spänd mot underknivsstången (Figur 20).
-
På vardera sida av maskinen lossar du låsmuttern som visas i Figur 21.
-
Avlägsna vardera underknivsstångsskruv så att understålet kan dras nedåt och avlägsnas från klippenheten (Figur 21).
Beräkna två plastbrickor och en stålbricka på vardera ände av underknivsstången (Figur 21).
Montera underknivsstången
-
Montera underknivsstången genom att placera fästhandtagen mellan brickorna och underknivsstångens justerskruv (Figur 20).
-
Fäst underknivsstången på vardera sidoplåt med tillhörande skruvar (muttrar på skruvar) och tre brickor (sex stycken totalt).
-
Sätt en nylonbricka på var sida om sidoplåtens nav. Placera en stålbricka utanför varje nylonbricka (Figur 21).
-
Dra åt underknivsstångens skruvar till 27–36 Nm.
-
Dra åt låsmuttrarna tills spelet försvinner från stålbrickorna, men du fortfarande kan vrida dem för hand. Det kan finnas ett mellanrum vid brickorna på insidan.
Important: Dra inte åt låsmuttrarna för hårt, eftersom det får sidoplåtarna att böjas.
-
Dra åt fjäderspänningsmuttern tills fjädern pressas ihop, och vrid sedan ut den ett halvt varv (Figur 22).
-
Justera understålet mot cylindern. Se Justera understålet efter fräsning, slipning eller demontering.
Serva understålet
Montera understålet
-
Ta bort rosten, beläggningen och korrosionen från underknivsstångens yta och applicera ett tunt lager olja på underknivsstångens yta.
-
Rengör skruvgängorna.
-
Applicera monteringssmörjmedel på skruvarna och montera understålet på underknivsstången.
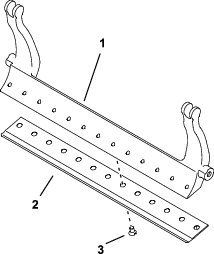
-
Dra åt de två yttre skruvarna till 1 Nm.
-
Utgå från understålets mitt och dra åt skruvarna till 23–28 Nm.
-
Slipa understålet.
Förbereda cylindern för slipning
-
Se till att klippenhetens alla komponenter är i gott skick, och åtgärda eventuella problem innan slipningen.
-
Följ cylindervässartillverkarens instruktioner för att slipa klippcylindern enligt följande specifikationer.
Specifikationer för cylinderslipning Ny cylinderdiameter 128,5 mm Servicegräns för cylinderdiametern 114,3 mm Knivens ställvinkel 30° ± 5° Knivens landbredd 1,0 mm Knivens landbredd, omkrets 0,76 till 1,27 mm Servicegräns för cylinderdiameterns avsmalning 0,25 mm
Slipa cylinderns avbackning
Den nya cylindern har en anliggningsyta som är 0,76–1,27 mm bred och en ställvinkel på 30°.
Gör följande när landbredden blir över 3 mm bred:
-
Slipa en ställvinkel på 30° på alla cylinderknivar tills landbredden är 1,3 mm (Figur 25).

-
Rundslipa cylindern för att uppnå en precisionsminskning för cylindern på < 0,025 mm.
Note: Detta gör att landbredden ökar något.
-
Justera klippenheten. Se klippenhetens bruksanvisning.
Note: För att cylindereggen och understålet ska vara vassa längre ska du – efter att ha slipat cylindern och/eller understålet – kontrollera kontakten mellan cylindern och understålet igen när du har klippt två greener eftersom alla grader (”skägg”) tas bort. Metallspån kan leda till att ett felaktigt spel bildas mellan cylindern och understålet och därmed få dem att slitas ut snabbare.
Specifikationer för att slipa understålet
| Ställvinkel för understål, standard | 3° minimum |
| Ställvinkel för understål, förlängd | 7° minimum |
| Framvinkelsområde | 13° till 17° |
Kontrollera toppslipningsvinkeln
Det är viktigt vilken vinkel du använder när du slipar understålen.
Använd vinkelindikatorn (Toro-artikelnr 131-6828) och vinkelindikatorfästet (Toro-artikelnr 131-6829) för att kontrollera vinkeln som slipmaskinen skapar. Åtgärda vid felaktiga resultat.
-
Placera vinkelindikatorn på understålets undersida enligt Figur 27.
-
Tryck på Alt Zero-knappen på vinkelindikatorn.
-
Placera vinkelindikatorfästet på understålets egg så att magnetens kant får kontakt med understålets kant (Figur 28).
Note: Den digitala displayen ska under detta steg vara synlig från samma sida som den var i steg 1.
-
Placera vinkelindikatorn på fästet enligt Figur 28.
Note: Detta är den vinkel som slipmaskinen skapar, och den ska ligga inom två grader från den rekommenderade toppslipningsvinkeln.
Slipa klippenheten
Använd Access-slipsatsen (modellnr 139-4342) när du slipar klippenheten. Mer information finns i driftsanvisningarna i satsens monteringsanvisningar. Kontakta en auktoriserad Toro-återförsäljare för att erhålla denna sats.