
 , sem merkir Aðgát“, Viðvörun“
eða Hætta“ – öryggisleiðbeiningar.
Ef ekki er farið eftir þessum leiðbeiningum er hætta
á meiðslum á fólki eða dauða.
, sem merkir Aðgát“, Viðvörun“
eða Hætta“ – öryggisleiðbeiningar.
Ef ekki er farið eftir þessum leiðbeiningum er hætta
á meiðslum á fólki eða dauða.
Viðhald
Note: Miðið vinstri og hægri hlið vinnuvélarinnar út frá hefðbundinni vinnustöðu.
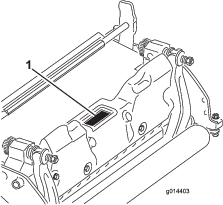
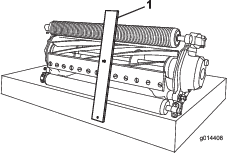
Stuðningur við sláttubúnaðinn
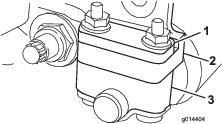
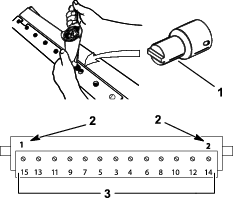
Þegar velta þarf sláttubúnaðinum við til að komast að botnblaðinu/keflinu skal setja stuðning við afturhluta sláttubúnaðarins til að tryggja að hægt sé að komast að róm stillibolta botnstangarinnar (Mynd 12).
Unnið við botnstöng
Vinna við botnstöngina og botnblaðið skal eingöngu vera í höndum hæfs vélvirkja til að koma í veg fyrir skemmdir á keflinu, botnstönginni eða botnblaðinu. Best væri að vinnu við sláttubúnaðinn sé sinnt hjá viðurkenndum dreifingaraðila Toro. Í þjónustuhandbók sláttuvélarinnar er að finna nákvæmar leiðbeiningar, upplýsingar um sérverkfæri og skýringarmyndir fyrir vinnu við botnblaðið. Komi til þess að notandi/eigandi þurfi að taka botnstöngina af eða setja hana á skal notast við leiðbeiningar og forskriftir fyrir vinnu við botnblaðið sem er að finna hér á eftir.
Important: Þegar unnið er við botnblaðið skal ávallt fylgja verkferlum fyrir botnblaðið sem er að finna í þjónustuhandbókinni. Ef botnblaðið er ekki rétt slípað og rétt sett í er hætta á skemmdum á keflinu, botnstönginni eða botnblaðinu.
Botnstöngin tekin af
-
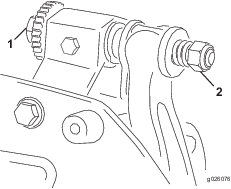
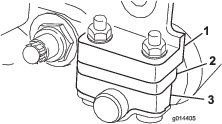
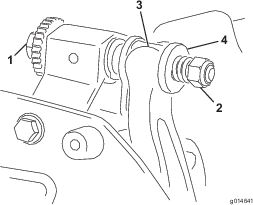
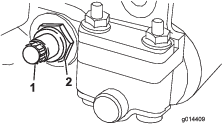
Snúið stillibolta botnstangarinnar rangsælis til að færa botnblaðið frá keflinu (Mynd 13).
-
Losið gormspennuna þar til skinnunni er ekki lengur þrýst að botnstönginni (Mynd 13).
-
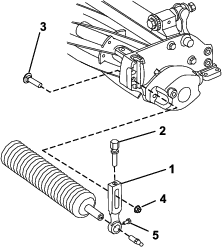
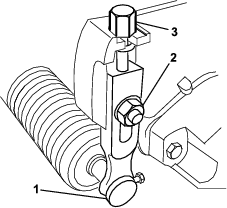
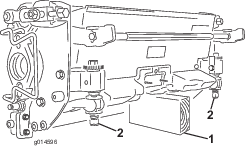
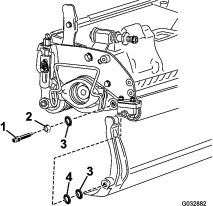
Losið lásrærnar sem festa botnstangarboltana (Mynd 14) á báðum hliðum sláttuvélarinnar.
-
Fjarlægið báða botnstangarboltana til að hægt sé að draga botnstöngina niður og af sláttubúnaðinum (Mynd 14).
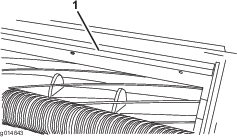
Passið upp á plastskinnurnar tvær og stálskinnuna sem er að finna á hvorum enda botnstangarinnar (Mynd 15).
Botnstöngin sett á
-
Setjið botnstöngina á, með festieyrun á milli skinnanna og stillibolta botnstangarinnar (Mynd 13).
-
Festið botnstöngina á hliðarplöturnar með botnstangarboltunum (rær á boltum) og 3 skinnum (6 alls).
-
Setjið plastskinnu báðum megin á kraga hliðarplötunnar. Setjið stálskinnur utan á plastskinnurnar (Mynd 15).
-
Herðið botnstangarboltana í 27 til 36 N m.
-
Herðið lásrærnar þar til ekki verður lengur vart við hlaup í stálskinnunum en þó er hægt að snúa þeim með handafli. Bil kann að vera innan við skinnurnar.
Important: Ekki ofherða lásrærnar. Það getur beyglað hliðarplöturnar.
-
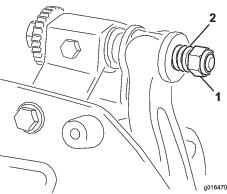
Herðið gormspenntu róna þar til gormurinn liggur alveg saman. Losið þá um hálfan snúning (Mynd 16).
-
Stillið botnblaðið af við keflið; sjá Snerting botnblaðs og keflis stillt.
Forskriftir botnblaðs
Botnblað sett á
-
Hreinsið ryð, hrúður og tæringu af botnstönginni og berið þunnt olíulag á hana.
-
Hreinsið skrúfugengjurnar.
-
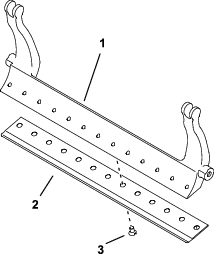
Berið smurfeiti á skrúfurnar og festið botnblaðið á botnstöngina.
-
Herðið ytri skrúfurnar tvær í 1 N m.
-
Herðið skrúfurnar, út frá miðju botnblaðsins, í 23 til 28 N m.
-
Slípið botnblaðið.
Keflið undirbúið fyrir slípun
-
Gangið úr skugga um að allir íhlutir sláttubúnaðarins séu í góðu ásigkomulagi og lagið öll vandamál áður en slípun fer fram.
-
Fylgið leiðbeiningum framleiðanda slípirokksins þegar sláttukeflið er slípað samkvæmt forskriftum.
Forskriftir fyrir slípun keflis Þvermál nýs keflis 128,5 mm Mörk þvermáls keflis 114,3 mm Losunarhorn blaðs 30° ± 5° Breidd blaðbrúnar 1,0 mm Breiddarbil blaðbrúnar 0,8 til 1,2 mm Mörk uppmjókkunar þvermáls keflis 0,25 mm
Losunarhorn keflis
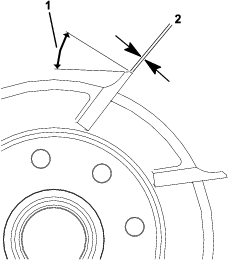
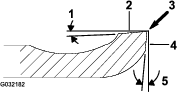
Nýtt kefli er með 0,8 til 1,2 mm breiða brún og 30° losunarhorn.
Þegar brún verður breiðari en 3 mm þarf að gera eftirfarandi:
-
Slípið 30° losunarhorn á öll keflisblöð þar til breidd brúnarinnar er 0,76 mm (Mynd 19).
-
Slípið keflið til að ná <0,025 mm kasti.
Note: Þetta veldur því að breidd brúnarinnar eykst lítillega.
-
Stillið sláttubúnaðinn; sjá notendahandbók sláttubúnaðarins.
Note: Til að viðhalda biti keflis og botnblaðs – eftir að kefli og/eða botnblað hefur verið slípað – þarf að kanna snertingu keflis og botnblaðs í lok hvers vinnudags og fjarlægja gráð sem kann að valda röngu bili á milli keflis og botnblaðs og hraða sliti.
Forskriftir fyrir slípun botnblaðs
| Staðlað losunarhorn botnblaðs | Lágmark 3° |
| Meira losunarhorn botnblaðs | Lágmark 7° |
| Svið framhorns | 13° til 17° |
Slípað topphorn kannað
Hornið sem botnblöðin eru slípuð í skipta miklu máli.
Notið hornmæli (Toro-hlutarnr. 131-6828) og hornmælisfestingu (Toro-hlutarnr. 131-6829) til að kanna hornið sem slípirokkurinn myndar og leiðrétta mögulega skekkju.
-
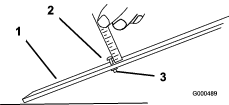
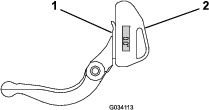
Setjið hornmælinn undir botnblaðið eins og sýnt er á Mynd 21.
-
Ýtið á Alt Zero-hnappinn á hornmælinum.
-
Setjið hornmælisfestinguna á brún botnblaðsins þannig að brún segulsins liggi að brún botnblaðsins (Mynd 22).
Note: Stafræni skjárinn ætti að sjást frá sömu hlið í þessu skrefi og í skrefi 1.
-
Setjið hornmælinn á festinguna eins og sýnt er á Mynd 22.
Note: Þetta er hornið sem slípirokkurinn myndar og það ætti að vera innan 2 gráða frá ráðlögðu slípuðu topphorni.
Sláttubúnaðurinn bakslípaður
Hætta
Snerting við kefli eða aðra hluta á hreyfingu getur valdið meiðslum.
Haldið fingrum, höndum og fatnaði fjarri keflinu eða öðrum hlutum á hreyfingu.
-
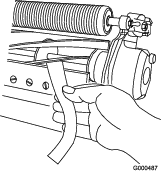
Haldið öruggri fjarlægð frá keflinu meðan á bakslípun stendur.
-
Aldrei skal nota pensil með stuttu handfangi við bakslípun. Pensla með löngu handfangi er hægt að fá hjá næsta viðurkennda dreifingaraðila Toro.
-
Leggið sláttuvélinni á hreinu og sléttu undirlagi, látið sláttubúnaðinn síga, drepið á vélinni, setjið stöðuhemilinn á og takið lykilinn úr svissinum.
-
Fjarlægið keflamótorana af sláttubúnaðinum og aftengið og fjarlægið sláttubúnaðinn af lyftiörmunum.
-
Tengið bakslípunarvélina við sláttubúnaðinn með því að stinga ⅜ tommu ferköntuðum pinna í tengið á enda sláttubúnaðarins.
Note: Frekari leiðbeiningar og verkferli við bakslípun er að finna í notendahandbók sláttuvélarinnar og handbók Toro fyrir brýningu kefla- og snúningssláttuvéla, eyðublaðsnúmer 80-300PT.
Note: Betri skurðarbrún næst með því að renna þjöl eftir framhluta botnblaðsins og keflisins þegar bakslípun er lokið. Þetta fjarlægir gráð eða hnökra sem kunna að hafa myndast á skurðarbrúninni.