


Maintenance
Lubricating the Cutting Units
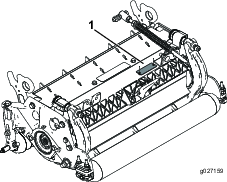
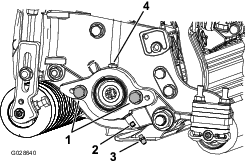
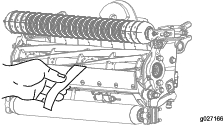
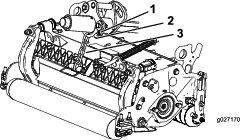
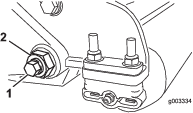
Each cutting unit has 5 grease fittings (Figure 22) that must be lubricated regularly with No. 2 lithium grease.
There are 2 lubrication points on the front roller, rear roller, and 1 at the reel motor spline.
Note: Lubricating cutting units immediately after washing helps purge water out of the bearings and increases bearing life.
-
Wipe each grease fitting with a clean rag.
-
Apply grease until clean grease comes out of the roller seals and the bearing relief valve.
-
Wipe any excess grease away.
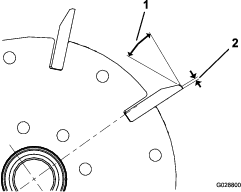
Relief-Grinding the Reel
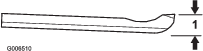
The new reel has a land width of 1.3 to 1.5 mm (0.050 to 0.060 inch) and a 30 degree relief grind.
When the land width gets larger than 3 mm (0.120 inch) wide, do the following:
-
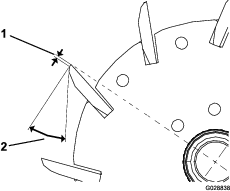
Apply a 30 degree relief grind on all reel blades until the land width is 1.3 mm (0.050 inch) wide (Figure 23 and Figure 24).
-
Spin grind the reel to achieve <0.025 mm (0.001 inch) reel run-out.
Note: This causes the land width to grow slightly.
Note: To extend the longevity of the sharpness of the edge of the reel and the bedknife—after grinding the reel and/or the bedknife—check the reel to bedknife contact again after cutting 2 faiways, as any burrs will be removed, which may create improper reel to bedknife clearance and thus accelerate wear.
Servicing the Bedknife
The bedknife service limits are listed in the following chart.
Important: Operating the cutting unit with the bedknife below the service limit may result in poor after-cut appearance and reduce the structural integrity of the bedknife for impacts.
| Bedknife Service Limit Chart | ||||
| Bedknife | Part | Bedknife Lip Height * | Service Limit * | Grind AnglesTop/Front Angles |
| EdgeMax® Low HOC (Model 03641) | 127-7132 | 5.6 mm(0.220 inch) | 6.4-12.7 mm(0.190 inch) | 10/5 Degrees |
| Low HOC (Optional) | 110-4084 | 5.6 mm(0.220 inch) | 4.8 mm(0.190 inch) | 10/5 Degrees |
| Extended EdgeMax® Low HOC (Optional) | 119-4280 | 5.6 mm(0.220 inch) | 4.8 mm(0.190 inch) | 10/10 Degrees |
| Extended Low HOC (Optional) | 120-1640 | 5.6 mm(0.220 inch) | 4.8 mm(0.190 inch) | 10/10 Degrees |
| EdgeMax® (Models 03638 and 03639) | 108-9095 | 6.9 mm(0.270 inch) | 4.8 mm(0.190 inch) | 10/5 Degrees |
| Standard (Optional) | 108-9096 | 6.9 mm(0.270 inch) | 4.8 mm(0.190 inch) | 10/5 Degrees |
| Heavy Duty (Optional) | 110-4074 | 9.3 mm(0.370 inch) | 4.8 mm(0.190 inch) | 10/5 Degrees |
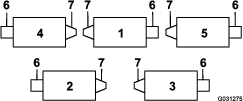
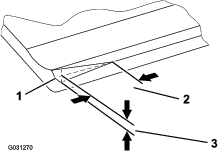
Recommended Top and Front Bedknife Grind Angles (Figure 25)
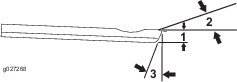
Note: All bedknife service limit measurements reference the bottom of the bedknife (Figure 26)
Checking the Top Grind Angle
The angle that you use to grind your bedknives is very important.
Use the angle indicator (Toro Part No. 131-6828) and the angle-indicator mount (Toro Part No. 131-6829) to check the angle that your grinder produces and then correct for any grinder inaccuracy.
-
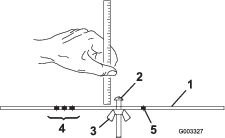
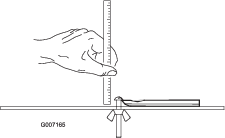
Place the angle indicator on the bottom side of the bedknife as shown in Figure 27.
-
Press the Alt Zero button on the angle indicator.
-
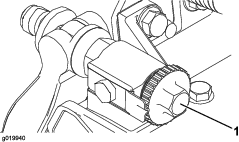
Place the angle-indicator mount on the edge of the bedknife so that the edge of the magnet mates with the edge of the bedknife (Figure 28).
Note: The digital display should be visible from the same side during this step as it was in step 1.
-
Place the angle indicator on the mount as shown in Figure 28.
Note: This is the angle that your grinder produces, and should be within 2 degrees of the recommended top grind angle.
Servicing the Bedbar
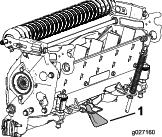
Removing the Bedbar
-
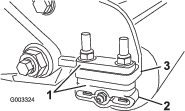
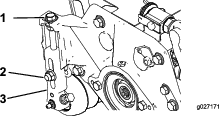
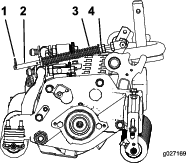
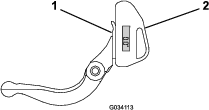
Turn the bedbar-adjusting screws counterclockwise to back the bedknife away from the reel (Figure 29).
-
Back out the spring-tension nut, until the washer is no longer tensioned against the bedbar (Figure 29).
-
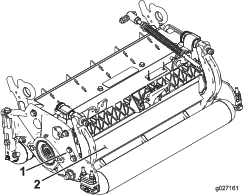
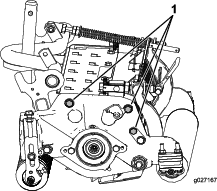
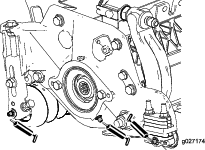
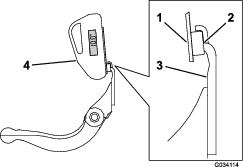
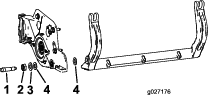
On each side of the machine, loosen the locknut securing the bedbar bolt (Figure 30).
-
Remove each bedbar bolt allowing bedbar to be pulled downward and removed from the machine bolt (Figure 30).
Note: Account for 2 nylon and 1 stamped steel washer on each end of the bedbar (Figure 31).
Assembling the Bedbar
-
Install the bedbar, positioning the mounting ears between the washer and bedbar adjuster.
-
Secure the bedbar to each side plate with the bedbar bolts (nuts on bolts) and the 6 washers.
Note: Position a nylon washer on each side of the side-plate boss. Place a steel washer outside each of the nylon washers (Figure 31).
-
Torque the bedbar bolts to 37 to 45 N∙m (27 to 33 ft-lb).
Note: Tighten the locknuts until the outside steel washer stops rotating and the end play is removed but, do not overtighten or deflect the side plates. Washers on the inside may have a gap.
-
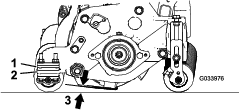
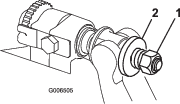
Tighten the spring tension nut until the spring is collapsed, then back off 1/2 turn (Figure 32).
Servicing the HD Dual Point Adjusters (DPA)
-
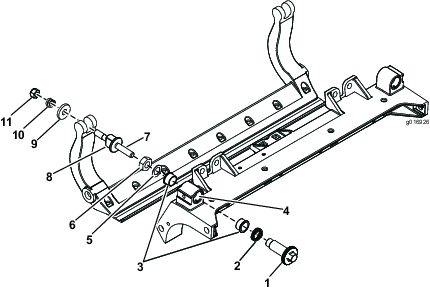
Remove all parts (refer to the Installation Instructions for the HD DPA Kit and to Figure 33).
-
Apply anti-seize compound to the inside of the bushing area on cutting unit center frame (Figure 33).
-
Align the keys on flange bushings to the slots in the frame and install the bushings (Figure 33).
-
Install a wave washer onto the adjuster shaft and slide the adjuster shaft into the flange bushings in the frame of the cutting unit (Figure 33).
-
Secure the adjuster shaft with a flat washer and locknut (Figure 33).
-
Torque the lock nut to 20 to 27 N∙m (15 to 20 ft-lb).
Note: The bedbar adjuster shaft has left-hand threads.
-
Apply anti-seize compound to the threads of the bedbar-adjuster screw that fit into the adjuster shaft.
-
Thread the bedbar-adjuster screw into the adjuster shaft.
-
Loosely install the hardened washer, spring, and spring tension nut onto the adjuster screw.
-
Install the bedbar, positioning the mounting ears between the washer and the bedbar adjuster.
-
Secure the bedbar to each side plate with the bedbar bolts (nuts on bolts) and 6 washers.
Note: Position a nylon washer on each side of the side-plate boss.
-
Place a steel washer outside each of the nylon washers (Figure 33).
-
Torque the bedbar bolts to 37 to 45 N∙m (27 to 33 ft-lb).
-
Tighten the locknuts until the outside steel washer stops rotating and end play is removed but do not overtighten or deflect the side plates.
Note: Washers on the inside may have a gap (Figure 33).
-
Tighten the nut on each bedbar-adjuster assembly until the compression spring is fully compressed, then loosen the nut 1/2 turn (Figure 33).
-
Repeat this procedure on the other end of the cutting unit.
-
Adjust the bedknife to the reel; refer to Adjusting the Bedknife to the Reel.
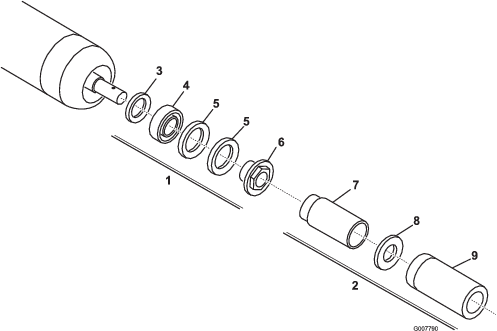
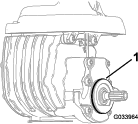
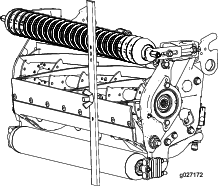
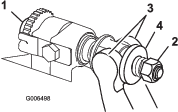
Servicing the Roller
The roller Rebuild Kit and the Roller Rebuild Tool Kit (Figure 34) are available for servicing the roller. The Roller Rebuild Kit includes all the bearings, bearing nuts, inner seals and outer seals to rebuild a roller. The Roller Rebuild Tool Kit includes all the tools and the installation instructions required to rebuild a roller with the roller rebuild kit. Refer to your Parts Catalog or contact your Authorized Distributor for assistance.