


Vedligeholdelse
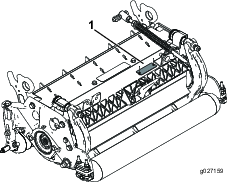
Smøring af klippeenhederne
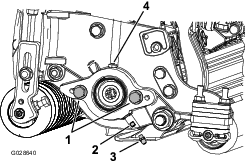
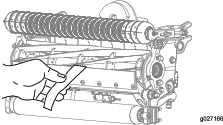
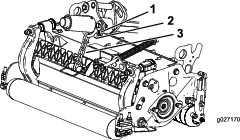
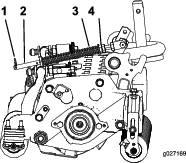
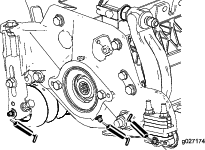
Hver klippeenhed har fem smørenipler (Figur 22), som skal smøres jævnligt med litiumfedt nr. 2.
Der er 2 smørepunkter på frontrullen, bagrullen og 1 på knivcylindermotorens not.
Note: Smøring af klippeenhederne umiddelbart efter vask hjælper med at rense vand ud af lejerne og øger deres holdbarhedstid.
-
Tør hver smørenippel af med en ren klud.
-
Påfør smørefedt, indtil rent smørefedt kommer ud af rullens pakninger og lejernes sikkerhedsventil.
-
Tør overskydende fedt af.
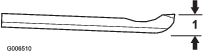
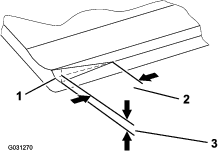
Bagslibning af knivcylinderen
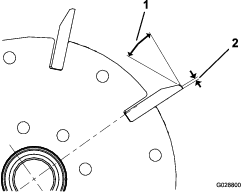
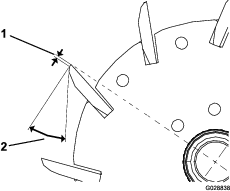
Den nye knivcylinder har en gængebredde på 1,3 til 1,5 mm og en 30 graders bagslibning.
Hvis gængebredden overskrider 3 mm i bredden, skal følgende udføres:
-
Foretag en bagslibning på 30 grader på alle knivcylindere, indtil gængebredden er 1,3 mm bred (Figur 23 og Figur 24).
-
Vinkelslib knivcylinderne for at opnå et cylinderudløb på <0,025 mm.
Note: Dette vil udvide gængebredden en smule.
Note: For at forlænge knivcylinderens og bundknivens skarphed – efter slibning af knivcylinderen og/eller bundkniven – skal du kontrollere knivcylinderens kontakt med bundkniven igen efter klipning af 2 fairways, eftersom eventuelle grater fjernes og kan skabe forkert afstand mellem knivcylinder og bundkniv med skærpet slid til følge.
Serviceeftersyn af bundkniven
Servicegrænserne for bundkniven er anført i følgende oversigter.
Important: Betjening af klippeenheden med bundkniven placeret under servicegrænsen kan resultere i et ringe udseende efterklipning og kan reducere bundknivens modstandsdygtighed over for slag.
| Oversigt over bundknivens servicegrænser | ||||
| Bundkniv | Reservedel | Højde på bundknivens kant* | Servicegrænse* | SlibevinklerØverste/forreste bundkniv |
| EdgeMax® med lav klippehøjde (model 03641) | 127-7132 | 5,6 mm | 6,4-12,7 mm | 10/5 grader |
| Lav klippehøjde (valgfri) | 110-4084 | 5,6 mm | 4,8 mm | 10/5 grader |
| EdgeMax® med forlænget lav klippehøjde (valgfri) | 119-4280 | 5,6 mm | 4,8 mm | 10/10 grader |
| Forlænget lav klippehøjde (valgfri) | 120-1640 | 5,6 mm | 4,8 mm | 10/10 grader |
| EdgeMax® (Model 03638 og 03639) | 108-9095 | 6,9 mm | 4,8 mm | 10/5 grader |
| Standard (valgfri) | 108-9096 | 6,9 mm | 4,8 mm | 10/5 grader |
| Svær (valgfri) | 110-4074 | 9,3 mm | 4,8 mm | 10/5 grader |
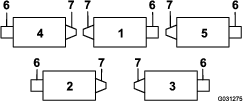
Den anbefalede slibevinkel for den øverste og forreste bundkniv er (Figur 25)
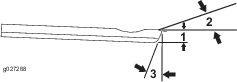
Note: Alle mål af bundknivens servicegrænser henviser til undersiden af bundkniven (Figur 26)
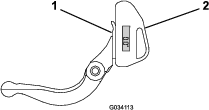
Kontrol af slibevinkel for den øverste bundkniv
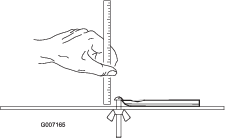
Vinklen, som du bruger til at slibe bundknivene med, er meget vigtig.
Brug vinkelindikatoren (Toro-delnr. 131-6828) og vinkelindikatorbeslaget (Toro-delnr. 131-6829) til at kontrollere og eventuelt rette vinklen.
-
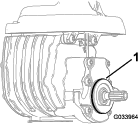
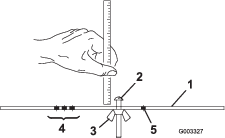
Placer vinkelindikatoren på undersiden af bundkniven som vist i Figur 27.
-
Tryk på Alt Zero-knappen på vinkelindikatoren.
-
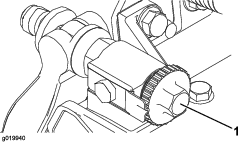
Placer vinkelindikatorbeslaget på kanten af bundkniven, så magnetens kant er afstemt i forhold til bundknivens kant (Figur 28).
Note: Det digitale display skal kunne aflæses fra samme side under dette trin som i trin 1.
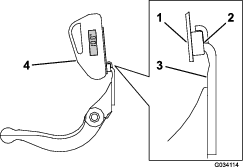
-
Placer vinkelindikatoren på beslaget som vist i Figur 28.
Note: Dette er vinklen, som din slibemaskine producerer, og den bør være inden for 2 grader af den anbefalede slibevinkel for den øverste bundkniv.
Serviceeftersyn af bundtværstangen
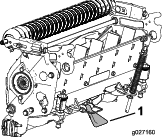
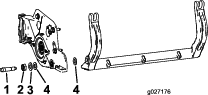
Afmontering af bundtværstangen
-
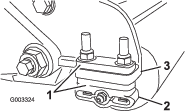
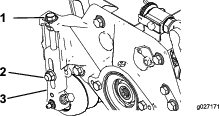
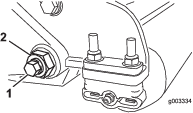
Drej bundtværstangens justeringsskruer mod uret for at føre bundkniven væk fra knivcylinderen (Figur 29).
-
Før fjederspændingsmøtrikken bagud, indtil spændeskiven ikke længere sidder stramt mod bundtværstangen (Figur 29).
-
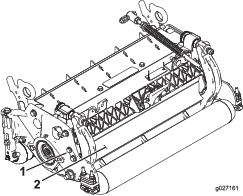
Løsn den låsemøtrik, som fastgør bundtværstangens bolt, på hver side af maskinen (Figur 30).
-
Afmonter bundtværstangens bolte, så bundtværstangen kan trækkes nedad og fjernes fra maskinen (Figur 30).
Note: Der skal være 2 nylonspændeskiver og en præget stålspændeskive på hver ende af bundtværstangen (Figur 31).
Montering af bundtværstangen
-
Monter bundtværstangen, og anbring monteringsørerne mellem skiven og justeringsanordningen.
-
Fastgør bundtværstangen på hver sideplade med boltene (møtrikker på bolte) og de 6 skiver.
Note: Placer en nylonspændeskive på hver side af sidepladens nav. Anbring en stålskive på ydersiden af hver nylonskive (Figur 31).
-
Tilspænd bundtværstangens bolte til et moment på 37 til 45 Nm.
Note: Tilspænd låsemøtrikkerne, indtil den udvendige stålspændeskive holder op med at dreje, og endeslør er fjernet, uden at overspænde eller bøje sidepladerne. Indvendige skiver har muligvis et mellemrum.
-
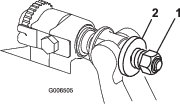
Stram fjederspændingsmøtrikken, indtil fjederen er trykket sammen, og derefter ud igen med en ½ omgang (Figur 32).
Serviceeftersyn af HD-dobbeltpunktsjusteringsanordninger (DPA)
-
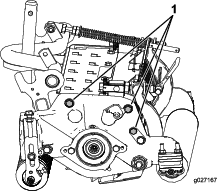
Fjern alle delene (se monteringsvejledningen til HD DPA-sættet og til Figur 33).
-
Påfør anti-seize-middel på indersiden af støbestykket på klippeenhedens midterste ramme (Figur 33).
-
Ret splitterne på flangebøsningerne ind i forhold til rammen og monter bøsningerne (Figur 33).
-
Monter en flad spændeskive på justeringsakslen, og skub justeringsakslen ind i flangebøsningerne i klippeenhedens ramme (Figur 33).
-
Fastgør justeringsakslen med en flad spændeskive og låsemøtrik (Figur 33).
-
Tilspænd låsemøtrikken med et moment på 20 til 27 Nm.
Note: Bundtværstangens justeringsaksel har venstregevind.
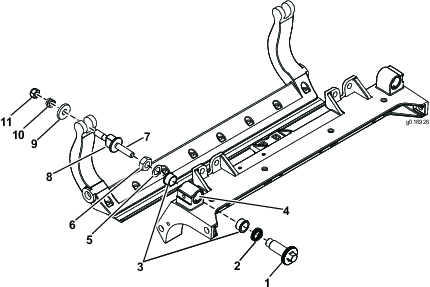
-
Påfør anti-seize-middel på gevindene på bundtværstangens justeringsskrue, som passer ind i justeringsakslen.
-
Skru bundtværstangens justeringsskrue ind i justeringsakslen.
-
Sæt den hærdede spændeskive, fjederen og fjederspændingsmøtrikken løst på justeringsskruen.
-
Monter bundtværstangen, idet monteringsørerne placeres mellem spændeskiven og bundtværstangens justeringsanordning.
-
Fastgør bundtværstangen på hver sideplade med boltene (møtrikker på bolte) og 6 skiver.
Note: Placer en nylonspændeskive på hver side af sidepladens nav.
-
Anbring en stålskive på ydersiden af hver nylonskive (Figur 33).
-
Tilspænd bundtværstangens bolte til et moment på 37 til 45 Nm.
-
Tilspænd låsemøtrikkerne, indtil den udvendige stålspændeskive holder op med at dreje, og endeslør er fjernet, uden at overspænde eller bøje sidepladerne.
Note: Indvendige spændeskiver har muligvis et mellemrum (Figur 33).
-
Stram møtrikken på hver bundtværstangs justeringsanordning, indtil trykfjederen er helt trykket ned, løsn derefter møtrikken med ½ omgang (Figur 33).
-
Gentag proceduren i den anden ende af klippeenheden.
-
Juster bundkniven mod knivcylinderen. Se Justering af bundkniven mod knivcylinderen.
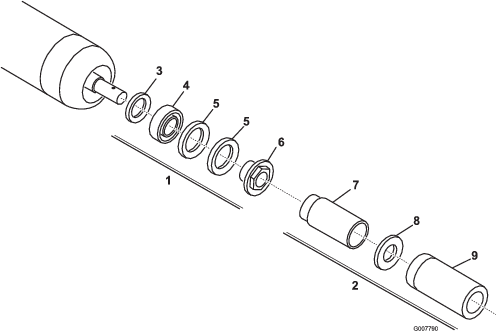
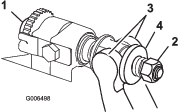
Serviceeftersyn af rullen
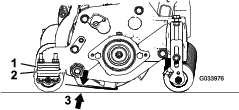
Sæt til genmontering af rullen og værktøjssæt til genmontering af rullen (Figur 34) er tilgængelige til serviceeftersyn af rullen. Sættet til genmontering af rullen indeholder alle lejer, lejemøtrikker, indvendige og udvendige pakninger til genmontering af en rulle. Værktøjssættet til genmontering af rullen indeholder alt det værktøj og alle de monteringsvejledninger, der er nødvendige til genmontering af rullen med sættet. Se reservedelskataloget, eller kontakt din autoriserede forhandler, hvis du har brug for hjælp.