



유지보수
커팅 유닛 윤활 처리
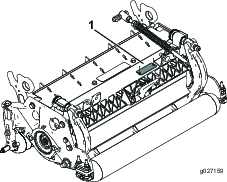
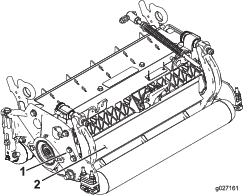
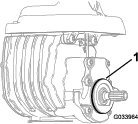
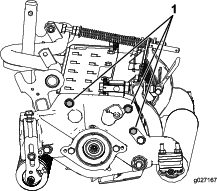
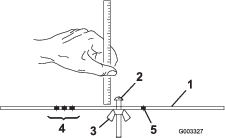
각 커팅 유닛에는 No.2 리튬계 그리스로 정기적으로 윤활해야 하는 그리스 피팅 5군데가 있습니다(그림 22).
전방 롤러, 후방 롤러에 2군데, 릴 모터 스플라인에 1군데 윤활 지점이 있습니다.
Note: 세척 후 커팅 유닛에 즉시 윤활 처리하여 베어링에서 물을 제거하여 베어링 수명을 높입니다.
-
깨끗한 헝겊으로 각 그리스 피팅을 닦아냅니다.
-
롤러 씰 및 베어링 릴리프 밸브로 깨끗한 그리스가 삐져나올 때까지 그리스를 바릅니다.
-
과도한 그리스를 닦아냅니다.
릴의 릴리프 연마
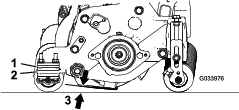
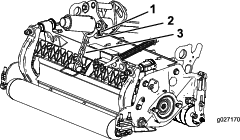
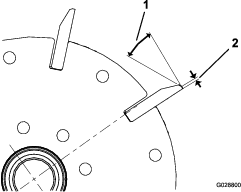
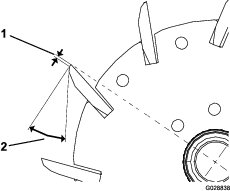
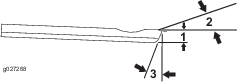
새로운 릴은 랜드 폭이 1.3~1.5 mm이며 30도로 릴리프 연마되어 있습니다.
랜드 폭이 3 mm 이상이면 다음 작업을 하십시오.
-
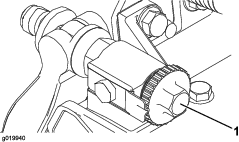
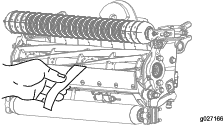
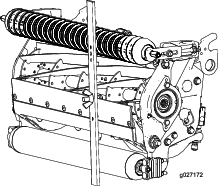
랜드 폭이 1.3 mm가 될 때까지 모든 릴 블레이드에 30도 릴리프 연마를 처리합니다(그림 23 및 그림 24).
-
릴을 돌리면서 연마하여 <0.025 mm 릴 런아웃을 달성합니다.
Note: 이렇게 하면 랜드 폭이 약간 증가합니다.
Note: 릴 및/또는 베드나이프를 연마한 후 릴과 베드나이프 날의 날카로움을 더 오래 유지하려면 2개의 페어웨이를 커팅한 후 릴과 베드나이프의 접촉을 다시 검사하여 진동음이 들리지 않게 합니다. 진동음이 있다면 릴과 베드나이프 간격이 부적절한 것이며 마모가 가속화됩니다.
베드나이프 정비
베드나이프 운전 한계는 다음 차트에 명시되어 있습니다.
Important: 운전 한계 이하의 베드나이프가 장착된 커팅 유닛을 사용하면 불량한 예초 후 외관을 유발하고 충격에 대한 베드나이프의 구조적 무결성이 감소됩니다.
| 베드나이프 운전 한계 차트 | ||||
| 베드나이프 | 부품 | 베드나이프 립 높이* | 운전 한계* | 연마 각도상단/전방 각도 |
| EdgeMax® 저예고(03641 모델) | 127-7132 | 5.6 mm | 6.4~12.7 mm | 10/5도 |
| 저예고(옵션) | 110-4084 | 5.6 mm | 4.8 mm | 10/5도 |
| 연장형 EdgeMax® 저예고(옵션) | 119-4280 | 5.6 mm | 4.8 mm | 10/10도 |
| 연장형 저예고(옵션) | 120-1640 | 5.6 mm | 4.8 mm | 10/10도 |
| EdgeMax®(03638 및 03639 모델) | 108-9095 | 6.9 mm | 4.8 mm | 10/5도 |
| 표준(옵션) | 108-9096 | 6.9 mm | 4.8 mm | 10/5도 |
| 헤비 듀티(옵션) | 110-4074 | 9.3 mm | 4.8 mm | 10/5도 |
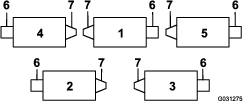
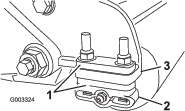
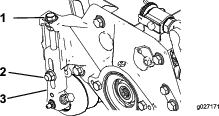
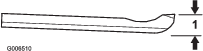
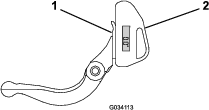
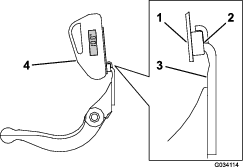
권장하는 상단 및 전방 베드나이프 연마 각도(그림 25)
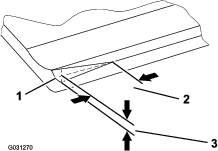
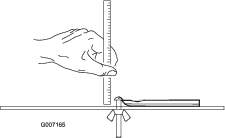
Note: 모든 베드나이프 운전 한계 측정값은 베드나이프 바닥을 기준으로 합니다(그림 26).
상단 연마 각도 확인
베드나이프를 연마하는 데 사용되는 각도는 매우 중요합니다.
각도 표시기(Toro 부품 번호 131-6828) 및 각도 표시기 마운트(Toro 부품 번호 131-6829)를 사용하여 연마기가 만드는 각도를 확인한 다음 부정확한 연마 부분을 교정하십시오.
베드바 정비
베드바 제거
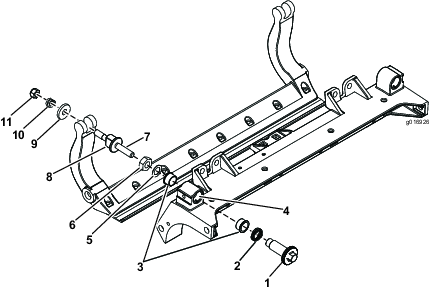
베드바 조립
-
베드바를 설치하고 와셔 및 베드바 조정기 사이에 장착 이어를 배치합니다.
-
베드바 볼트(볼트 위 너트) 및 와셔 6개로 각 측면 플레이트에 베드바를 고정합니다.
Note: 측면 플레이트 보스의 각 측면에 나일론 와셔를 배치합니다. 각 나일론 와셔 외부에 강철 와셔를 배치합니다(그림 31).
-
37~45 N∙m 토크로 베드바 볼트를 조입니다.
Note: 외부 강철 와셔가 회전을 멈추고 유격이 제거될 때까지 잠금 너트를 조이십시오. 그러나 측면 플레이트를 너무 조이거나 구부리지 마십시오. 내부 와셔에는 간극이 있습니다.
-
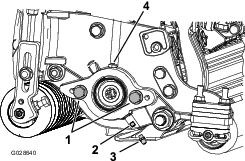
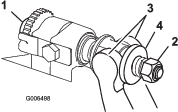
스프링이 압착될 때까지 스프링 장력 너트를 조인 다음 1/2 바퀴 뒤로 풉니다(그림 32).
HD 듀얼 포인트 조정기(DPA) 정비
-
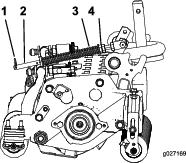
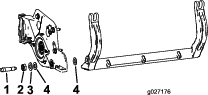
모든 부품을 제거합니다(HD DPA 키트에 대한 설치 지침 및 그림 33을 참조하십시오).
-
고착 방지제를 커팅 유닛 중앙 프레임의 부싱 부위 내부에 바릅니다(그림 33).
-
플랜지 부싱의 키를 프레임 슬롯과 정렬하고 부싱을 장착합니다(그림 33).
-
웨이브 와셔를 조정 샤프트에 장착하고 조정 샤프트를 커팅 유닛 플랜지의 플랜지 부싱에 밀어 넣습니다(그림 33).
-
플랫 와셔 및 록너트로 조정기 샤프트를 고정합니다(그림 33).
-
20~27 N·m로 토크로 록너트를 조입니다.
Note: 베드바 조정기 샤프트는 왼나사입니다.
-
조정 샤프트에 안착하도록 베드바 조정 나사의 나사산에 고착 방지제를 바릅니다.
-
베드바 조정 나사를 조정 샤프트에 돌려서 끼웁니다.
-
조정 나사 위에 경화 와셔, 스프링, 스프링 장력 너트를 느슨하게 설치합니다.
-
베드바를 설치하고 와셔 및 베드바 조정기 사이에 장착 이어를 배치합니다.
-
베드바 볼트(볼트 위 너트) 및 와셔 6개로 각 측면 플레이트에 베드바를 고정합니다.
Note: 측면 플레이트 보스의 각 측면에 나일론 와셔를 배치합니다.
-
각 나일론 와셔 외부에 강철 와셔를 배치합니다(그림 33).
-
37~45 N∙m 토크로 베드바 볼트를 조입니다.
-
외부 강철 와셔가 회전을 멈추고 유격이 제거될 때까지 잠금 너트를 조이십시오. 그러나 측면 플레이트를 너무 조이거나 구부리지 마십시오.
Note: 내부 와셔에는 간극이 있습니다(그림 33).
-
압축 스프링이 완전히 압축할 때까지 각 베드바 조정 어셈블리의 너트를 조인 다음 너트를 1/2 바퀴 풉니다(그림 33).
-
커팅 유닛의 다른 말단에서 이 절차를 반복합니다.
-
베드나이프를 릴에 맞춥니다. 릴에 대해 베드나이프 조정을 참조하십시오.
롤러 정비
롤러 리빌드 키트 및 롤러 리빌드 도구 키트(그림 34)는 롤러 정비를 위해 사용합니다. 롤러 리빌드 키트에는 롤러를 리빌드할 때 필요한 모든 베어링, 베어링 너트, 내부 씰, 외부 씰이 포함되어 있습니다. 롤러 리빌드 도구 키트에는 롤러 리빌드 키트로 롤러를 리빌드할 때 필요한 모든 공구 및 설치 지침이 포함되어 있습니다. 부품 카탈로그를 참조하거나 지정 판매 대리점에 연락하여 도움을 받으십시오.
