


Техническое обслуживание
Смазывание режущих блоков
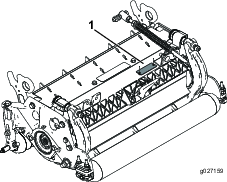
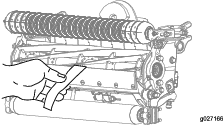
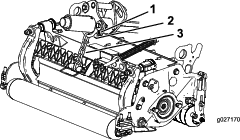
На каждом режущем блоке установлено 5 масленок (Рисунок 22), которые необходимо регулярно заправлять консистентной смазкой № 2 на литиевой основе.
Есть 2 точки смазки на переднем валике, заднем валике и 1 для шлицев двигателя барабана.
Note: Смазка режущих блоков непосредственно после их промывки помогает удалить воду из подшипников и продлить срок их службы.
-
Протирайте каждую масленку чистой ветошью.
-
Вводите смазку до появления чистой смазки из уплотнений валиков и предохранительного клапана подшипника.
-
Удалите излишки смазки.
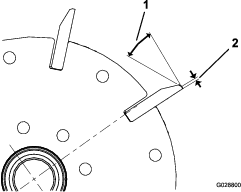
Затыловочное шлифование барабана
Ширина витка нового барабана составляет от 1,3 до 1,5 мм, он заточен затыловочным шлифованием под 30 градусов.
Когда ширина витка становится больше 3 мм, выполните следующие действия:
-
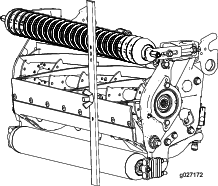
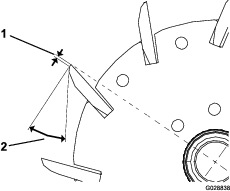
Произведите 30-градусное затыловочное шлифование всех ножей барабана, пока не будет достигнута ширина витка 1,3 мм (Рисунок 23 и Рисунок 24).
-
Произведите шлифование методом вращения барабана, чтобы получить биение барабана <0,025 мм.
Note: При этом ширина витка немного увеличится.
Note: Чтобы кромка барабана и неподвижного ножа оставались острыми как можно более длительное время после шлифования барабана и/или неподвижного ножа, проверьте контакт барабана с неподвижным ножом еще раз после скашивания 2 фарвеев, так как при этом будут удалены любые оставшиеся заусенцы, что может привести к нарушению зазора между барабаном и неподвижным ножом и тем самым ускорить износ.
Обслуживание неподвижного ножа
Эксплуатационные пределы неподвижного ножа приведены в следующей таблице.
Important: Эксплуатация режущего блока с неподвижным ножом, параметры которого ниже «эксплуатационного предела», может привести к неудовлетворительному результату скашивания и снижению прочности конструкции неподвижного ножа при ударах.
| Таблица эксплуатационного предела неподвижного ножа | ||||
| Неподвижный нож | Деталь | Высота режущей кромки неподвижного ножа* | Эксплуатационный предел* | Углы заточки Верхний/передний углы |
| Низкая высота скашивания EdgeMax® (модель 03641) | 127-7132 | 5,6 мм | 6,4–12,7 мм | 10/5 градусов |
| Низкая высота скашивания (дополнительно) | 110-4084 | 5,6 мм | 4,8 мм | 10/5 градусов |
| Расширенная низкая высота скашивания EdgeMax® (дополнительно) | 119-4280 | 5,6 мм | 4,8 мм | 10/10 градусов |
| Расширенная низкая высота скашивания (дополнительно) | 120-1640 | 5,6 мм | 4,8 мм | 10/10 градусов |
| EdgeMax® (модели 03638 и 03639) | 108-9095 | 6,9 мм | 4,8 мм | 10/5 градусов |
| Стандартный (дополнительно) | 108-9096 | 6,9 мм | 4,8 мм | 10/5 градусов |
| Для тяжелых условий работы (дополнительно) | 110-4074 | 9,3 мм | 4,8 мм | 10/5 градусов |
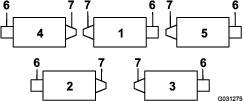
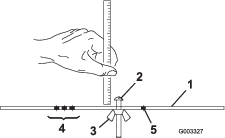
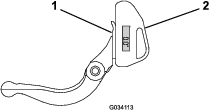
Рекомендуемые верхние и передние углы заточки неподвижного ножа (Рисунок 25)
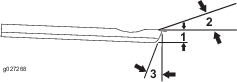
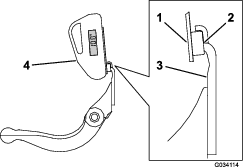
Note: Все измерения эксплуатационного предела неподвижного ножа выполняются относительно нижней части неподвижного ножа (Рисунок 26).
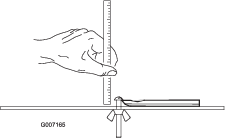
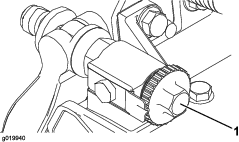
Проверка верхнего угла заточки
При шлифовании неподвижных ножей очень важно обеспечить получение правильного угла.
Используйте индикатор угла (номер 131-6828 по каталогу Toro) и крепление для индикатора угла (номер 131-6829 по каталогу Toro) для проверки угла, который обеспечивает ваше приспособление для заточки, и затем скорректируйте его при наличии несовпадения.
-
Установите индикатор угла на нижней стороне неподвижного ножа, как показано на Рисунок 27.
-
Нажмите кнопку Alt Zero (Ноль выс.) на индикаторе угла.
-
Установите крепление индикатора угла на кромке неподвижного ножа так, чтобы кромка магнита совпала с кромкой неподвижного ножа (Рисунок 28).
Note: При выполнении действий, описанных в данном пункте, цифровой дисплей должен быть виден с той же стороны, как и при выполнении действий, описанных в пункте 1.
-
Установите индикатор угла на крепление, как показано на Рисунок 28.
Note: Это угол, который дает приспособление для заточки, и он должен отличаться не более чем на 2 градуса от рекомендуемого верхнего угла заточки.
Обслуживание планки неподвижного ножа
Демонтаж планки неподвижного ножа
-
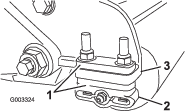
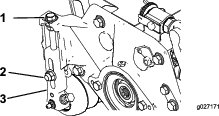
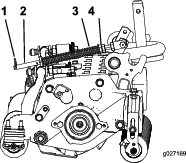
Поворачивайте винты регулировки планки неподвижного ножа против часовой стрелки, чтобы отодвинуть неподвижный нож от барабана (Рисунок 29).
-
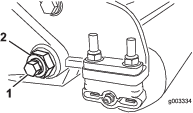
Отверните гайку затяжки пружины, чтобы ослабить давление шайбы на планку неподвижного ножа (Рисунок 29).
-
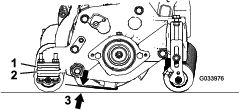
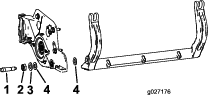
С каждой стороны машины ослабьте контргайку крепления болта планки неподвижного ножа (Рисунок 30).
-
Удалите все болты планки неподвижного ножа, потяните планку вниз и отсоедините ее от машинного болта (Рисунок 30).
Note: Помните о наличии 2 нейлоновых и 1 штампованной стальных шайб с каждой стороны планки неподвижного ножа (Рисунок 31).
Сборка планки неподвижного ножа
-
Установите планку неподвижного ножа, расположив монтажные проушины между шайбой и регулятором планки неподвижного ножа.
-
Прикрепите планку неподвижного ножа к боковым пластинам с помощью болтов планки неподвижного ножа (гаек на болтах) и 6 шайб.
Note: Установите нейлоновую шайбу с каждой стороны выступа боковой пластины. На нейлоновые шайбы установите стальные шайбы (Рисунок 31).
-
Затяните болты планки неподвижного ножа с моментом от 37 до 45 Н∙м.
Note: Затяните контргайки вручную так, чтобы наружные стальные шайбы перестали вращаться и осевой люфт был устранен, но не перетягивайте и не деформируйте боковые пластины. Шайбы с внутренней стороны могут иметь зазор.
-
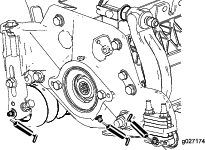
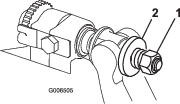
Затягивайте гайку натяжения пружины до полного сжатия пружины, после чего ослабьте на 1/2 оборота (Рисунок 32).
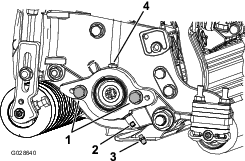
Обслуживание HD системы двухточечной регулировки (DPA)
-
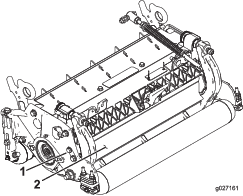
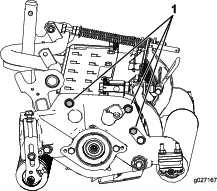
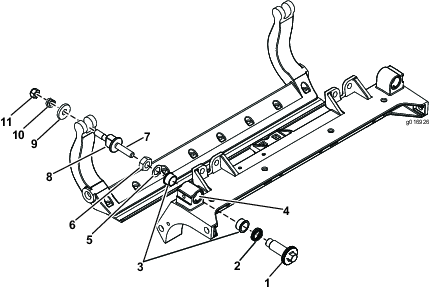
Снимите все детали (см. Инструкции по установке для HD комплекта DPA и Рисунок 33).
-
Нанесите противозадирный состав на внутреннюю поверхность втулки на центральной раме режущего блока (Рисунок 33).
-
Совместите шпонки фланцевых втулок с прорезями в раме и установите втулки (Рисунок 33).
-
Установите волнистую шайбу на вал регулятора и вставьте вал регулятора во фланцевые втулки, установленные в раме режущего блока (Рисунок 33).
-
Закрепите вал регулятора с помощью плоской шайбы и контргайки (Рисунок 33).
-
Затяните контргайку с моментом 20–27 Н∙м.
Note: Вал регулятора планки неподвижного ножа имеет левостороннюю резьбу.
-
Нанесите противозадирный состав на резьбу регулировочного винта планки неподвижного ножа, который вставляется в вал регулятора.
-
Заверните регулировочный винт планки неподвижного ножа в вал регулятора.
-
Установите на регулировочный винт, не затягивая, закаленную шайбу, пружину и гайку натяжения пружины.
-
Установите планку неподвижного ножа, расположив монтажные проушины между шайбой и регулятором планки неподвижного ножа.
-
Прикрепите планку неподвижного ножа к боковым пластинам с помощью болтов планки неподвижного ножа (гаек на болтах) и 6 шайб.
Note: Установите нейлоновую шайбу с каждой стороны выступа боковой пластины.
-
На нейлоновые шайбы установите стальные шайбы (Рисунок 33).
-
Затяните болты планки неподвижного ножа с моментом от 37 до 45 Н∙м.
-
Затяните контргайки так, чтобы наружные стальные шайбы перестали вращаться и осевой люфт был устранен, но не перетягивайте и не деформируйте боковые пластины.
Note: Шайбы с внутренней стороны могут иметь зазор (Рисунок 33).
-
Затяните гайку на каждом узле регулировки планки неподвижного ножа до полного сжатия пружины, а затем отпустите гайку на 1/2 оборота (Рисунок 33).
-
Повторите эту процедуру на другой стороне режущего блока.
-
Отрегулируйте контакт барабана с неподвижным ножом; см. раздел Регулировка контакта неподвижного ножа с барабаном.
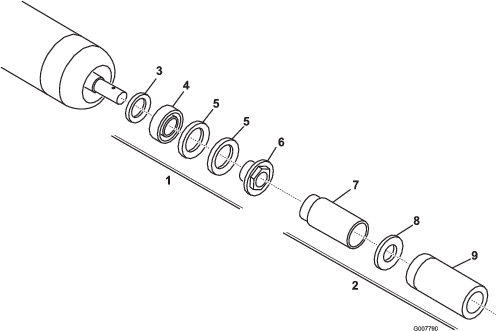
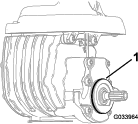
Обслуживание валика
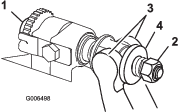
Для обслуживания валика предусмотрены ремонтный комплект валика и набор инструментов для ремонта валика (Рисунок 34). Ремонтный комплект валика включает все подшипники, гайки подшипников, внутренние и внешние уплотнения для ремонта валика. Набор инструментов для ремонта валика включает все инструменты и инструкции по установке, необходимые для ремонта валика с набором для его ремонта. См. каталог деталей или обратитесь за помощью к своему официальному дистрибьютору.