


Underhåll
Smörja klippenheterna
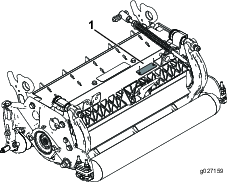
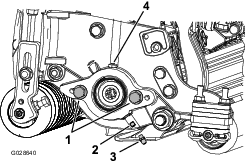
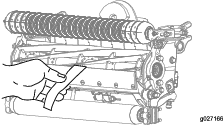
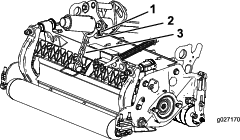
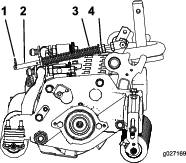
Varje klippenhet har fem smörjnipplar (Figur 22) som måste smörjas regelbundet med universalfett nr 2 på litiumbas.
Det finns två smörjpunkter på den främre rullen och bakre rullen samt en på cylindermotorns spårning.
Note: Genom att smörja klippenheterna omedelbart efter tvätt, töms vattnet ur lagren vilket ökar dess livslängd.
-
Torka av alla smörjnipplar med en ren trasa.
-
Påför fett tills det rinner ut rent fett ur rullens tätningar och lagrets övertrycksventil.
-
Torka bort eventuellt överflödigt fett.
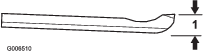
Slipa cylinderns avbackning
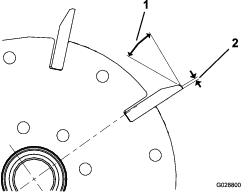
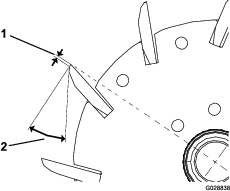
Den nya cylindern har en anliggningsyta som är 1,3 till 1,5 mm bred och en avbackning på 30 grader.
Gör följande när anliggningsytan blir över 3 mm bred:
-
Slipa en avbackning på 30 grader på alla cylinderknivar tills anliggningsytans bredd är 1,3 mm (Figur 23 och Figur 24).
-
Rundslipa cylindern för att uppnå en precisionsminskning för cylindern på < 0,025 mm.
Note: Detta gör att anliggningsytans bredd ökar något.
Note: För att cylinderkanten och underkniven ska vara vassa längre ska du – efter att ha slipat cylindern och/eller underkniven – kontrollera kontakten mellan cylindern och underkniven igen när du har klippt två fairways eftersom alla grader (”skägg”) tas bort vilket kan skapa felaktigt spel mellan cylindern och underkniven och därmed få dem att slitas ut snabbare.
Serva underkniven
Servicegränserna som gäller för underkniven anges i nedanstående tabell.
Important: Om klippenheten används när underkniven är under servicegränsen kan klippytans utseende påverkas negativt och underknivens förmåga att stå emot stötar kan minskas.
| Tabell med servicegränser för underkniven | ||||
| Underkniv | Artikel | Underknivens läpphöjd* | Servicegräns* | FräsvinklarÖvre/främre vinklar |
| EdgeMax® låg klipphöjd (modell 03641) | 127-7132 | 5,6 mm | 6,4–12,7 mm | 10/5 grader |
| Låg klipphöjd (tillval) | 110-4084 | 5,6 mm | 4,8 mm | 10/5 grader |
| Utökade EdgeMax® låg klipphöjd (tillval) | 119-4280 | 5,6 mm | 4,8 mm | 10/10 grader |
| Extra låg klipphöjd (tillval) | 120-1640 | 5,6 mm | 4,8 mm | 10/10 grader |
| EdgeMax® (modellerna 03638 och 03639) | 108-9095 | 6,9 mm | 4,8 mm | 10/5 grader |
| Standard (Tillval) | 108-9096 | 6,9 mm | 4,8 mm | 10/5 grader |
| Tung drift (tillval) | 110-4074 | 9,3 mm | 4,8 mm | 10/5 grader |
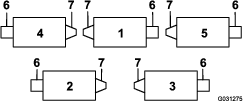
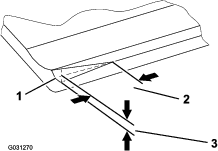
Rekommenderade övre och främre fräsvinklar för underkniven (Figur 25)
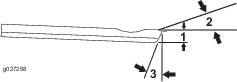
Note: Alla servicegränsmått för underkniven hänvisar till underknivens nedre del (Figur 26)
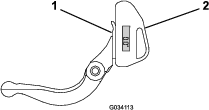
Kontrollera toppslipningsvinkeln
Det är viktigt vilken vinkel du använder när du slipar underknivarna.
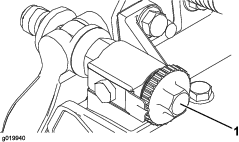
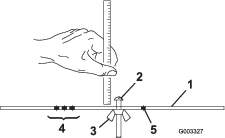
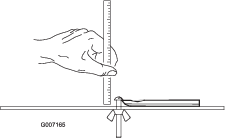
Använd vinkelindikatorn (Toro-artikelnr 131-6828) och vinkelindikatorfästet (Toro-artikelnr 131-6829) för att kontrollera vinkeln som slipmaskinen skapar. Åtgärda vid felaktiga resultat.
-
Placera vinkelindikatorn på underknivens undersida enligt Figur 27.
-
Tryck på Alt Zero-knappen på vinkelindikatorn.
-
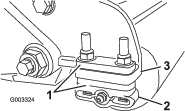
Placera vinkelindikatorfästet på underknivens egg så att magnetens kant får kontakt med underknivens kant (Figur 28).
Note: Den digitala displayen ska under detta steg vara synlig från samma sida som den var i steg 1.
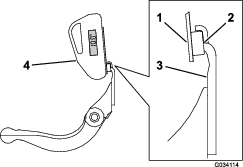
-
Placera vinkelindikatorn på fästet enligt Figur 28.
Note: Detta är den vinkel som slipmaskinen skapar, och den ska ligga inom två grader från den rekommenderade toppslipningsvinkeln.
Serva underknivsstången
Ta bort underknivsstången
-
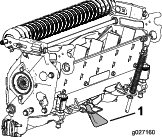
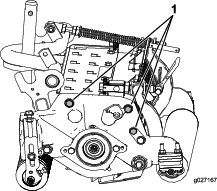
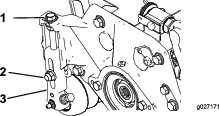
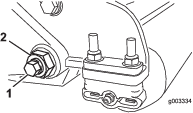
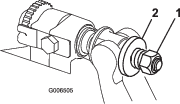
Vrid underknivsstångens justerskruvar moturs så att underkniven förs bort från cylindern (Figur 29).
-
För fjäderspänningsmuttern bakåt tills brickan inte längre är spänd mot underknivsstången (Figur 29).
-
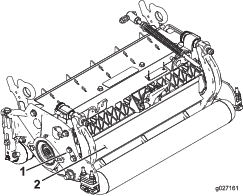
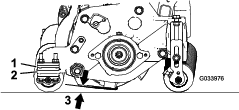
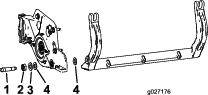
Lossa kontramuttern som håller fast låsmuttern till underknivsstången på vardera sidan av maskinen (Figur 30).
-
Ta bort alla bultar till underknivsstången så att denna kan dras nedåt och avlägsnas från maskinen (Figur 30).
Note: Beräkna två nylonbrickor och en bricka av stansat stål på vardera änden av underknivsstången (Figur 31).
Montera underknivsstången
-
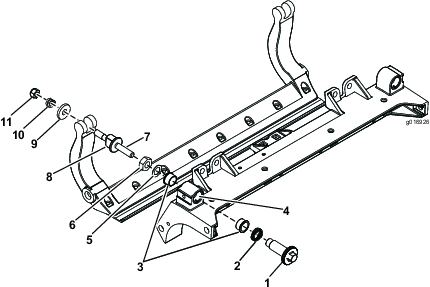
Montera underknivsstången och placera fästhandtagen mellan brickan och underknivsstångens justerare.
-
Fäst underknivsstången på vardera sidoplåten med tillhörande skruvar (muttrar på skruvar) och de sex brickorna.
Note: Sätt en nylonbricka på var sida om sidoplåtens nav. Placera en stålbricka på utsidan av varje nylonbricka (Figur 31).
-
Dra åt skruvarna för underknivsstången till 37–45 Nm.
Note: Dra åt låsmuttrarna tills den yttre stålbrickan slutar rotera och ändspelet försvinner, men dra inte åt för hårt och böj inte sidoplåtarna. Det kan finnas ett mellanrum vid brickorna på insidan.
-
Dra åt fjäderspänningsmuttern tills fjädern pressas ihop, och vrid sedan ut den ett halvt varv (Figur 32).
Serva klippenhetsdelar med dubbelpunktsjustering (DPA)
-
Ta bort alla delar (se monteringsanvisningarna för HD DPA-satsen och Figur 33).
-
Applicera monteringssmörjmedel på insidan av bussningsområdet på klippenhetens mittram (Figur 33).
-
Rikta in nycklarna på flänsbussningarna mot skårorna på ramen och montera bussningarna (Figur 33).
-
Montera en vågbricka på justeringsaxeln och skjut in justeringsaxeln i flänsbussningarna på klippenhetens ram (Figur 33).
-
Fäst justeringsaxeln med en planbricka och låsmutter (Figur 33).
-
Dra åt låsmuttern till 20–27 Nm.
Note: Underknivsstångens justeringsaxel är vänstergängad.
-
Applicera monteringssmörjmedel på gängorna på underknivstångens justerskruv som passar i justeringsaxeln.
-
Gänga fast underknivsstångens justerskruv i justeringsaxeln.
-
Montera den härdade brickan, fjädern och fjäderspänningsmuttern löst på justerskruven.
-
Montera underknivsstången genom att placera fästhandtagen mellan brickan och underknivsstångens justerare.
-
Fäst underknivsstången på vardera sidoplåten med tillhörande skruvar (muttrar på skruvar) och de sex brickorna.
Note: Sätt en nylonbricka på var sida om sidoplåtens nav.
-
Placera en stålbricka på utsidan av varje nylonbricka (Figur 33).
-
Dra åt skruvarna för underknivsstången till 37–45 Nm.
-
Dra åt låsmuttrarna tills den yttre stålbrickan slutar rotera och spelet försvinner, men dra inte åt för hårt och böj inte sidoplåtarna.
Note: Det kan finnas ett mellanrum vid brickorna på insidan (Figur 33).
-
Dra åt muttern på varje justeringsanordning för underknivsstången tills kompressionsfjädern är helt hoptryckt och lossa sedan muttern ett halvt varv (Figur 33).
-
Upprepa proceduren på klippenhetens andra sida.
-
Justera underkniven mot cylindern, se Justera underkniven mot cylindern.
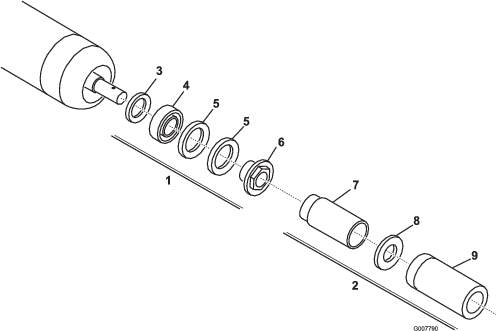
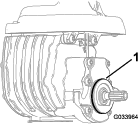
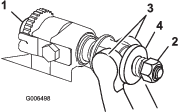
Serva rullen
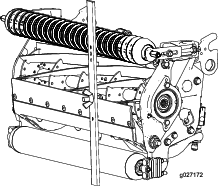
Ombyggnadssatsen för rulle och verktygssatsen för ombyggnad av rulle (Figur 34) finns tillgängliga för service av rullen. Ombyggnadssatsen för rulle inkluderar alla lager, lagermuttrar och inre och yttre tätningar som krävs för att bygga om en rulle. Verktygssatsen för ombyggnad av rulle inkluderar alla verktyg och monteringsanvisningar som krävs för att bygga om en rulle med ombyggnadssatsen. Titta i reservdelskatalogen eller kontakta en auktoriserad återförsäljare om du behöver hjälp.