安全
安全和指示标签
 |
任何潜在危险区附近均贴有操作员清晰可见的安全标贴和说明。更换受损或丢失的标贴。 |
安装
准备机器
-
将机器停在水平地面上。
-
接合驻车刹车。
-
关闭机器并拔下钥匙。

安装货斗支架
安装支撑杆支架
适用于序列号 410500000 及之后
此程序中需要的物件:
| 支撑杆支架 | 1 |
| 六角头螺栓(⅜ x 2½ 英寸) | 2 |
| 锁紧螺母 (⅜ 英寸) | 2 |
-
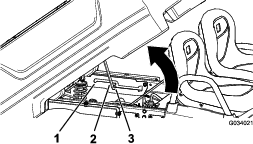
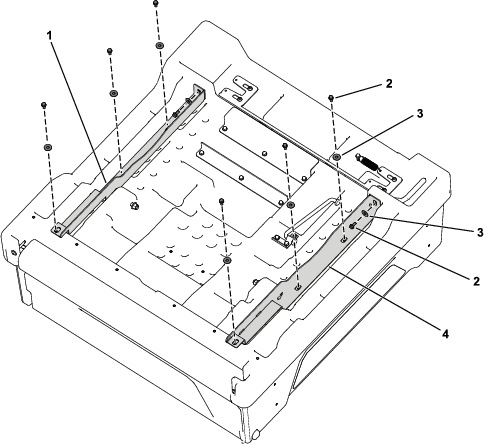
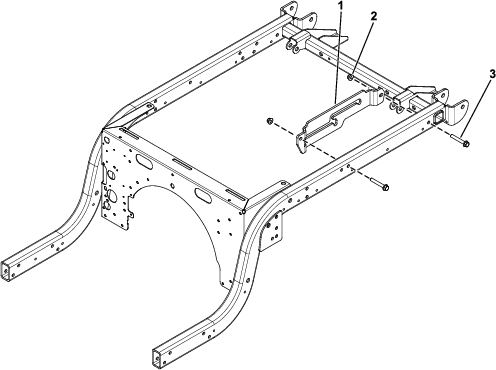
如图 3所示,用 2 个六角头螺栓(⅜ x 2½ 英寸)和 2 个锁紧螺母(⅜ 英寸)将支撑杆支架固定到机器机架。
-
上紧 2 个六角头螺栓(⅜ x 2½ 英寸)扭矩至 41 N∙m。
安装货斗
此程序中需要的物件:
| 螺栓 (½ x 4½ 英寸) | 2 |
| 凸缘螺母 | 2 |
-
将机器停放在水平地面上,接合手刹,关闭机器,然后拔下钥匙。
-
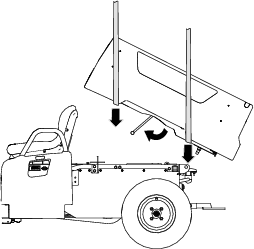
旋转货斗,使枢轴支架组件和支撑杆向下。
-
使用货斗前、后部的提升装置升起货斗,并将其在机器机架上对齐,使枢轴支架组件向后(图 4)。
-
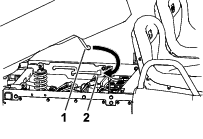
调整提升装置的高度和位置,使支撑杠的短腿与左机架安装槽或支撑杆支架中支撑杆槽端部的锁孔槽对齐(图 5)。
Note: 必须调整货斗与提升装置的角度,使支撑杆与锁孔槽对齐。
-
向前摆动支撑杆,将支撑杆的短腿穿过锁孔槽(图 5)。
-
向后移动货斗和支撑杆,直至枢轴支架组件与后机架槽对齐。
-
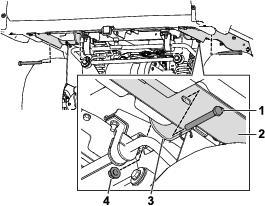
小心放下货斗,直至枢轴支架中的孔与货斗支架中的安装孔对齐(图 6)。
-
使用 2 个螺栓(½ x 4½ 英寸)和 2 个凸缘螺母将右货斗支架和左货斗支架固定到枢轴支架上(图 6)。
-
上紧 2 个凸缘螺母扭矩至 16~19N·m。