

Bakım
Önerilen Bakım Çizelgesi
| Bakım Servisi Aralıkları | Bakım Prosedürü |
|---|---|
| İlk 10 saatten sonra |
|
| Her kullanımdan önce veya günlük |
|
| Yıllık |
|
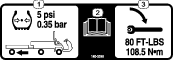
Lastik Hava Basıncının Kontrol Edilmesi
| Bakım Servisi Aralıkları | Bakım Prosedürü |
|---|---|
| Her kullanımdan önce veya günlük |
|
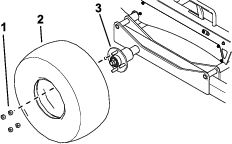
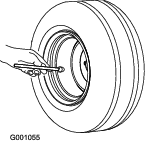
Lastik hava basıncı değeri: 34 kPa (5 psi)
Lastiklerin hava basınçlarını kontrol edin (Şekil 32). Lastiklerdeki hava basıncının belirtilen hava basıncına gelmesi için ihtiyaca göre hava basın veya tahliye edin.
Tekerlek Yataklarında Boşluk Kontrolü Yapılması
| Bakım Servisi Aralıkları | Bakım Prosedürü |
|---|---|
| Yıllık |
|
-
Daha önce römorka yerleştirilmiş olabilecek makineleri yerinden çıkarın.
-
Bir kriko yardımıyla römorku yükseltin ve römorkun altına kriko ayakları yerleştirin.
-
Her bir tekerleği aşırı boşluğa (lastik ve tekerlek göbeği grubunun serbest hareket etmesi) karşı kontrol edin.
Aşırı boşluk tespit ederseniz yetkili Toro distribütörünüze başvurun.
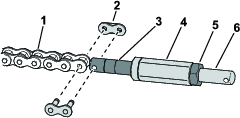
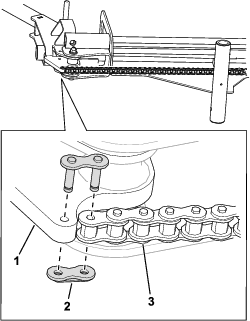
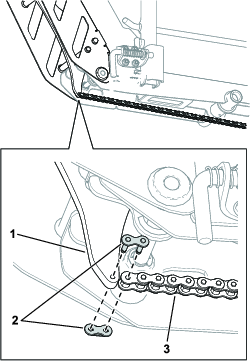
Zincirlerin Yağlanması
| Bakım Servisi Aralıkları | Bakım Prosedürü |
|---|---|
| Yıllık |
|
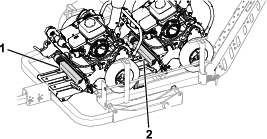
Her bir zincire genel amaçlı gres sürün.
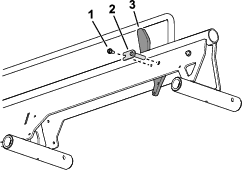
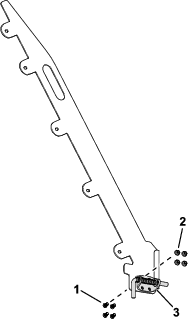
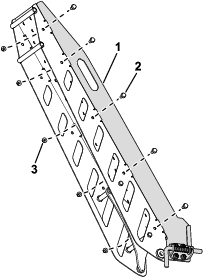
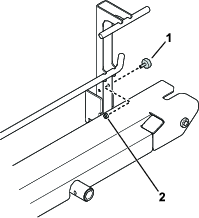
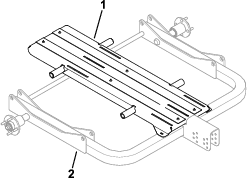
Silindir Takozu Sabitleme Elemanlarının Torkunun Kontrol Edilmesi
| Bakım Servisi Aralıkları | Bakım Prosedürü |
|---|---|
| Yıllık |
|
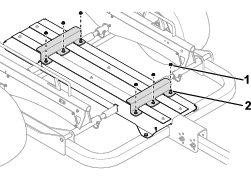
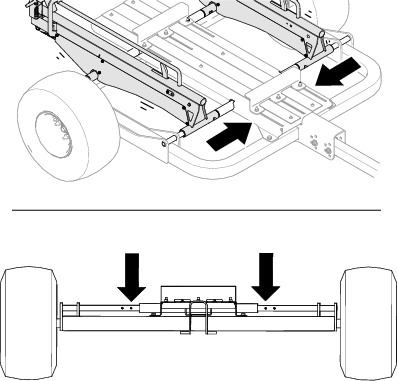
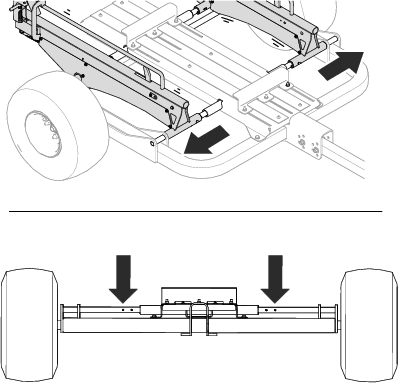
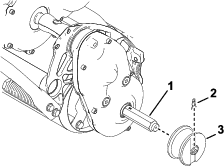
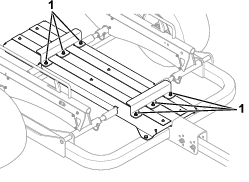
Silindir takozu sabitleme elemanlarını (Şekil 33) 79 N∙m (700 in-lb) torkla sıkın.
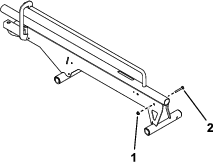
Tekerlek Bijonlarının Torkunun Kontrol Edilmesi
| Bakım Servisi Aralıkları | Bakım Prosedürü |
|---|---|
| İlk 10 saatten sonra |
|
Tork değeri: 108 N.m (80 ft-lb)
Tekerlekleri her taktığınızda ve ilk 10 saatlik çalışmanın ardından tekerlek bijonlarının sıkma torklarını kontrol edin.
Tekerlek bijonlarını, Şekil 34 ile gösterilen sırayla, belirtilen torka kadar sıkın.
Uyarı
Bijon somunlarının uygun torkla sıkılmaması tekerleğin arızalanmasına veya kaybedilmesine yol açabilir ve bu da kişisel yaralanmaya neden olabilir.
Tekerlek bijonlarını belirtilen torka kadar sıkın.

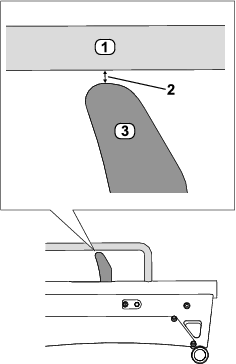
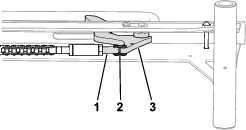
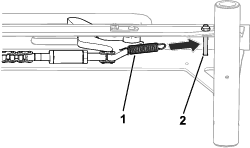
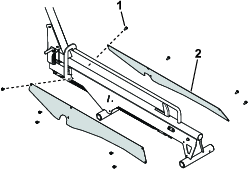
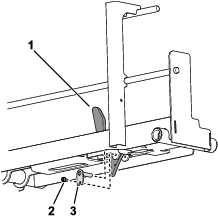
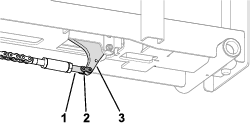
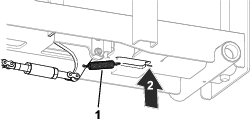
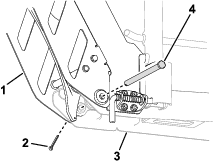
Stoper Boşluğunun Kontrol Edilmesi
| Bakım Servisi Aralıkları | Bakım Prosedürü |
|---|---|
| Yıllık |
|
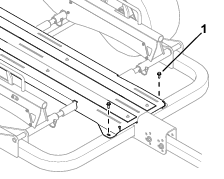
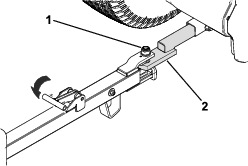
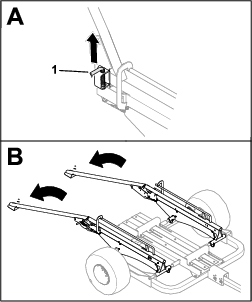
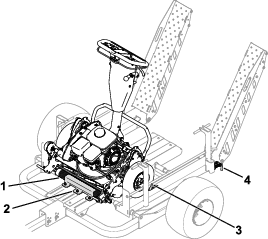
Rampalar yükseltilmiş konumda sabitlenmiş haldeyken, stoper ile rayın dibi arasındaki boşluk ölçümünü kontrol edin.
Uygun ölçüm değeri, Şekil 35 ile gösterildiği gibi 2,5 mm (0,1 inç) olmalıdır. Farklı bir ölçüm değeri tespit ederseniz, germe donanımını ve sıkma somununu uygun değere ulaşana kadar ayarlayın.