
 O não cumprimento
destas instruções pode resultar em ferimentos pessoais
ou mesmo em morte.
O não cumprimento
destas instruções pode resultar em ferimentos pessoais
ou mesmo em morte.

Manutenção
Lubrificação
Lubrificar a unidade de corte
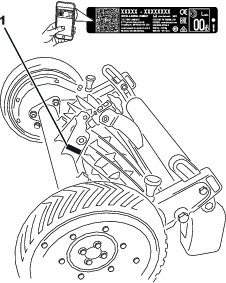
Cada unidade de corte tem 4 bocais de lubrificação (Figura 11) que têm de ser lubrificados a cada 8 horas de funcionamento com lubrificante para rolamentos n.º 2 resistente.
Note: Não utilize uma mangueira de alta pressão para limpar áreas onde existam vedantes ou rolamentos, pois os materiais estranhos, provavelmente, serão forçados a entrar no rolamento. O resultado será uma rápida deterioração do vedante ou do rolamento. Lubrificar a unidade de corte imediatamente após a lavagem ajuda a purgar a água dos rolamentos e aumenta a duração dos mesmos.
-
Limpe cada bocal de lubrificação com um trapo limpo.
-
Aplique o lubrificante. Quando sentir pressão enquanto lubrificar o rolamento, a cavidade do rolamento entre os vedantes está cheia.
Important: Não continue a lubrificar porque o vedante interior do rolamento pode ficar danificado.
-
Limpe a massa lubrificante em excesso.
Verificar o óleo da caixa de engrenagens
-
Coloque a unidade de corte numa superfície nivelada.
-
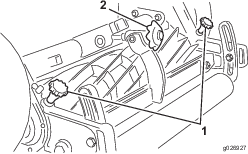
Levante e bloqueie a parte de trás da unidade de corte até haver aproximadamente 26 cm entre a parte inferior da caixa de engrenagens que se prolonga para trás do suporte do rolo e a superfície nivelada (Figura 12).
-
Retire o bujão de enchimento do interior de cada caixa de engrenagens (Figura 12). Verifique o nível de óleo na caixa de engrenagens; deve estar nivelado com o inferior do orifício de enchimento. Se o óleo estiver nivelado com o inferior do orifício, coloque o bujão de enchimento.
Important: Verifique se há fugas de óleo causadas por desgaste ou instalação incorreta do anel ou da junta e verifique ainda se há parafusos da placa lateral soltos. Efetue todas as reparações necessárias antes de adicionar óleo às caixas de engrenagens.
-
Se o nível de óleo estiver baixo, encha a caixa de engrenagens com lubrificante de engrenagens 80W-90 até ficar cheia e, depois, coloque o bujão de enchimento.
Important: Não encha demasiado a caixa de engrenagens.
Mudar o lubrificante da caixa de engrenagens
| Intervalo de assistência | Procedimento de manutenção |
|---|---|
| Anualmente |
|
As caixas de engrenagens vêm devidamente lubrificadas de fábrica. Uma vez por temporada, drene e limpe as caixas de engrenagens direita e esquerda. Quando as caixas de engrenagens estiverem limpas, adicione lubrificante de engrenagens 80W-90; consulte Verificar o óleo da caixa de engrenagens.
Verificar os cubos da roda
-
Retire as rodas.
-
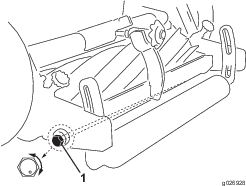
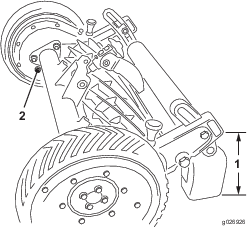
Rode o cubo da roda (Figura 13) para verificar o ajuste do rolamento. Deve sentir um ligeiro arrasto quando roda o cubo. Se o arrasto não for evidente, aperte a porca do cubo da roda (Figura 13) até sentir um ligeiro arrasto quando rodar o cubo.
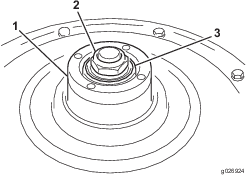
Important: Não aperte demasiado a porca do cubo da roda porque o rolamento vai desgastar-se rapidamente.
-
Verifique o anel para assegurar que não está danificado e certifique-se de que está assente no diâmetro interior do cubo da roda (Figura 13).
Important: Um anel que esteja danificado ou incorretamente instalado permitirá fugas de óleo para a caixa de engrenagens. Se sair óleo suficiente, é provável que ocorram danos mecânicos.
-
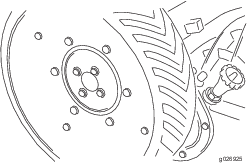
Se estiverem instaladas rodas pneumáticas, defina a pressão dos pneus para 2,413 bar.
-
Instale as rodas motrizes com os parafusos e as anilhas de bloqueio (Figura 14).
Verificar os fixadores e os rolamentos do cilindro
-
Rode o manípulo de ajuste central até a lâmina deixar de estar em contacto com o cilindro. Tente rodar o cilindro. Se o cilindro não rodar, ajuste os rolamentos do cilindro; consulte Ajustar o rolamento do cilindro na secção Manutenção. Se o cilindro rodar livremente, prossiga para o passo seguinte.
-
Tente mover o cilindro para a frente e para trás. Se o cilindro não se mover, ajuste os rolamentos do cilindro; consulte Ajuste dos rolamentos do cilindro .
-
Verifique e aperte todas as porcas e parafusos para assegurar que todas as peças estão presas.
Ajuste dos rolamentos do cilindro
Se houver folga evidente no cilindro ou se a unidade de corte tiver sido desmontada, pode ser necessário ajustar o rolamento do cilindro.
-
Retire os 4 parafusos que prendem a roda esquerda ao cubo da roda e retire a roda. Coloque a roda debaixo da caixa de engrenagens para haver suporte.
-
Levante e bloqueie a parte de trás da unidade de corte até haver aproximadamente 0,178 a 0,203 m entre a parte inferior da caixa de engrenagens que se prolonga para trás do suporte do rolo e a superfície nivelada.
-
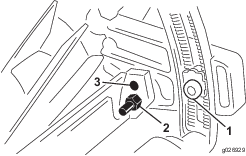
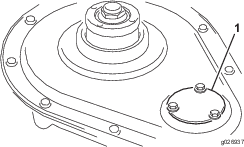
Retire os 3 parafusos que prendem a cobertura de inspeção da cobertura da caixa de engrenagens.
-
Em pequenos incrementos, rode a porca de ajuste no eixo do cilindro no sentido dos ponteiros do relógio para eliminar a folga do cilindro.
Note: Pare a rotação do cilindro.
-
Quando a folga for eliminada, rode a porca mais 1/4 de volta para pré-carregar o rolamento.
-
Coloque a cobertura de inspeção e a roda.
Amolar a unidade de corte
Note: Para obter informações mais pormenorizadas sobre amolar, consulte o Manual Toro para amolar cilindros e cortadores rotativos, formulário n.º 09168SL.
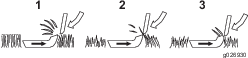
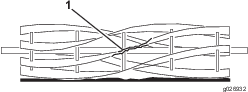
As lâminas novas e velhas devem ser amoladas presas à barra de apoio; isto assegura a rigidez durante a amolação e assegura uma verdadeira lamina. Consulte Figura 15 quando amolar lâminas para obter os ângulos de descompressão mais parecidos possível com o indicado. Ao amolar, evite o contacto intenso entre a lâmina e o mandril. O contacto intenso causa acumulação excessiva de calor, o que resulta num desgaste prematuro do mandril e numa menor duração da lâmina.
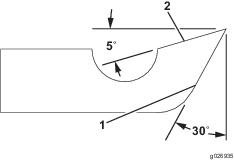
A superfície de contacto e o ângulo de descompressão da lâmina do cilindro estão indicados em Figura 16. A superfície de contacto é a parte da lâmina que entra efetivamente em contacto com a lâmina e corta a relva com uma ação de tesoura. O ângulo de descompressão é amolado na lâmina do cilindro para permitir espaço ou descompressão atrás das extremidades em contacto e, assim, reduzir o arrasto ou a fricção. O ângulo de descompressão recomendado é de 15 graus.
Note: Depois de um cilindro ter trabalhado durante um período prolongado de tempo, o ponto ou superfície de contacto de lâmina continuará a aumentar e acabará por ser da largura total da lâmina. Isto é normal e não dignifica que o cilindro tem de voltar a ser amolado para se manter eficaz. Uma unidade de corte pode cortar eficazmente com lâminas na largura total, se o ajuste for frequentemente verificado para manter as extremidade de corte afiadas.Depois de o cilindro e a lâmina tiverem sido amolados, efetue os seguintes ajustes:
-
Ajuste a altura de corte.
-
Ajuste a lâmina de corte ao cilindro.
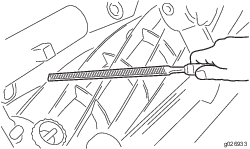
Note: À medida que as lâminas do cilindro continuam a passar na lâmina, surge uma leve irregularidade na superfície de corte ao longo do comprimento da lâmina. Se uma lima correr ocasionalmente pela extremidade frontal para remover esta irregularidade, pode obter-se um corte melhorado.
Se as extremidades da lâmina do cilindro e a extremidade da lâmina estiverem ligeiramente arredondadas e não tiverem danos graves, polir apenas com um composto pode restaurar as extremidades. Frequentemente, os utilizadores consideram que uma unidade de corte precisa de ser amolada quando, na verdade, basta ajustar o rolamento do cilindro, da lâmina ou polir.
Polimento da unidade de corte
Prepare a unidade de corte para o polimento da seguinte forma:
-
Retire a roda direita.
-
Coloque a roda debaixo da caixa de engrenagens para haver suporte.
-
Retire a cobertura do pinhão do cilindro (Figura 17).
-
Desengatar o cilindro.
-
Ligue o acoplador da máquina de polimento à porca na extremidade do eixo do cilindro.
Quando polir, utilize um bom composto de polimento comercial. Um grão médio deve ser para o polimento inicial e um grão fino para o acabamento. É recomendada uma solução de 1 parte de detergente líquido e 2 partes de composto de polimento. O detergente líquido facilita a lavagem do composto quando terminar. Também pode ser utilizado óleo solúvel em água como transportador do composto.
Note: A solução de polimento tem de ser mantida em fluxo livre para que a distribuição pela lâmina de corte e pelo cilindro seja uniforme.
O procedimento de polimento é o seguinte:
-
Ajuste a lâmina de corte ao cilindro de modo a que seja evidente um ligeiro contacto.
-
Utilize a máquina de polimento de modo a que o cilindro rode na direção inversa. Aplique a solução de polimento continuamente e mantenha um ligeiro contacto entre a lâmina de corte e o cilindro.
-
Pare a máquina de polimento regularmente para verificar a acuidade das superfície de corte. Continue a polir até as extremidades de corte afiadas terem ficado restauradas.
Note: Se as extremidades de corte estiverem demasiado arredondadas, pode ser necessário afiar e polir.
-
Lave a solução de polimento. Utilizando papel, verifique a acuidade em todo o comprimento de cada lâmina do cilindro. Se o papel não for cortado uniformemente em todo o comprimento de cada lâmina do cilindro, continue a polir conforme necessário.
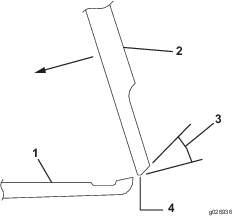
Substituir a lâmina de corte
-
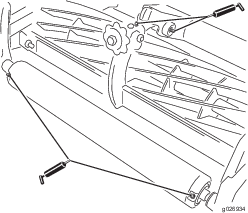
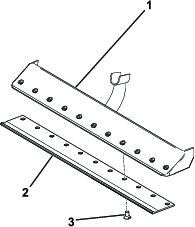
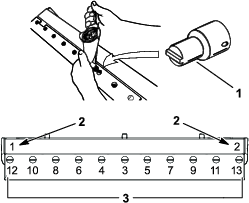
Para substituir a lâmina de corte, retire os 11 parafusos que seguram a lâmina à barra de apoio.
-
Elimine a ferrugem, escória e corrosão da superfície da barra de apoio e aplique uma fina camada de óleo na superfície da barra de apoio.
-
Limpe as roscas do parafuso.
-
Aplique composto antigripagem nos parafusos e instale a lâmina de corte na barra de apoio da seguinte forma (Figura 18):
-
Ajuste a lâmina de corte presa à barra de apoio amolando-a. Consulte o Manual Toro para amolar cilindros e cortadores rotativos, formulário N.º 09168SL.
-
Depois de a lâmina de corte ter sido amolada e afinada, ajuste o rolamento do cilindro, do rolo e da roda; consulte Ajustar o rolamento do cilindro, do rolo e da roda.
Ajustar o rolamento do cilindro, do rolo e da roda
Após as primeiras 30 horas de funcionamento, verifique o rolamento do cilindro, o rolamento do rolo e o rolamento da roda. Depois, verifique estas peças a cada 200 a 250 horas de funcionamento. Se necessário, ajuste o rolamento do cilindro. Se necessário, ajuste o rolamento do rolo. Se necessário, ajuste o rolamento da roda.
Manutenção do rolo
Desmontar o rolo
-
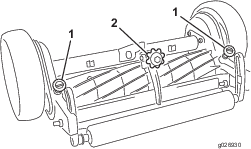
Retire os suportes e as anilhas de cada extremidade do rolo e inspecione os casquilhos.
-
Retire a porca de paragem elástica.
Note: Depois de retirar a porca de paragem elástica, deslize a manga do eixo do rolo. Aponte a extremidade do rolo para um recipiente, ao mesmo tempo puxe o eixo do rolo para fora, permitindo que o lubrificante drene do rolo.
-
Se o eixo do rolo tiver de ser substituído, retire as porcas de retenção duplas.
-
Retire as restantes mangas e vedantes de ambas as extremidades do rolo.
-
Retire os cones do rolamento de cada extremidade do rolo.
-
Retire os copos do rolamento com cuidado.
-
Retire os vedantes internos utilizando um retira-vedantes.
Montar o rolo
-
Lubrifique ligeiramente os rebordos dos vedantes internos. Coloque os vedantes internos em cada extremidade do rolo, certificando-se de que as molas ficam voltadas para dentro.
-
Substitua os copos do rolamento e coloque os cones do rolamento no rolo.
-
Lubrifique ligeiramente os rebordos dos vedantes externos. Coloque os vedantes externos em cada extremidade do rolo, certificando-se de que as molas ficam voltadas para dentro.
-
Deslize uma manga para o eixo do rolo contra as porcas de retenção duplas.
-
Envolva a área roscada do eixo do rolo com fita de celofane para proteger os vedantes e deslize cuidadosamente o eixo através do lado direito do rolo. Deslize o eixo do rolo para o rolo até penetrar no vedante mais interno no lado direito.
-
Deite aproximadamente 0,5 l de óleo lubrificante SAE 90 ou 140 no compartimento do rolo.
-
Depois de ter adicionado o óleo, empurre cuidadosamente o eixo do rolo através de todo o conjunto do rolo. Retire a fita de celofane.
-
Instale a manga no eixo do rolo e deslize contra o cone do rolamento.
-
Instale a porca de paragem elástica e fixe-a segurando as porcas de retenção duplas. Aperte a porca de paragem elástica.
Note: Aperte a porca de paragem elástica até acabar com o todo o movimento axial e radial do eixo do rolo e dos rolamentos. Certifique-se de que o rolo roda livremente no eixo.
-
Lubrifique os rolamentos com lubrificante de rolamentos n.º 2 resistente.
-
Instale as anilhas e instale os conjuntos de casquilho e do suporte esquerdo e direito.
Important: Depois de a unidade de corte ter sido completamente montada, faça os seguintes ajustes fundamentais:
-
Verifique os rolamentos do cilindro e os fixadores.
-
Ajuste a altura de corte.
-
Ajuste a lâmina de corte ao cilindro.
-