
유지보수
기어박스 윤활유 교환
정비 주기:
-
처음 100시간 후
-
매년 500시간마다(먼저 도래하는 시간 적용)
-
그루머 하우징 외부 표면을 청소하십시오.
Important: 그루머 하우징 바깥쪽에 이물질이나 예지물이 없는지 확인하십시오. 잔해물이 그루머 안쪽으로 들어가면 기어박스가 손상될 수 있습니다.
-
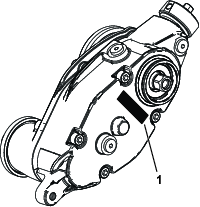
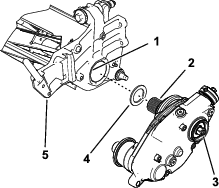
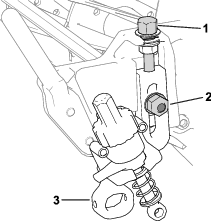
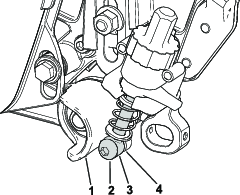
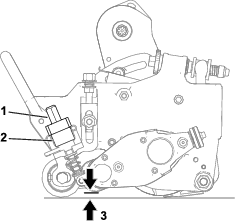
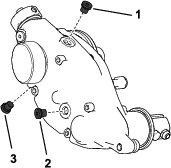
하우징 하단의 드레인 플러그를 뺍니다(그림 22).
-
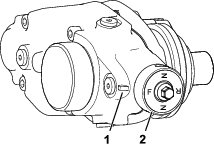
하우징 측면의 주입 플러그를 분리하고 공기가 통과할 수 있도록 상단의 환기구 플러그를 느슨하게 풉니다(그림 22).
-
오일 배출 포트 밑에서 적합한 용기 위치를 맞추어 배출된 오일을 받습니다.
-
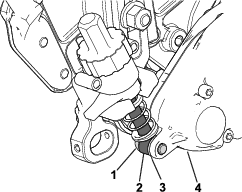
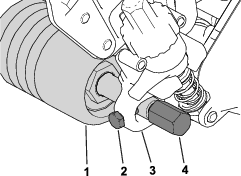
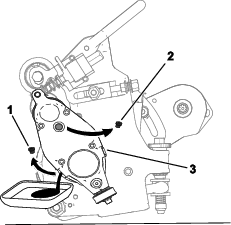
배출 포트가 제일 밑이 될 때까지 커팅 유닛을 뒤로 기울여(그림 23의 그림과 같이) 완전히 배출되게 합니다.
-
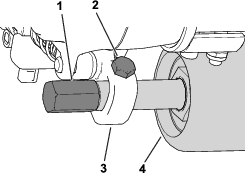
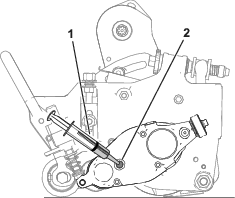
커팅 유닛을 앞뒤로 천천히 흔들어 오일이 하우징에서 완전히 배출되도록 합니다. 오일이 완전히 배출되면, 그림 24의 그림과 같이 커팅 유닛을 평평한 곳에 놓습니다.
-
드레인 플러그를 설치합니다(그림 22).
-
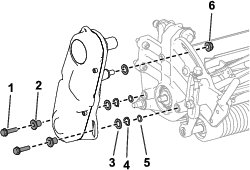
주입기(부품 번호 137-0872)를 사용하여 구동함에 80-90W 오일을 50 cc 주입합니다(그림 24).
-
주입 플러그를 설치하고 환기구 플러그를 조입니다.
-
모든 플러그를 3~5 N∙m 토크로 조입니다.
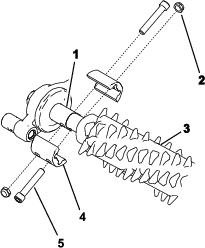
그루머 구동함 제거
Note: 달리 명시되지 않는 한, 분리한 모든 부품은 나중에 설치할 수 있도록 보관해 둡니다.
Important: 그루머 구동함을 분리하는 데 문제가 있으면 트랙션 유닛 사용 설명서를 참조하거나 Toro 공식 판매 대리점에 문의하십시오.
-
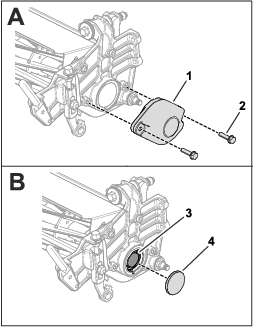
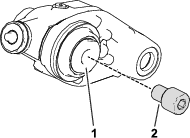
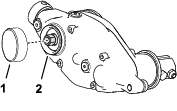
그루머에서 캡을 분리합니다.
-
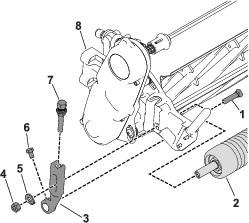
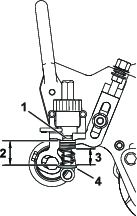
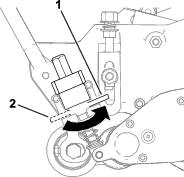
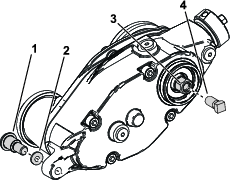
그루머 구동함을 어저스터 암에 연결하는 숄더 볼트와 경화 와셔를 뺍니다(그림 25).
-
분리하기 위해 릴을 잡아 당깁니다. 릴을 억제하여 나사산형 인서트 분리를 참조하십시오.
-
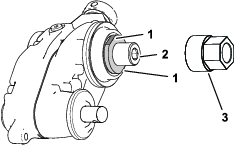
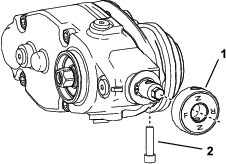
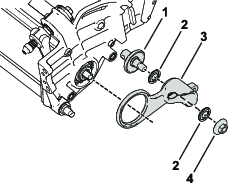
그루머 구동 육각 헤드의 내부 나사산에 보강 나사(부품 번호 1-803022- 별도 판매)를 설치하고 그림 25에 나오는 것처럼 13.5Nm 토크로 조입니다.
-
그루머 구동 육각 헤드를 돌려서 커팅 릴에서 그루머 구동함을 분리합니다(그림 25).
Important: 그루머 구동함이 커팅 유닛의 오른쪽에 설치되어 있는 경우 그루머 구동 육각 헤드를 반 시계 방향(오른 나사 방향)으로 돌려서 커팅 유닛에서 구동함 샤프트를 분리합니다.
Important: 그루머 구동함이 커팅 유닛의 왼쪽에 설치되어 있는 경우, 그루머 구동 육각 헤드를 시계 방향(왼나사 방향)으로 돌려서 커팅 유닛에서 드라이브 박스 샤프트를 제거하십시오
Important: 벽체가 무거운 경우 6 포인트 소켓을 사용해야 합니다.
그루밍 릴 청소
| 유지보수 서비스 간격 | 유지보수 절차 |
|---|---|
| 매번 사용 후 |
그루밍 릴은 사용한 후 물을 분무하여 청소하십시오. 그루머 베어링 씰을 향해 물줄기를 겨냥하지 마십시오. 그루밍 릴이 물에 잠기지 않게 하십시오. 그렇게 하면 부품에 녹이 생깁니다.
블레이드 점검
| 유지보수 서비스 간격 | 유지보수 절차 |
|---|---|
| 매번 사용하기 전 또는 매일 |
그루밍 릴 블레이드를 자주 점검하여 손상과 마모를 확인합니다. 펜치로 구부러진 블레이드를 곧게 폅니다. 마모된 블레이드를 교체하고 42~49 N·m 토크로 록너트를 조입니다. 블레이드를 점검할 때, 우측과 좌측 블레이드 샤프트 엔드 너트가 단단히 조여 있는지 확인합니다.
Note: 스프링 강철 블레이드를 사용하는 경우, 블레이드의 한쪽이 마모되면 그루밍 릴을 제거하고 180° 돌린 다음마모되지 않은 면이 회전 방향을 향하도록 설치합니다.
Note: 그루머를 사용하면 릴이 정상적으로 노출된 경우보다 더 많은 잔해물(예: 이물질과 모래)이 커팅 유닛 안으로 들어올 수 있으므로, 베드나이프와 메인 릴의 마모 상태를 더 자주 점검하십시오. 이는 특히 모래 토양 및/또는 그루머가 침투용으로 설정된 경우 중요합니다.
릴 억제하기
경고
커팅 릴 블레이드는 날카로워서 손과 발이 절단될 수 있습니다.
-
손이나 발은 릴에서 거리를 두십시오.
-
정비하기 전에 릴이 억제되어 있어야 합니다.
릴을 억제하여 나사산형 인서트 분리
-
커팅 유닛을 젖혀서 릴 바닥에 접근합니다.
-
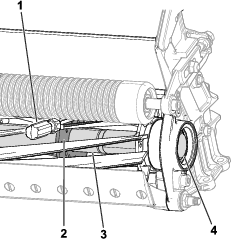
조이려는 커팅 유닛의 측면에 가장 가까운 커팅 릴의 바닥을 통해 손잡이가 긴 프라이 바(나사 드라이버 손잡이가 달린 3/8” x 12” 권장)를 삽입합니다(그림 27).
-
릴 서포트 플레이트의 용접면에 프라이 바를 놓습니다(그림 27).
Note: 릴이 움직이지 않도록 릴 샤프트 상단과 릴 블레이드의 뒷면 사이에 프라이 바를 삽입합니다.
Important: 블레이드의 절단면이 프라이 바에 닿지 않게 하십시오. 그렇게 되면 절단면이 손상되어/되거나 하이 블레이드가 될 수 있습니다.
Important: 커팅 유닛 왼쪽의 인서트에는 좌측 방향 나사산이 있습니다. 커팅 유닛 오른쪽의 인서트에는 우측 방향 나사산이 있습니다.
-
프라이 바의 핸들을 롤러에 닿게 놓습니다.
-
프라이 바가 제자리에서 벗어나지 않게 하면서 나사산형 인서트 분리를 완료한 다음 프라이 바를 분리합니다.
-
커팅 유닛을 내려서 롤러에 닿게 놓습니다.
릴을 억제하여 나사산형 인서트 설치
-
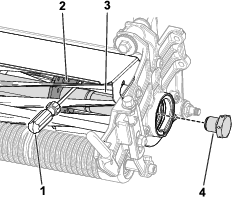
조이려는 커팅 유닛의 측면에 가장 가까운 커팅 릴의 앞면을 통해 손잡이가 긴 프라이 바(나사 드라이버 손잡이가 달린 ⅜" x 12" 권장)를 삽입합니다(그림 28).
-
릴 서포트 플레이트의 용접면에 프라이 바를 놓습니다(그림 28).
Note: 릴이 움직이지 않도록 릴 샤프트 상단과 릴 블레이드의 뒷면 사이에 프라이 바를 삽입합니다.
Important: 블레이드의 절단면이 프라이 바에 닿지 않게 하십시오. 그렇게 되면 절단면이 손상되거나 하이 블레이드가 될 수 있습니다.
Important: 커팅 유닛 왼쪽의 인서트에는 좌측 방향 나사산이 있습니다. 커팅 유닛 오른쪽의 인서트에는 우측 방향 나사산이 있습니다.
-
프라이 바의 핸들을 롤러에 닿게 놓습니다.
-
인서트의 설치 지침과 토크 요구 사항에 따라, 프라이 바가 제자리를 벗어나지 않는지 확인하면서 나사산형 인서트 설치를 완료한 다음 프라이 바를 분리합니다.