
 ) som betyr Forsiktig, Advarsel
eller Fare – personsikkerhetsinstruks. Hvis ikke disse instruksjonene
tas hensyn til, kan det føre til alvorlige personskader eller
dødsfall.
) som betyr Forsiktig, Advarsel
eller Fare – personsikkerhetsinstruks. Hvis ikke disse instruksjonene
tas hensyn til, kan det føre til alvorlige personskader eller
dødsfall.


Vedlikehold
Bruke støtten når du tipper klippeenheten
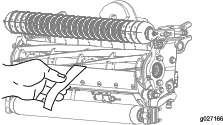
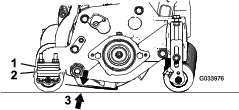
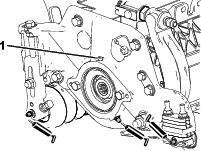
Når klippeenheten må tippes på siden for at man skal komme til motstålet/spolen, støtt opp baksiden av klippeenheten med støtten (følger med trekkenheten) for å sikre at mutterne bak på enden av justeringsskruen til motstangen ikke hviler på arbeidsoverflaten (Figur 23).
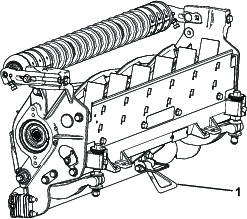
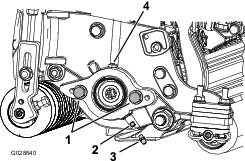
Smøre klippeenhetene
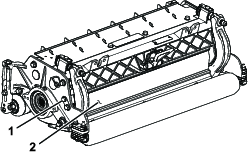
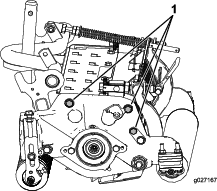
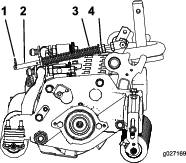
Smør regelmessig de fem smøreniplene på hver klippeenhet (Figur 24) med litiumbasert smørefett nr. 2.
Det er to smørepunkter på den fremre valsen, to på den bakre valsen og ett på kilen i spolemotoren.
Note: Hvis du smører klippeenhetene rett etter at du har vasket dem, skylles vannet ut av lagrene og bidrar til at de får forlenget levetid.
-
Tørk av alle smøreniplene med en ren fille.
-
Påfør smørefett til det kommer rent smørefett ut av valsetetningene og avlastningsventilen på lageret.
-
Tørk vekk eventuelt overflødig fett.
Baksliping av spolen
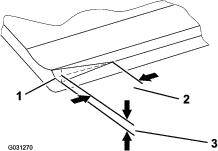
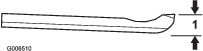
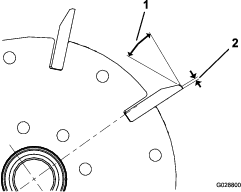
Den nye spolen har en kuttebredde på 1,3 til 1,5 mm og en 30 graders baksliping.
Gjør følgende når kuttebredden blir større enn 3 mm:
-
Bruk en 30 graders baksliping på alle spoleknivene til kuttebredden er 1,3 mm bred (Figur 25).
-
Slip spolen ved å spinne den til en urundhet som er mindre enn 0,025 mm.
Note: Dette får kuttebredden til å øke litt.
Note: For å forlenge levetiden til spoleeggene og motstålet: Etter sliping av spolen og/eller motstålet, kontroller kontakten mellom spolen og motstålet igjen etter klipping av to fairwayer. Dette fordi eventuelle ru kanter vil bli fjernet, noe som kan danne feil klaring mellom spolen og motstålet og dermed akselerere slitasjen.
Vedlikeholde motstålet
Grenser for vedlikehold av motstålet er oppgitt i skjemaet som følger.
Important: Bruk av klippeenheten med motstål som er under "vedlikeholdsgrense", kan føre til dårlig sluttresultat og redusere motstålets strukturelle integritet mot støt.
| Vedlikeholdsgrenseskjema for motstål | ||||
| Motstål | Delenr. | Høyde på motstålsleppe | Vedlikeholdsgrense* | Slipevinklerøvre/fremre vinkler |
| Lav klippehøyde (ekstrautstyr) | 120-1641 (69 cm)120-1642 (81 cm) | 5,6 mm | 4,8 mm | 10/5° |
| EdgeMax® (valgfri) | 137–6095 (69 cm) | 6,9 mm | 4,8 mm | 10/5° |
| Standard (produksjon) | 114-9388 (69 cm)114-9389 (81 cm) | 6,9 mm | 4,8 mm | 10/5° |
| Tungt arbeid (ekstrautstyr) | 114-9390 (69 cm)114-9391 (81 cm) | 9,3 mm | 4,8 mm | 10/5° |
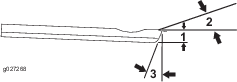
Note: Alle vedlikeholdsgrenser for motstål viser til bunnen av motstålet (Figur 27).
Kontroller øvre slipevinkel
Vinkelen som du bruker til å slipe motstålet, er svært viktig.
Bruk vinkelindikatoren (Toro-delenr. 131-6828) og vinkelindikatorfestet (Toro-delenr. 131-6829) for å kontrollere vinkelen som slipeapparatet lager, og korriger for eventuell unøyaktighet.
-
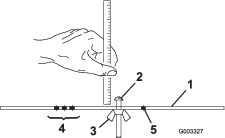
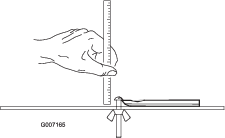
Plasser vinkelindikatoren på undersiden av motstålet, som vist i Figur 28.
-
Trykk på Alt Zero-knappen på vinkelindikatoren.
-
Plasser vinkelindikatorfestet på kanten av motstålet slik at kanten på magneten er paret med kanten på motstålet (Figur 29).
Note: Det digitale displayet skal være synlig fra samme side under dette trinnet som det var i trinn 1.
-
Plasser vinkelindikatoren på festet som vist i Figur 29.
Note: Dette er vinkelen slipeapparatet lager, og bør være innenfor 2 grader av anbefalt øvre slipevinkel.
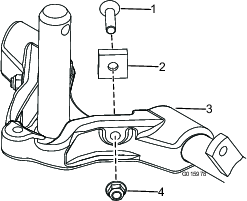
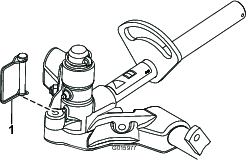
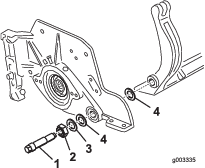
Vedlikeholde motstangen
Fjerne motstangen
-
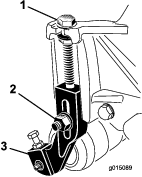
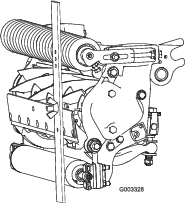
Skru motstangens justeringsskrue mot klokken for å få motstålet bort fra spolen (Figur 30).
-
Skru ut fjærspenningsmutteren til skiven ikke lenger er strammet mot motstangen (Figur 30).
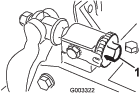
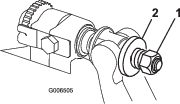
-
Løsne låsemutteren som fester motstangsbolten på begge sider av maskinen (Figur 31).
-
Fjern begge motstangsboltene slik at motstangen kan dras nedover og fjernes fra maskinbolten (Figur 31). Husk å ta de to nylonskivene og skiven av stanset stål på hver side av motstangen med i beregningen (Figur 32).
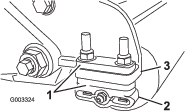
Montere motstangen
-
Når du skal montere motstangen, må du plassere monteringsfestene mellom skiven og motstangsjustereren.
-
Fest motstangen på hver side av sideplaten ved hjelp av motstangsboltene (mutterne på boltene) og seks skiver.
-
Plasser en nylonskive på hver side av sideplatens nav.
-
Plasser en stålskive på utsiden av hver nylonskive (Figur 32).
Note: Trekk til motstangsboltene med et moment på 37–45 Nm. Stram til låsemutterne til den ytre stålskiven slutter å rotere og det ikke finnes dødgang, men ikke stram til for mye eller trykk ned sideplatene. Skivene på innsiden kan ha et mellomrom.
-
Stram fjærspenningsmutteren til fjæren er presset helt sammen. Skru deretter en halv omdreining ut (Figur 33).
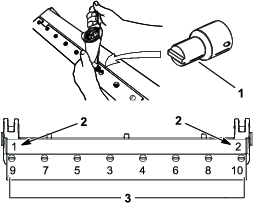
Montere motstålet
-
Fjern rust, avskalling og korrosjon av motstålets flate, og påfør et tynt lag olje på motstålets flate.
-
Rengjør skruegjengene.
-
Påfør Anti-Seize på skruene, og monter motstålet til motstangen slik (Figur 34):
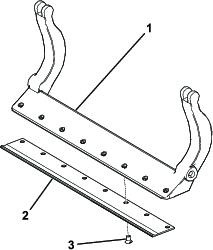
-
Slip motstålet.
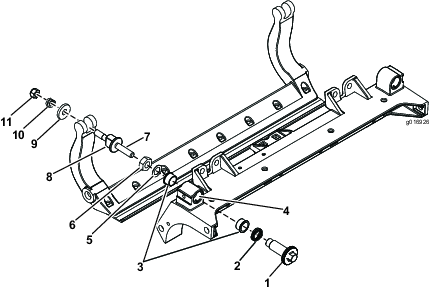
Vedlikeholde HD-dobbeltpunktjusteringene (DPA)
-
Fjern alle deler (se monteringsinstruksjoner for HD DPA-sett og Figur 36).
-
Påfør Anti-Seize-middel på innsiden av hylseområdet til klippeenhetens midtre ramme (Figur 36).
-
Still nøklene på flensfôringene på linje med slissene i rammen, og monter fôringene (Figur 36).
-
Monter en bølget skive på justeringsakselen, og før justeringsakselen inn i flensfôringene i klippeenhetens ramme (Figur 36).
-
Fest justeringsakselen med en flat skive og en låsemutter (Figur 36).
-
Trekk til låsemutteren med et moment på 20–27 Nm.
Note: Justeringsakselen til motstangen er venstregjenget.
-
Påfør Anti-Seize-middel på gjengene på justeringsskruen for motstangen som passer inn i justeringsakselen.
-
Skru justeringsskruen for motstangen inn i justeringsakselen.
-
Monter den herdede skiven, fjæren og fjærspenningsmutteren løst på justeringsskruen.
-
Når du skal montere motstangen, må du plassere monteringsfestene mellom skiven og motstangsjustereren.
-
Fest motstangen på hver side av sideplaten ved hjelp av motstangsboltene (mutterne på boltene) og seks skiver.
Note: Plasser en nylonskive på hver side av sideplatens nav.
-
Plasser en stålskive på utsiden av hver nylonskive (Figur 36).
-
Trekk til motstangsboltene med et moment på 37–45 Nm.
-
Stram til låsemutterne til den ytre stålskiven slutter å rotere og det ikke finnes dødgang, men ikke stram til for mye eller trykk ned sideplatene.
Note: Skivene på innsiden kan ha et mellomrom (Figur 36).
-
Stram til mutteren på hver motstangsjusteringsenhet til fjærspenningen er trykket helt sammen. Løsne deretter mutteren en halv omdreining (Figur 36).
-
Gjenta denne prosedyren på den andre enden av klippeenheten.
-
Juster motstålet til spolen. Se Justere motstålet til spolen.
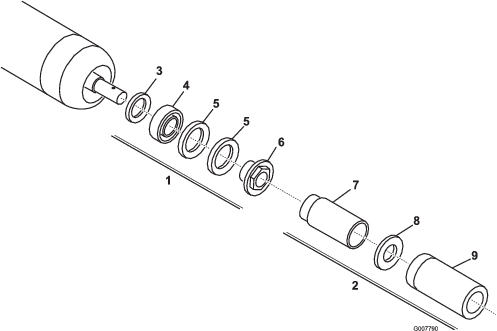
Vedlikeholde valsen
Et gjenoppbyggingssett for valse (delenr. 114-5430) og et verktøysett for gjenoppbygging av valse (delenr. 115-0803) (Figur 37) er tilgjengelig for vedlikehold av valsen. Gjenoppbyggingssettet for valse inneholder alle lagre, lagermuttere, indre forseglinger og ytre forseglinger som trengs for å gjenoppbygge en valse. Gjenoppbyggingssettet for valse inneholder alle verktøy og monteringsinstruksjoner som er nødvendige for å gjenoppbygge en valse med tilhørende sett. Se delekatalogen eller ta kontakt med en autorisert Toro-forhandler for hjelp.