维护
-
确保滚筒刷与滚筒保持平行,中间留有 1.5mm 间隙或轻轻接触。
-
每 50 小时及每次清洗后,都要给黄油嘴涂抹润滑脂。
-
更换滚筒刷时,上紧 J 形螺栓扭矩至 2~3N·m。
-
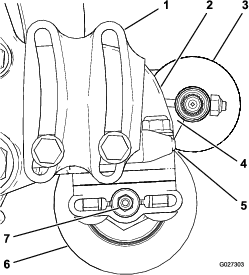
更换刷轴从动皮带轮时,上紧螺母扭矩至 20~26N·m。
-
更换滚筒刷驱动皮带轮时,涂抹 242 乐泰胶(蓝色)并上紧螺栓扭矩至 20~26N·m。
Note: 滚筒刷、怠轮轴承和皮带被视为消耗品。
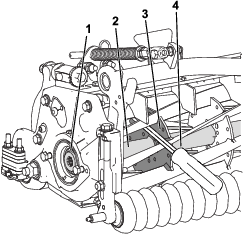
检查并调节皮带轮对齐
-
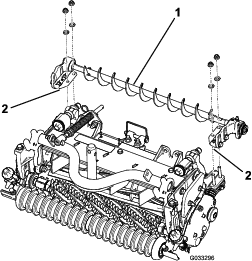
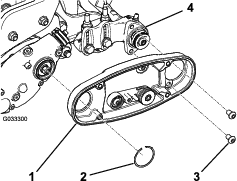
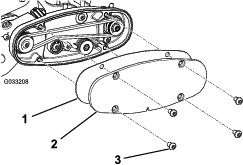
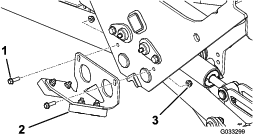
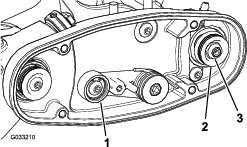
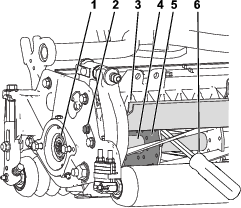
从动皮带轮(位于滚筒刷轴)可以自由出入(图 23)。
Note: 留意皮带轮需要移动的方向。
-
旋转滚刀(会带动驱动皮带轮旋转),把皮带从驱动皮带轮上撬下来(图 23)。
Note: 旋转滚刀时,应戴上厚垫手套或使用厚抹布。
-
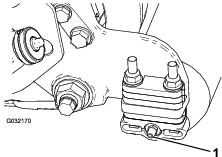
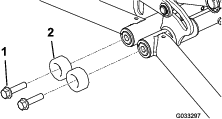
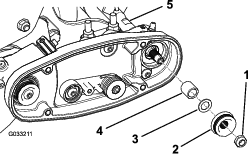
卸下将从动皮带轮固定至刷轴的锁紧螺母(图 23或 图 24)。
Note: 在滚筒刷轴平底上使用 ½ 英寸扳手,防止其旋转。
-
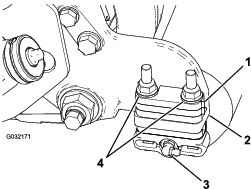
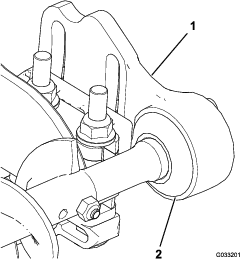
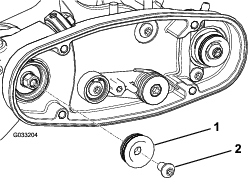
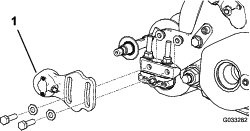
从轴上卸下从动皮带轮 (图 24)。
-
如果皮带轮需要移出,可添加 0.8mm 厚的垫圈 (图 24)。
Note: 如果皮带轮需要移入,拆下 0.8mm 厚的现有垫圈。
-
安装皮带轮。
-
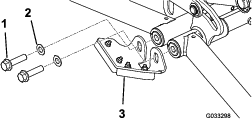
支撑住滚筒刷轴平底,用之前拆下的 ⅜–16 凸缘螺母将从动皮带轮固定到轴上。
Note: 放好锁紧螺母;然后上紧扭矩至 20~26N·m。
-
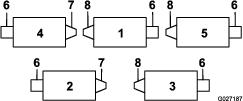
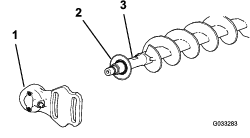
按照如下方式将皮带安装到皮带轮上:
-
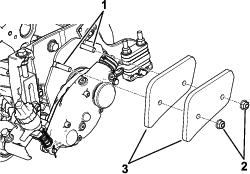
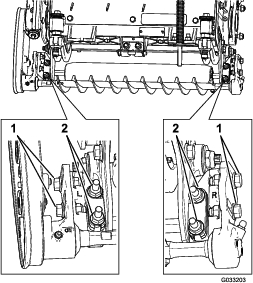
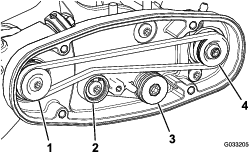
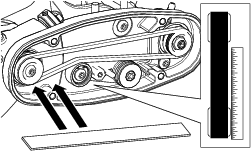
先缠绕驱动皮带轮周围的皮带,然后再缠绕怠轮皮带轮顶部上方的皮带 (图 25)。
-
启动从动皮带轮上的皮带 (图 25)。
-
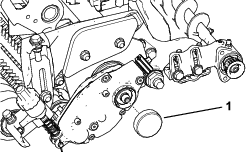
使用 9/16 英寸 深套管旋转滚筒刷组件,并把皮带引入从动皮带轮 (图 26)。
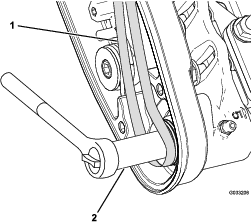
Important: 确保皮带的棱条适当固定在每个皮带轮的凹槽中,且皮带处于怠轮皮带轮的中间。
-
-
再次检查皮带轮对齐,并在必要时重复此程序。
固定滚刀
警告
滚刀组刀片十分锋利,可切断手脚。
-
确保您的手脚远离滚刀。
-
进行维修之前应首先固定滚刀。
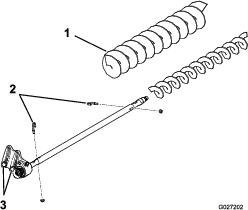
固定滚刀以卸下螺纹插入件
-
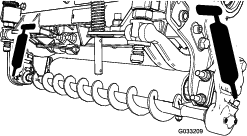
松开滚刀组左侧的屏蔽螺栓,抬起后护罩(图 28)。
-
将一根长柄撬棍(建议尺寸为 0.95cm x 30.48cm,带螺丝刀柄)插入滚刀组背面,最靠近需要扭转的滚刀组一侧(图 28)。
-
将撬棍靠着滚刀支撑板的焊接侧(图 28)。
Note: 将撬棍插入滚刀轴的顶部与 2 个滚刀刀片的背面之间,从而使滚刀固定不动。
Important: 切勿将撬棍接触任何刀片的刀刃;这可能会损坏刀刃和/或导致一个高刀片。
Important: 滚刀组左侧的插入件具有左旋螺纹。滚刀组右侧的插入件则具有右旋螺纹。
-
将撬棍的手柄放在后滚筒上。
-
在确保撬棍保留在原位的同时完成螺纹嵌入件的移除,然后取出撬棍。
-
放低后护罩并拧紧屏蔽螺栓。