






 ,即小心、警告或危险等个人安全指示。不遵循这些说明可能导致人身伤害甚至死亡事故。
,即小心、警告或危险等个人安全指示。不遵循这些说明可能导致人身伤害甚至死亡事故。






























维护
维护安全
-
在维修或对机器进行调整之前,应停止机器、关闭发动机、接合手刹、拔出钥匙并等待所有活动件停止下来。
-
只可进行本手册中描述的相关维护工作。如果需要大修或帮助,请联系 Toro 授权经销商。
-
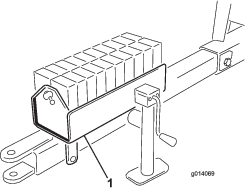
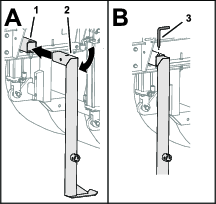
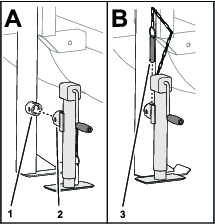
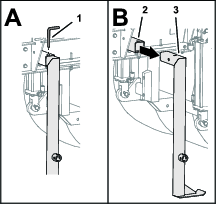
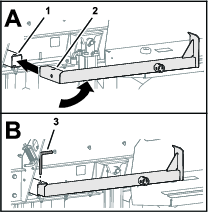
在料斗下方进行维护时,应安装液压油缸支撑杆。
-
确保旋紧螺母、螺栓和螺丝,使机器处于安全操作状态。
-
如果可能,切勿在发动机运行时执行维护。远离活动件。
-
切勿在牵引车发动机运行时检查或调节链条张紧力。
-
小心释放储能组件中的压力。
-
在机器下方作业时,应使用挡块或顶车架支撑机器。
-
维护或调节机器之后,应确保安装所有保护装置。
推荐使用的维护计划
| 维护间隔时间 | 维护程序 |
|---|---|
| 初次使用100小时后 |
|
| 在每次使用之前或每日 |
|
| 每40个小时 |
|
| 每50个小时 |
|
| 每月一次 |
|
| 每年一次 |
|
维护前程序
润滑
润滑脂规格
2 号锂基润滑脂
润滑轴承和轴套
| 维护间隔时间 | 维护程序 |
|---|---|
| 每50个小时 |
|
-
擦干净黄油嘴,这样就不会有杂质进入轴承或轴套中。
-
用黄油枪将润滑脂打入到轴承和衬套中。
-
擦掉任何多余的润滑脂。
轴承和轴套的润滑点如下所示:
动力系统维护
检查轮胎和车轮
| 维护间隔时间 | 维护程序 |
|---|---|
| 在每次使用之前或每日 |
|
-
检查 84cm 的轮胎胎压是否为 1.72bar和 81cm 的轮胎胎压是否为 2.07bar,或是否符合轮胎制造商的建议。
-
检查轮胎是否存在过度磨损或可见破损。
-
检查车轮螺栓是否拧紧,且没有丢失。
更换轮胎
更换外侧轮胎
-
接合主机手刹。
-
从机器上卸下任何可选附件。
-
卸下料斗中的所有物料。
-
塞住损坏轮胎对面的轮胎。
-
拧松爆胎上的 6 个车轮螺栓,但不要取下。
-
吊起或顶起机器,直至轮胎离开地面,并用顶车架支撑机器。
确保机器的平稳。
-
取下松开的车轮螺母并卸下轮胎。
-
维修或更换受损的轮胎。
-
按照与以上内容相反的步骤,将轮胎安装到机器上。
Note: 确保车轮位于轮毂中心且所有六个车轮螺栓全部拧紧。以交叉方式上紧螺母扭矩至 135N·m。
更换内侧轮胎
Important: 保持机器与主机的连接。
-
接合主机手刹。
-
从机器上卸下任何可选附件。
-
卸下料斗中的所有物料。
-
塞住损坏轮胎对面的轮胎。
-
在损坏轮胎的一侧,卸下将步进梁式悬挂的轴承连接至底盘的 4 个螺栓和 4 个锁紧螺母。
拧松但不要卸下外侧车轮的螺母,以便为轴承螺栓提供更大的间隙。
-
吊起或顶起机器,直至可以将内侧轮胎和步进梁式轴组件转离机器,并用顶车架支撑机器。
确保机器的平稳。
-
卸下受损的轮胎。
-
维修或更换受损的轮胎。
-
按照与以上内容相反的步骤,将轮胎安装到机器上。
Note: 确保车轮位于轮毂中心且所有六个车轮螺栓和轴承螺栓全部拧紧到 135N∙m。
刹车系统维护
检查电子制动器
| 维护间隔时间 | 维护程序 |
|---|---|
| 每月一次 |
|
| 每年一次 |
|
-
对刹车片和衬片进行目视检查。
-
检查并维修电子制动器。
调整电子制动器
| 维护间隔时间 | 维护程序 |
|---|---|
| 初次使用100小时后 |
|
-
升起机器并用顶车架进行固定。
-
确保车轮和制动鼓自由转动。
-
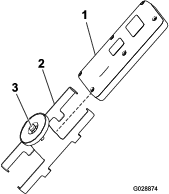
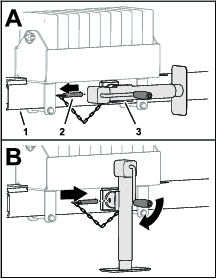
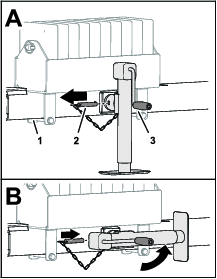
拆下制动支撑板背面连接槽的调整孔盖。
-
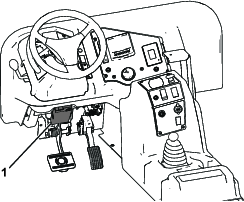
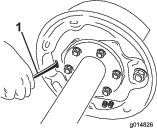
用螺丝刀转动调整装置组件的星形轮以扩展剎车片 (图 51)。
调整剎车片,直到制动鼓的衬片压力使车轮转动困难。
-
向相反方向转动星形轮,直到车轮在轻轻拖磨衬垫时可以自由转动。
-
安装调整孔盖。
-
为每一刹车片重复步骤 2。
检查剎车片和衬片
| 维护间隔时间 | 维护程序 |
|---|---|
| 每月一次 |
|
剎车片出现磨损后,更换同一轴上两个刹车中每个刹车的刹车片。这可确保制动器保持平衡。
在以下情况下应更换刹车衬片:
-
它们被磨损至 1.6mm 或更小厚度。
-
它们被油脂或油污染。
-
它们出现异常刻痕或刨削。
Note: 制动衬片出现发热裂纹是正常的。
制动器清洁和检查
| 维护间隔时间 | 维护程序 |
|---|---|
| 每年一次 |
|
-
磨损或出现刻痕后,更换制动器磁体和刹车片。
-
使用汽车制动器清洁剂清洁制动支撑板、磁体臂、磁体和刹车片。
-
确保将所有拆下的部件装回相同的制动器和制动鼓总成。
-
检查磁体臂是否有任何松动或磨损部件。
-
检查刹车片返回弹簧,保持弹簧和调整装置弹簧是否有拉伸或变形,如果需要,进行更换。
小心
吸入制动器上的灰尘会有损健康,进行维修时应采取以下预防措施:
-
切勿制造或吸入灰尘。
-
切勿用机器、锉刀或磨床处理制动衬片。
-
切勿使用压缩空气或干燥的刷子进行清洁。
-
制动器润滑
重新组装电子制动器之前,在以下部件上施涂一薄层防啮合剂或润滑脂,例如 Lubriplate™ 润滑脂:
-
制动块支撑销
-
驱动臂轴套和销
-
接触刹车片和磁体杆臂的制动支撑板区域
-
驱动臂上的驱动块
Important: 切勿使润滑脂接触制动衬片、制动鼓或制动磁体。
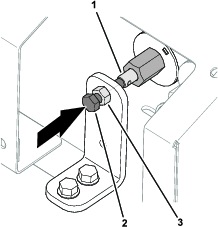
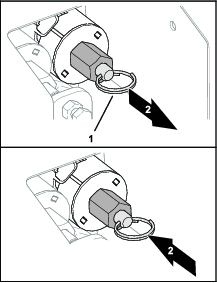
检查制动磁体
制动器上的电子制动磁体用于提供正确的输入力和摩擦力。
定期检查制动磁体,如果出现不均匀磨损,则进行更换。使用带直边的工具检查是否有磨损。
尽管磨损是正常的,但如果磁体面上的磁体线圈因摩擦变得暴露可见,则应当进行更换。而且,磁体应成对更换(轴的两侧)。
更换磁体时,还需要重新处理制动鼓转子表面。
液压系统维护
液压系统安全
-
如果液体穿透皮肤,请立即就医。如果液压油渗透皮肤,必须在几个小时内由医生进行手术治疗。
-
在对液压系统施加压力之前,请确保所有液压油软管和管路均处于良好状态、且所有液压连接和接头均紧固到位。
-
请确保身体和双手远离喷射高压液压油的针孔泄漏点或喷嘴。
-
使用纸板或纸张找出液压泄漏点。
-
在对液压系统执行任何工作之前,请先安全释放液压系统中的所有压力。
液压油规格
| Toro 优质变速箱油/拖拉机液压油(提供 18.9L 桶装或 208.2L 圆桶装。请查看零件目录或联系 Toro 经销商、获取零件号。) |
如果无法获得 Toro 液压油、可使用石油基质通用拖拉机液压油 (UTHF)、前提是其规格符合以下所有材料性能和行业标准。我们不建议使用合成液压油。请咨询您的润滑剂经销商,帮您确定一款合格产品。
Note: 对于因使用不当替代产品而造成的损坏、Toro 将不承担任何责任、因此、请仅使用信誉好的制造商的产品、他们会对其产品提供支持。
| 材料属性: | |||
| 粘度、ASTM D445 | cSt @ 40℃ 55~62 | ||
| 粘度指数 ASTM D2270 | 140~152 | ||
| cSt @ 100℃ 9.1~9.8 | |||
| 倾点、ASTM D97 | -37°C~-43°C | ||
| 行业规格: | |||
| API GL-4、AGCO Powerfluid 821 XL、Ford New Holland FNHA-2-C-201.00、Kubota UDT、John Deere J20C、Vickers 35VQ25 和 Volvo WB-101/BM | |||
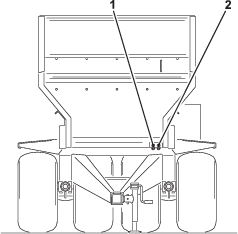
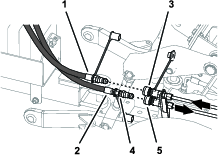
检查液压系统
| 维护间隔时间 | 维护程序 |
|---|---|
| 在每次使用之前或每日 |
|
-
检查液压系统是否存在漏油现象。
如发现漏油、应拧紧接头、或者更换或维修损坏的部件。
-
检查液压软管是否有磨损或破损。
更换磨损或损坏的软管
-
检查主机的液压油油位。
需要时向液压油箱添加液压油;请参阅主机的《操作员手册》。
可选附件
检查可选附件
| 维护间隔时间 | 维护程序 |
|---|---|
| 在每次使用之前或每日 |
|
-
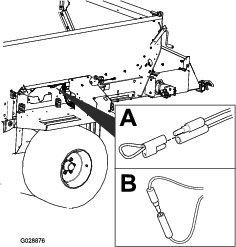
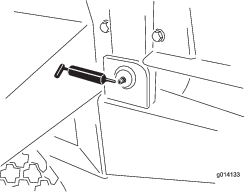
检查并确认快速连接支架是否固定且已安装安全销。
如果任何安全销丢失,请更换。
-
检查可选附件是否安全锁紧,且不会移动或滑出。
如果需要,调整锁紧组件。
-
检查双甩盘制动片上的桨片是否磨损。
如果已磨损变薄,应进行更换。
-
检查双甩盘壳是否有破裂或腐蚀的迹象。
维护输送带
检查输送带和滚筒
| 维护间隔时间 | 维护程序 |
|---|---|
| 每40个小时 |
|
| 每月一次 |
|
-
检查输送带是否能在滚筒上直线行进且不会滑移。
如果需要,请调整输送带的跑偏;请参阅调节输送带跑偏。
-
检查前后滚筒间的导辊是否弯曲或损坏。
如果需要,更换或维修磨损或损坏的导辊。
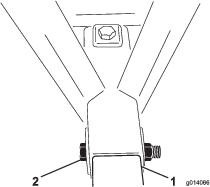
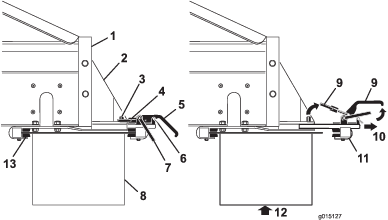
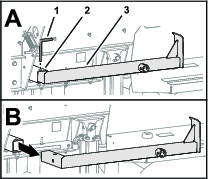
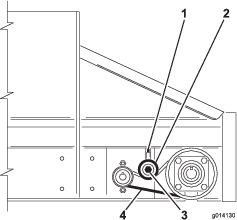
调节输送带跑偏
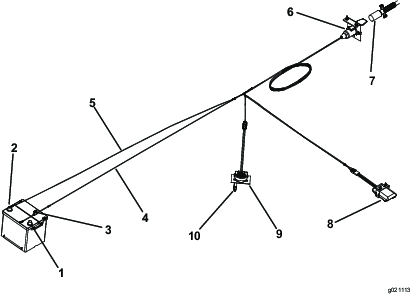
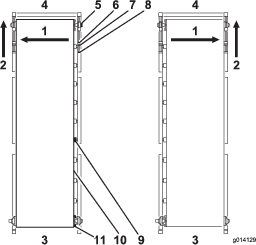
如果输送带没有居中、而是偏在另一侧、则需要调整 (图 52)。最佳调整时间是两次装载之间的间隙。
-
来到机器的后部、确定输送带与哪一侧接触。
-
在这一侧的前面、拧松锁紧螺母、拧紧调节螺母四分之一圈。
-
运行机器前、拧紧两个锁紧螺母。
-
将物料装到机器上、然后运转机器清空物料。重复几次。
-
停止输送带、来到机器后部观察结果。
可能需要重复几次上述步骤、直到输送带正确沿着轨道移动。
Note: 根据装载类型和位置、输送带可能会发生轻微移动。如果输送带未接触侧轨、则无需对输送带进行正轨。
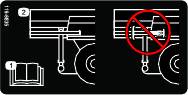
Important: 切勿调节输送带的后驱动滚筒。它设置为出厂规格。如果需要调节,请联系 Toro 授权经销商。
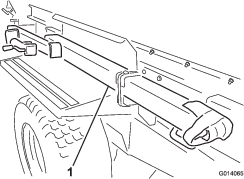
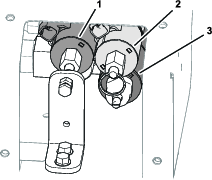
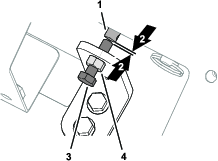
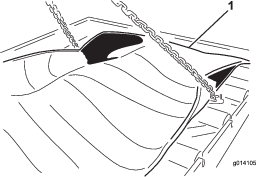
调节输送带张紧力
请经常检查并调整输送带的张紧装置 (图 52)。所有的橡胶输送带都会伸展,特别是新的或一段时间未使用的输送带。
-
将机器停驻在水平地面,使尾门和进料门距离输送带至少 6.25mm(取决于装载的物料)。
-
用您期望使用的沙子完全装载机器。
-
卸下机器两侧的黑色前盖。
-
使用两把扳手、保持张紧装置杆的端头不动、同时拧松距离杆端头最近的锁紧螺母。
-
把锁紧螺母拧回 2~5cm。
警告
在保护装置和盖子卸除的情况下操作输送带可能导致严重的人身伤害。
在卸下含安全保护装置的活动部件时、请务必保持谨慎。
-
打开输送带。
-
如果输送带滑移,请均匀地拧紧拉力螺栓半圈(机器关闭时),再检查输送带是否滑移。继续拧紧、直到输送带移动时没有任何滑移。
-
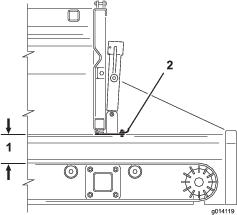
将两个拉力螺栓再紧固半圈。此时、应当有正确的张紧力。
-
要确认输送带的张紧力,请观察机器底板横梁下方。当机器处在降下位置时,输送带的中间应当刚好不接触底盘横梁。如果输送带的中间接触到底盘横梁、则应继续拧紧张紧螺栓四分之一圈。
Important: 保持耐心!输送带不可过紧。
Important: 切勿在输送带张紧螺栓上使用气动工具。
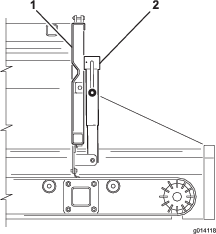
更换输送带
拆除输送带前、请阅读以下说明。如果输送带损坏,请用刀子在未损坏的部位切断输送带。如果您准备进行保修申请,输送带供应商必须检查输送带以评估损坏情况并提供更换建议。
拆除输送带
-
卸下位于机器四个外角的黑色安全盖。
-
从料斗的前面和侧面卸下内部橡胶衬垫的保护装置、金属导轨保持连接。
-
擦除金属导轨后部的有机硅密封剂(但要记住,安装时需重新施涂有机硅密封剂)。
-
在两个前角处、使用两把扳手、保持张紧装置杆的端头不动。
-
拧松距离张紧装置杆端头最近的锁紧螺母。
-
向后移动内部调整螺母、直到张紧装置杆不接触轴承。
Note: 前导辊由上下导轨装置中的两个外球面轴承(分别位于机器的两侧)支撑。
-
支撑住前导辊。
-
来到机器的右前角、拆除将外球面轴承固定在轴上的锁紧圈。通过拧松固定螺钉、逆时针转动锁紧圈将其卸下。使用锤子和冲头、逆时针方向敲击锁紧圈使其从轴上脱离。
-
在左前角重复该步骤。
-
向后滑动导辊、以使外球面轴承滑出它们的导轨、从而将这些外球面轴承拆下来。
-
拆下两个安全支架、把滚筒向下滑动穿过开孔。
-
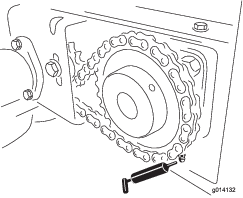
来到机器后部、拧松张紧链轮。
-
从驱动链轮上拆下链条。
-
松开驱动链轮上的固定螺钉、从驱动滚筒轴上拆下驱动链轮和键。
-
支撑后驱动滚筒。
Important: 切勿妨碍后滚筒调整支架组件。它专门设计用于在输送带未正确就位时自动调整后滚筒。
-
拆下两侧凸缘轴承上的四个螺栓。
-
拆下轴上凸缘轴承旁边的锁紧圈、把两个轴承从轴上滑出。
-
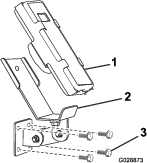
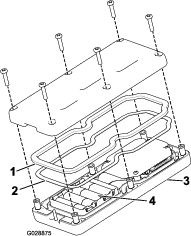
拆下两个附件连接支架 (图 53)。
-
将驱动滚筒通过狭槽降下来。
-
拆下尾门以获得清晰的视野。
-
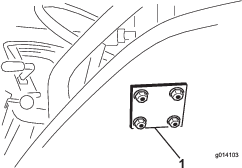
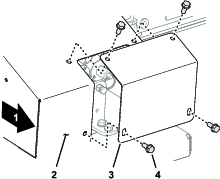
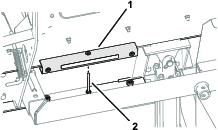
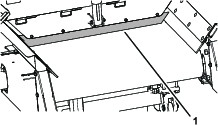
请注意料斗内部框架的位置、以便可以按照相同的位置和方向重新安装。它是通过机器侧边的 6 个位置用螺栓固定住的(每侧三个 4 螺栓板)。
-
使用位于四个角的举升装置拉环固定框架。
-
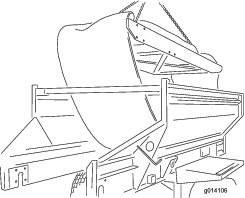
拆下 24 个螺栓以释放框架 (图 54)。
-
通过从机器顶部将其吊起从而拆下框架。将它放在地上 (图 55)。
安装输送带
按照与上述内容相反的说明安装新的输送带、但请记住以下重要注意事项和说明。
Important: 输送带设计为按一个方向工作。请确保输送带中间的喷漆箭头指向机器的后部(从上往下看)。
Note: 在把后驱动滚筒通过狭槽向上滑装回原位前、确保已安装四个用来连接外球面轴承的螺栓(从内朝外)。否则,必须拆下驱动滚筒以获得充足的间隙以安装这些螺栓。
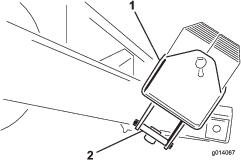
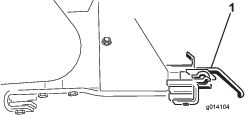
调整输送器驱动链张紧力
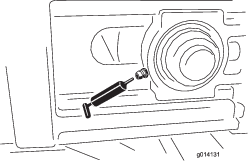
如果输送器驱动链松动、则需要张紧 (图 56)。
-
关闭主机的发动机并接合手刹。
-
卸下后输送器驱动保护装置。
-
拧松穿过张紧链轮的螺栓。
-
使用适度的力道拧紧正向锁紧螺钉。
-
拧紧张紧链轮的螺栓。
Important: 链条不可过紧。只需张紧到刚好足以消除额外的松弛即可。
-
检查并确认链条充分润滑,链轮安全固定到轴。
-
重新装回后输送器驱动保护装置。
维护料斗和尾门
检查输送带密封条和尾门密封条
| 维护间隔时间 | 维护程序 |
|---|---|
| 在每次使用之前或每日 |
|
检查所有橡胶密封条是否有损坏或磨损。
如果密封条损坏或过度磨损,请更换或维修。
检查尾门
| 维护间隔时间 | 维护程序 |
|---|---|
| 在每次使用之前或每日 |
|
-
检查尾门是否关闭且牢牢闩住。
-
检查并确认尾门的可调节部分是否可以顺畅打开和关闭。
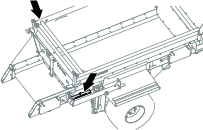
清洗
清洗机器
盐、筑路焦油、树液、肥料或化学品可能损害机器的漆面。尽可能使用清洁剂和水清洗掉这些沉积物。可能需要其他的清洁剂或溶剂、但应确保它们不会伤害漆面。
警告
可燃液体和会产生毒气的清洁剂会有损健康。
切勿使用可燃液体或者会产生毒气的清洁剂。遵循制造商的建议。
Important: 切勿使用高压清洗器。这可能洗掉油漆、安全标贴和油脂、还会损坏组件。
-
清洁前拆掉附件、并单独清洗。
-
卸下手持遥控器。
-
用温水和温和的清洁剂清洗机器主体
-
用干净的水彻底洗掉清洁剂残油、然后自然晾干。
-
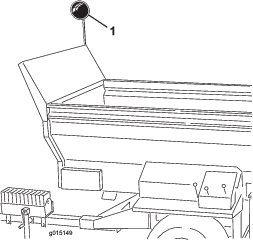
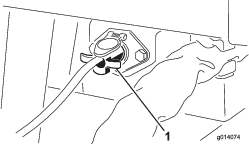
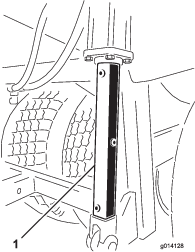
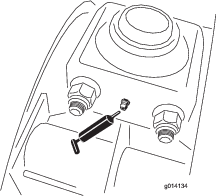
拆下机器后面的输送带清洁刮板组件 (图 57)。
-
如果需要,请抬起机器后部。
-
完全打开尾门、将水喷洒到料斗组件内部和尾门区。检查侧面密封、如有必要、请更换。
-
检查料斗、底护板、输送带、输送台和滚筒,确保堆积的所有物料都被清除。
-
将机器放低到正常操作位置。
-
如果输送带清洁刮板组件已卸下,请安装。
确保刮板尽可能垂直,但要与输送带接触。