
 , który oznacza:
uwaga, ostrzeżenie lub niebezpieczeństwo – instrukcja
dotycząca bezpieczeństwa osobistego. Nieprzestrzeganie
powyższych zasad może doprowadzić do obrażeń
ciała lub śmierci.
, który oznacza:
uwaga, ostrzeżenie lub niebezpieczeństwo – instrukcja
dotycząca bezpieczeństwa osobistego. Nieprzestrzeganie
powyższych zasad może doprowadzić do obrażeń
ciała lub śmierci.

Konserwacja
Note: Określaj lewą i prawą stronę maszyny ze standardowego stanowiska operatora.
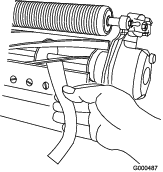
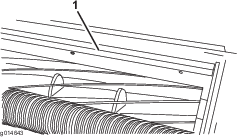
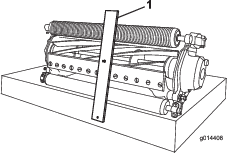
Podparcie zespołu tnącego
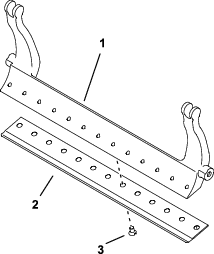
W przypadku konieczności przechylenia jednostki tnącej w celu odsłonięcia noża dolnego/wrzeciona należy podtrzymać tylną część jednostki tnącej za pomocą podpory w taki sposób, aby nakrętki śrub regulujących na tylnej części listwy ostrza nie znajdowały się na powierzchni roboczej (Rysunek 12).
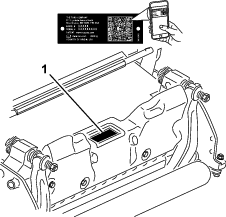
Serwisowanie listwy noża dolnego
Aby zapobiec uszkodzeniu wrzeciona, listwy lub noża dolnego, listwa i nóż dolny muszą być serwisowane wyłącznie przez odpowiednio przeszkolonego mechanika. Najlepszym rozwiązaniem jest oddanie zespołu tnącego do serwisowania u autoryzowanego dystrybutora firmy Toro. Kompletne instrukcje, narzędzia specjalne i schematy dotyczące serwisowania noża dolnego można znaleźć w Instrukcji serwisowej do posiadanego zespołu jezdnego. Na wypadek konieczności samodzielnego zdemontowania lub zamontowania listwy noża dolnego poniżej podane są instrukcje oraz opis serwisowania noża dolnego.
Important: Przy serwisowaniu noża dolnego należy zawsze przestrzegać procedur opisanych w Instrukcji serwisowej. Nieprawidłowe zamontowanie lub przeszlifowanie noża dolnego może doprowadzić do uszkodzenia wrzeciona, listwy lub noża dolnego.
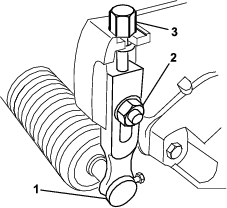
Demontaż listwy noża dolnego
-
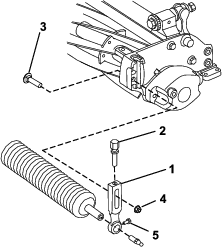
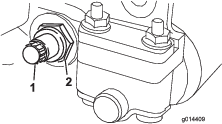
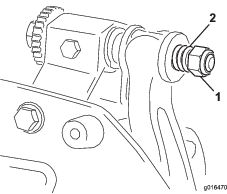
Obróć śrubę regulacyjną w kierunku przeciwnym do kierunku ruchu wskazówek zegara w celu odwrócenia noża dolnego od wrzeciona (Rysunek 13).
-
Odkręcaj nakrętkę naciągu sprężyny do momentu, gdy podkładka nie będzie już dociśnięta do listwy noża dolnego (Rysunek 13).
-
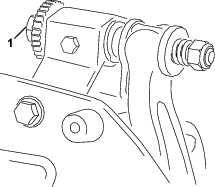
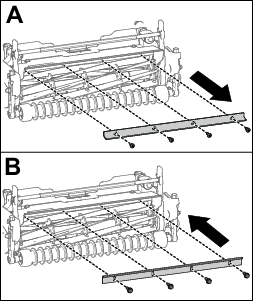
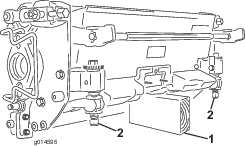
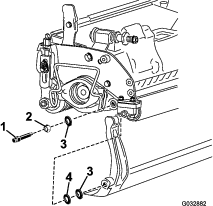
Poluzuj nakrętkę zabezpieczającą mocującą śrubę listwy noża dolnego po każdej stronie maszyny (Rysunek 14).
-
Zdemontuj każdą śrubę listwy noża dolnego, umożliwiając tym samym usunięcie i demontaż noża dolnego z zespołu tnącego (Rysunek 14).
Pozostaw 2 podkładki nylonowe i 1 podkładkę stalową na każdym końcu noża dolnego (Rysunek 15).
Montaż listwy noża dolnego
-
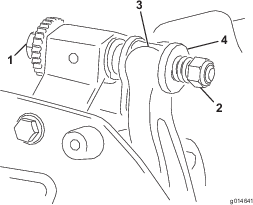
Zamontuj nóż dolny, ustawiając ucha mocujące między podkładką a śrubą regulacyjną listwy noża dolnego (Rysunek 16).
Important: Wyśrodkuj regulatory DPA w uchach noża dolnego w sposób pokazany na Rysunek 16.Jeżeli regulatory DPA nie są wyśrodkowane względem uch noża dolnego, może to negatywnie wpływać na kontakt noża dolnego z wrzecionem.
-
Zamocuj listwę noża dolnego do każdej płyty bocznej za pomocą śrub noża dolnego (nakrętki na śrubach) i 3 podkładek (łącznie 6).
-
Załóż po jednej podkładce nylonowej po każdej stronie wypukłości płyty bocznej. Umieść podkładkę stalową na zewnątrz każdej z podkładek nylonowych (Rysunek 15).
-
Dokręć śruby listwy noża dolnego z momentem od 27 do 36 N·m.
-
Dokręcaj nakrętki zabezpieczające do momentu zlikwidowania luzu na podkładkach stalowych, jednak nie na tyle mocno, żeby nie dało się ich przekręcić ręką. Przy podkładkach po wewnętrznej stronie może być niewielki odstęp.
Important: Nie dokręcaj nakrętek zbyt mocno, gdyż może dojść do wygięcia płyt bocznych.
-
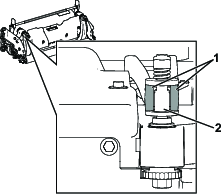
Dokręć nakrętkę regulacyjną naprężenia sprężyny do momentu ściśnięcia sprężyny, a następnie cofnij ją o ½ obrotu (Rysunek 17).
-
Wyreguluj nóż dolny względem bębna, patrz rozdział Regulacja siły docisku noża dolnego do wrzeciona.
Specyfikacja noża dolnego
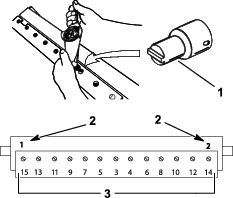
Montaż noża dolnego
-
Usuń rdzę, osady i korozję z powierzchni listwy noża dolnego i nałóż na nią cienką warstwę oleju.
-
Wyczyść gwinty śrub.
-
Nałóż preparat zapobiegający zapiekaniu na śruby i zamontuj nóż dolny na listwie noża dolnego.
-
Dokręć 2 śruby zewnętrzne z momentem 1 N∙m.
-
Postępując od środka noża dolnego, dokręcaj śruby z momentem od 23 od 28 N∙m.
-
Wyszlifuj nóż dolny.
Przygotowanie wrzeciona do szlifowania
-
Przed szlifowaniem upewnij się, że wszystkie elementy zespołu tnącego są w dobrym stanie i usuń wszelkie usterki.
-
Postępuj zgodnie z instrukcjami producenta szlifierki do wrzecion i przeszlifuj wrzeciono tnące zgodnie z poniższymi parametrami.
Specyfikacja ostrzenia wrzeciona Średnica nowego wrzeciona 128,5 mm Minimalna dopuszczalna średnica zużytego wrzeciona 114,3 mm Kąt przyłożenia ostrza 30° ± 5° Szerokość powierzchni czołowej ostrzaZakres od 0,8 do 1,2 mm Minimalna dopuszczalna różnica średnic po obu stronach wrzeciona 0,25 mm
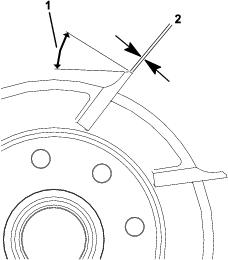
Szlifowanie profilujące wrzeciona
Nowe wrzeciono ma szerokość powierzchni czołowej od 0,8 mm do 1,2 mm i kąt profilu szlifowania 30°.
Gdy powierzchnia czołowa krawędzi zwiększy się powyżej 3 mm, należy wykonać następujące czynności:
-
Przeprowadzić szlifowanie profilujące wszystkich ostrzy wirnika pod kątem 30°, aż szerokość powierzchni czołowej wyniesie 0,76 mm (Rysunek 20).
-
Przeprowadzić szlifowanie obrotowe wrzeciona w celu uzyskania bicia promieniowego na poziomie poniżej 0,025 mm.
Note: Spowoduje to nieznaczne zwiększenie szerokości powierzchni czołowej ostrzy.
-
Wyreguluj zespół tnący, patrz instrukcja obsługi zespołu tnącego.
Note: W celu dłuższego zachowania ostrości krawędzi tnących wrzeciona i noża dolnego należy po szlifowaniu wrzeciona i/lub noża dolnego ponownie sprawdzić docisk wrzeciona do noża dolnego po całym dniu koszenia, gdyż na skutek usunięcia zadziorów może wystąpić nieprawidłowy docisk wrzeciona do noża dolnego powodujący przyspieszone zużycie.
Specyfikacja ostrzenia noża dolnego
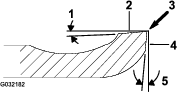
| Kąt przyłożenia dla standardowego i skróconego noża dolnego | Minimum 3° |
| Kąt przyłożenia dla przedłużonego noża dolnego | Minimum 7° |
| Zakres kąta szlifowania przedniej krawędzi | Od 13° do 17° |
| Kąt przyłożenia dla noża dolnego Fairway | 10° |
| Kąt przedni dla noża dolnego Fairway | 10° |
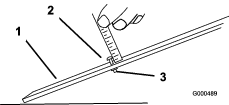
Sprawdzanie kąta zeszlifowania górnej krawędzi.
Niezmiernie ważny jest właściwy dobór kąta szlifowania noży dolnych.
Aby sprawdzić kąt uzyskiwany za pomocą danej szlifierki, użyj wskaźnika nachylenia (numer części Toro 131-6828) oraz wspornika wskaźnika nachylenia (numer części Toro 131-6829); w razie potrzeby skoryguj niedokładności ustawienia szlifierki.
-
Umieść wskaźnik nachylenia na dolnej powierzchni noża dolnego w sposób pokazany na Rysunek 22.
-
Naciśnij przycisk Alt Zero (Ustaw zero) na wskaźniku nachylenia.
-
Przyłóż wspornik wskaźnika nachylenia na krawędzi noża dolnego w taki sposób, aby krawędź magnesu zrówna się z krawędzią noża dolnego (Rysunek 23).
Note: Na tym etapie wyświetlacz cyfrowy powinien być widziany z tej samej strony co w kroku 1.
-
Przyłóż wskaźnik nachylenia do wspornika w sposób podany na Rysunek 23.
Note: Wyświetlana wartość to kąt wytwarzany przez daną szlifierkę, powinien on różnić się od zalecanego kąta szlifowania górnej krawędzi o maksymalnie 2 stopnie.
Ostrzenie zespołu tnącego na obrotach wstecznych
Niebezpieczeństwo
Kontakt z wrzecionem oraz innymi ruchomymi częściami może spowodować obrażenia ciała.
Operator musi znajdować się w bezpiecznej odległości od wrzecion oraz innych części ruchomych.
-
Podczas ostrzenia wstecznego zachowaj bezpieczną odległość od wrzeciona.
-
Nigdy nie używaj do ostrzenia wstecznego pędzla malarskiego na krótkim uchwycie. Szczotki na długim kiju dostępne są u lokalnych dystrybutorów Toro.
-
Ustaw maszynę na czystym, poziomym terenie, opuść zespoły tnące, wyłącz silnik, załącz hamulec postojowy i wyjmij kluczyk zapłonu.
-
Odłącz silniki wrzecion od jednostek tnących i odłącz, i zdejmij jednostki tnące z ramion podnoszenia.
-
Podłącz maszynę do ostrzenia wstecznego do jednostki tnącej poprzez włożenie trzpienia kwadratowego o boku 12,7 mm do złącza z wielowpustem z tyłu jednostki tnącej.
Note: Dodatkowe instrukcje i procedury dotyczące ostrzenia wstecznego dostępne są w Instrukcji obsługi zespołu jezdnego oraz Instrukcji ostrzenia kosiarek wrzecionowych i rotacyjnych Toro, numer formularza 80-300PT.
Note: Aby uzyskać lepszą jakość krawędzi tnącej, po zakończeniu ostrzenia przejedź pilnikiem w poprzek przedniej powierzchni noża dolnego i wrzeciona. W ten sposób można pozbyć się zadziorów i ostrych wiórów, które mogły pojawić się na krawędzi tnącej.