
 O não cumprimento
destas instruções pode resultar em ferimentos pessoais
ou mesmo em morte.
O não cumprimento
destas instruções pode resultar em ferimentos pessoais
ou mesmo em morte.

Manutenção
Note: Determine os lados direito e esquerdo da máquina a partir da posição normal de utilização.
Suporte da unidade de corte
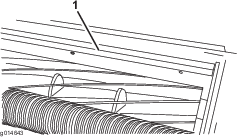
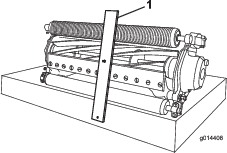
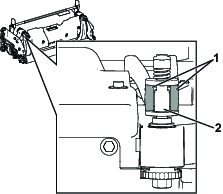
Se for necessário inclinar a unidade de corte para que a lâmina de corte e o cilindro fiquem expostos, coloque um apoio por baixo da traseira da unidade de corte para assegurar que as porcas nos parafusos de ajuste da extremidade traseira da barra de apoio não fiquem apoiadas sobre a superfície de trabalho (Figura 12).
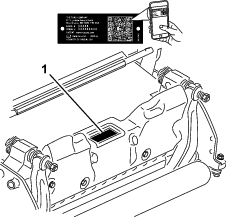
Manutenção da barra de apoio
A manutenção da barra de apoio e lâmina de corte só deve ser realizada por um mecânico com formação adequada para evitar danos no rolo, barra de apoio ou lâmina de corte. O ideal será que leve a unidade de corte a um representante Toro autorizado para que realize a assistência. Consulte o Manual de assistência da sua unidade de tração para obter instruções completas, ferramentas especiais e diagramas para a assistência à lâmina de corte. Caso necessite de remover ou montar a barra de apoio sozinho, são dadas instruções abaixo, bem como as especificações para a manutenção da lâmina de corte.
Important: Siga sempre os procedimentos da lâmina de corte detalhados no seu Manual de manutenção quando trabalhar na lâmina de corte. Caso não instale e amole a lâmina de corte corretamente, pode causar danos no rolo, barra de apoio ou lâmina de corte.
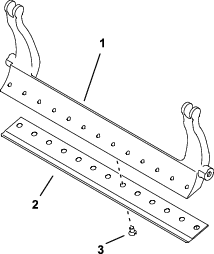
Remoção da barra de apoio
-
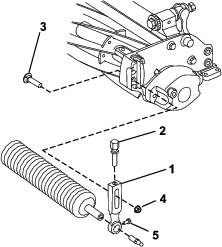
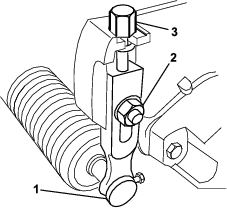
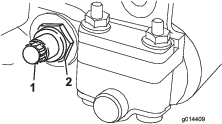
Rode o parafuso de ajuste da barra de apoio no sentido contrário ao dos ponteiros do relógio, para afastar lâmina de corte do cilindro (Figura 13).
-
Faça recuar a porca da mola tensora até que a anilha deixe de estar sob tensão contra a barra de apoio (Figura 13).
-
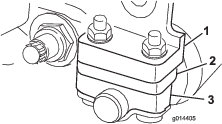
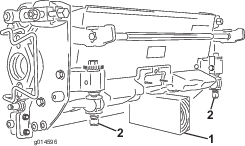
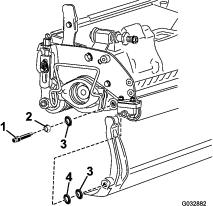
Desaperte a porca de bloqueio que segura a cavilha da barra de apoio, em cada um dos lados da máquina (Figura 14).
-
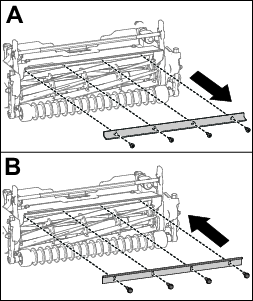
Remova cada um dos parafusos da barra de apoio, de modo a puxá-la e retirá-la da unidade de corte (Figura 14).
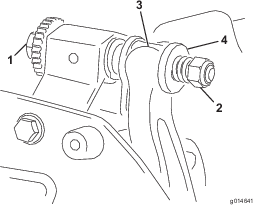
Guarde as duas anilhas de nylon e a anilha de aço de cada uma das extremidades da barra de apoio (Figura 15).
Montagem da barra de apoio
-
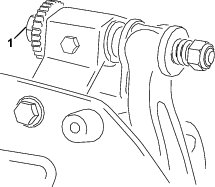
Instale a barra de apoio, posicionando as aletas de montagem entre as anilhas e o parafuso de ajuste da barra de apoio (Figura 16).
Important: Centre os reguladores DPA nas aletas da barra de apoio conforme mostrado na Figura 16.Se os reguladores DPA estiverem instalados contra as aletas da barra de apoio, isto poderá afetar negativamente o contacto entre a lâmina e o cilindro.
-
Fixe a barra de apoio a cada um dos lados da placa lateral com as cavilhas (porcas flangeadas nas cavilhas) e com as 3 arruelas (6 no total).
-
Coloque uma anilha de nylon de cada lado da placa lateral. Coloque uma arruela de aço no exterior de cada uma das arruelas de nylon (Figura 15).
-
Aperte os parafusos da barra de apoio com uma força de 27 a 36 N m.
-
Aperte as porcas de bloqueio até eliminar a folga das anilhas de aço, mas que possa rodá-las à mão. As anilhas podem ter uma folga interna.
Important: Não aperte demasiado as porcas de bloqueio ou causarão flexão das placas laterais.
-
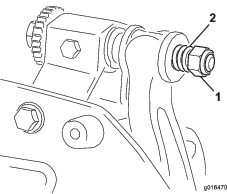
Aperte a porca da mola tensora até que a mola fique recolhida; em seguida, desaperte meia volta (Figura 17).
-
Ajuste a lâmina de corte ao cilindro; consulte a Ajuste do contacto da lâmina de corte ao cilindro.
Especificações da lâmina de corte
Instalação da lâmina de corte
-
Elimine a ferrugem, escória e corrosão da superfície da barra de apoio e aplique uma fina camada de óleo na superfície da barra de apoio.
-
Limpe as roscas do parafuso.
-
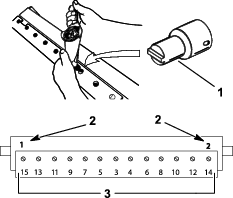
Aplique composto antigripagem nos parafusos e instale a lâmina de corte na barra de apoio.
-
Aperte os dois parafusos exteriores com 1 N∙m.
-
Trabalhando a partir do centro da lâmina de corte, aperte os parafusos com 23 a 28 N∙m.
-
Amole a lâmina de corte.
Preparação do cilindro para a amolação
-
Certifique-se de que todos os componentes da unidade de corte estão em boas condições e corrija qualquer problema antes da amolação.
-
Siga as instruções do fabricante do amolador de cilindro para amolar o cilindro de corte para as especificações seguintes.
Especificações de amolação do cilindro Diâmetro do novo cilindro 128,5 mm Limite de serviço do diâmetro do cilindro 114,3 mm Ângulo de alívio da lâmina 30° ± 5° Largura da folga da lâminaLimite 0,8 a 1,2 mm Limite de serviço do cone do diâmetro do cilindro 0,25 mm
Amolação de retificação do cilindro
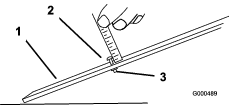
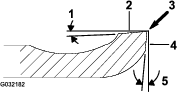
O novo cilindro tem uma largura de 0,8 a 1,2 mm e uma amolação de retificação de 30°.
Quando a dimensão da folga é superior a 3 mm de largura, faça o seguinte:
-
Aplique uma amolação de retificação de 30° em todas as lâminas do cilindro até que a folga tenha uma largura de 0,76 mm (Figura 20.
-
Amole o cilindro para obter uma deslocação do cilindro <0,025 mm.
Note: Isto causa que a folga aumente ligeiramente.
-
Ajuste a unidade de corte; consulte o Manual do utilizador da unidade de corte.
Note: Para manter a extremidade do cilindro e a lâmina de corte afiados durante mais tempo – após amolar o cilindro e/ou a lâmina de corte – verifique novamente o contacto entre o cilindro e a lâmina de corte após cortar no final de cada dia, visto que as irregularidades serão removidas, o que pode dar origem a um afastamento incorreto entre o cilindro e a lâmina de corte e, assim, acelerar o desgaste.
Especificações de amolação da lâmina de corte
| Ângulo de alívio das lâminas de corte de série e curta | 3º mínimo |
| Ângulo de alívio da lâmina de corte alargado | 7° mínimo |
| Gama do ângulo frontal | 13º para 17° |
| Ângulo de alívio da lâmina de corte fairway | 10° |
| Ângulo frontal da lâmina de corte fairway | 10° |
Verificação do ângulo de amolação superior
O ângulo que utiliza para amolar as lâminas de corte é muito importante.
Utilize o indicador de ângulo (peça Toro n.º 131-6828) e a montagem do indicador do ângulo (peça Toro n.º 131-6829) para verificar o ângulo que o seu amolador produz e depois corrija qualquer imprecisão no amolador.
-
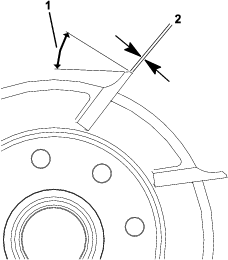
Coloque o indicador de ângulo no lado inferior da lâmina de corte, como se ilustra na Figura 22.
-
Pressione o botão Alt Zero no indicador de ângulo.
-
Coloque a montagem do indicador de ângulo na extremidade da lâmina de corte para que a extremidade do íman fique alinhada com a extremidade da lâmina de corte (Figura 23).
Note: O ecrã digital deve ser visível do mesmo lado durante este passo como era no passo 1.
-
Coloque o indicador de ângulo na montagem, como se mostra na Figura 23.
Note: Este é o ângulo que o seu amolador produz e deve estar a 2 graus do ângulo de amolação superior recomendado.
Retificação da unidade de corte
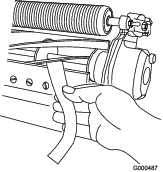
Perigo
Tocar no cilindro ou noutras peças em movimento pode provocar lesões graves.
Mantenha os dedos, mãos e roupa afastados dos cilindros e de todas as outras peças em movimento.
-
Afaste-se do cilindro durante a manutenção.
-
Nunca utilize um pincel de cabo curto para a retificação. Estão disponíveis escovas de cabo comprido no seu distribuidor Toro autorizado.
-
Coloque a máquina numa superfície limpa e nivelada, baixe as unidades de corte, desligue o motor, engate o travão de estacionamento e retire a chave da ignição.
-
Remova os motores do cilindro das unidades de corte e desligue e retire as unidades de corte dos braços de elevação.
-
Ligue a máquina de manutenção à unidade de corte inserindo uma peça quadrada de 9,5 mm na união ranhurada na extremidade da unidade de corte.
Note: Instruções e procedimentos adicionais sobre manutenção estão disponíveis no Manual do utilizador da sua unidade de tração e o Manual de afiar do cilindro da Toro, formulário n.º 80-300PT.
Note: Para um melhor fio de corte, passe uma lima na frente da lâmina de corte e cilindro depois de concluída a operação de retificação. Assim, reduz imperfeições ou arestas que se possam ter formado no fio de corte.