
 , care înseamnă
Atenţie, Avertisment sau Pericol – instrucţiune
privind siguranţa personală. Nerespectarea acestor instrucţiuni
poate cauza vătămări corporale sau moartea.
, care înseamnă
Atenţie, Avertisment sau Pericol – instrucţiune
privind siguranţa personală. Nerespectarea acestor instrucţiuni
poate cauza vătămări corporale sau moartea.

Întreţinere
Note: Determinaţi partea stângă şi dreaptă a maşinii din poziţia de operare normală.
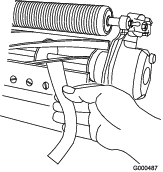
Susținerea unității de tăiere
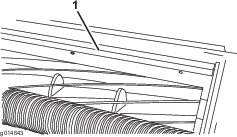
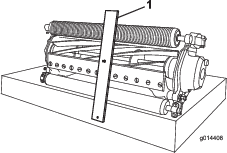
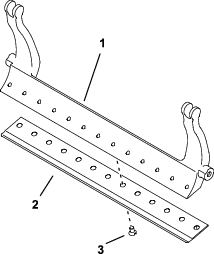
Oricând trebuie să înclinați unitatea de tăiere pentru a expune contracuțitul/cilindrul, sprijiniți spatele unității de tăiere pentru a asigura faptul că piulițele de la capătul posterior al șuruburilor de reglare pentru bara de cadru nu stau pe suprafața de lucru (Figura 12).
Lucrări de service pentru bara de cadru
Doar un mecanic instruit corespunzător poate realiza lucrări de service pentru bara de cadru și contracuțit, pentru a preveni deteriorarea cilindrului, barei de cadru sau contracuțitului. Se recomandă transportarea unității de tăiere la distribuitorul autorizat Toro pentru realizarea lucrărilor de service. Consultați Manual de service al unității de tracțiune pentru instrucțiuni complete, unelte speciale și diagrame pentru lucrările de service pentru contracuțit. În cazul în care trebuie să îndepărtați sau să montați bara de cadru pe cont propriu, instrucțiunile se regăsesc mai jos, alături de specificațiile privind lucrările de service pentru contracuțit.
Important: Respectați întotdeauna procedurile privind contracuțitul, detaliate în Manual de service, atunci când efectuați lucrări de service pentru contracuțit. Montarea și ascuțirea necorespunzătoare a contracuțitului poate duce la deteriorarea cilindrului, barei de cadru sau contracuțitului.
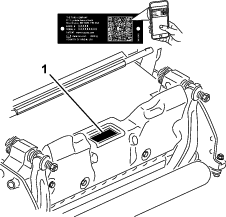
Îndepărtarea barei de cadru
-
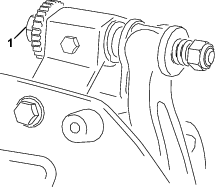
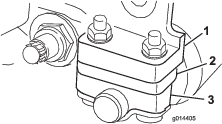
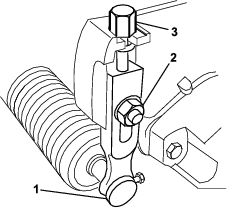
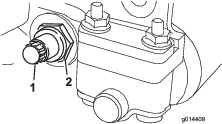
Rotiți șurubul de reglare pentru bara de cadru în sens invers acelor de ceasornic, pentru a îndepărta contracuțitul de cilindru (Figura 13).
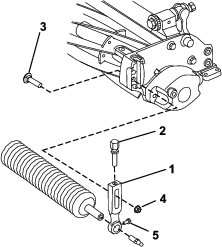
-
Deșurubați piulița pentru tensionarea arcului până când șaiba nu mai este lipită de bara de cadru (Figura 13).
-
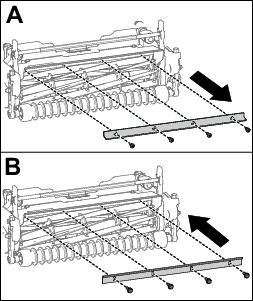
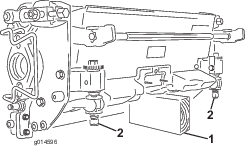
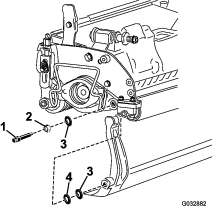
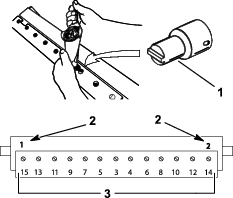
Pe fiecare latură a mașinii, slăbiți contrapiulița care fixează șurubul barei de cadru (Figura 14).
-
Îndepărtați fiecare șurub al barei de cadru, permițând tragerea în jos și îndepărtarea acesteia de pe unitatea de tăiere (Figura 14).
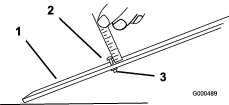
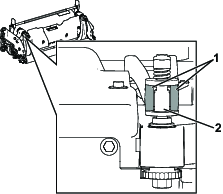
Asigurați-vă că la capătul barei de cadru există 2 șaibe din nailon și 1 șaibă din oțel (Figura 15).
Asamblarea barei de cadru
-
Instalați bara de cadru, poziționând urechile de montare între șaibe și șurubul de reglare pentru bara de cadru (Figura 16).
Important: Centrați șuruburile de reglare DPA în urechile barei de cadru, așa cum se arată în Figura 16.Dacă șuruburile de reglare DPA sunt instalate lipite de urechile barei de cadru, acest lucru poate avea un efect negativ asupra contactului între contracuțit și cilindru.
-
Fixați bara de cadru de fiecare placă laterală, cu ajutorul șuruburilor barei de cadru (piulițe pe șuruburi) și 3 șaibe (6 în total).
-
Amplasați o șaibă din nailon pe fiecare parte a butucului plăcii laterale. Amplasați o șaibă din oțel în afara fiecărei șaibe din nailon (Figura 15).
-
Strângeţi şuruburile barei de cadru la un cuplu de 27 - 36 N·m.
-
Strângeți piulița până când eliminați jocul șaibelor din oțel, dar astfel încât acestea să poată fi rotite manual. Șaibele din interior pot lăsa un spațiu.
Important: Nu strângeţi excesiv contrapiuliţele, deoarece vor încovoia plăcile laterale.
-
Strângeți piulița pentru tensionarea arcului până când arcul este pliat, apoi deșurubați-o jumătate de rotație (Figura 17).
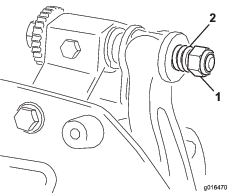
-
Reglați contracuțitul pe cilindru; consultați Reglarea contactului între contracuțit și cilindru.
Specificații privind contracuțitul
Instalarea contracuțitului
-
Îndepărtați urmele de rugină și de coroziune și depunerile de pe suprafața barei de cadru și aplicați un strat subțire de ulei pe suprafața barei de cadru.
-
Curățați fileturile șuruburilor.
-
Aplicați agent anti-blocare pe șuruburi și montați contracuțitul pe bara de cadru.
-
Strângeți cele 2 șuruburi exterioare la un cuplu de 1 N∙m.
-
Începând din centrul contracuțitului, strângeți șuruburile la un cuplu de 23 - 28 N∙m.
-
Ascuțiți contracuțitul.
Pregătirea cilindrului pentru rectificare
-
Asigurați-vă că toate componentele unității de tăiere sunt în stare bună și rectificați orice problemă înainte de rectificare.
-
Respectați instrucțiunile producătorului rectificatorului pentru cilindru, în vederea rectificării cilindrului de tăiere conform specificațiilor de mai jos.
Specificații pentru rectificarea cilindrului Diametru cilindru nou 128,5 mm Limită pentru reparații privind diametrul cilindrului 114,3 mm Unghi de aşezare a lamei 30° ± 5° Lățimea la sol a lameiInterval 0,8 – 1,2 mm Limită pentru reparații privind diametrul conic al cilindrului 0,25 mm
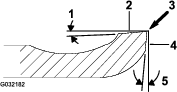
Rectificare pentru detalonarea cilindrului
Noul cilindru are o lățime la sol între 0,8 și 1,2 mm și un unghi de rectificare de 30°.
Când lățimea la sol depășește 3 mm, luați următoarele măsuri:
-
Aplicați un unghi de rectificare 30° pentru toate lamele cilindrului, până când lățimea la sol atinge 0,76 mm (Figura 20.
-
Învârtiți cilindrul pentru a obține o bătaie a cilindrului de <0,025 mm.
Note: Acest lucru duce la o ușoară creștere a lățimii la sol.
-
Reglați unitatea de tăiere; consultați Manualul utilizatorului al unității de tăiere.
Note: Pentru a prelungi longevitatea stării ascuțite a marginii cilindrului și contracuțitului - după ascuțirea cilindrului și/sau a contracuțitului - verificați contactul dintre cilindru și contracuțit, după utilizare, la finalul fiecărei zile, deoarece se vor îndepărta orice bavuri, care pot crea un spațiu inadecvat între cilindru și contracuțit, astfel accelerând uzura.
Specificații pentru rectificarea contracuțitului
| Unghi de așezare pentru contracuțit standard și scurt | Minimum 3° |
| Unghi de aşezare extins pentru contracuțit | Minimum 7° |
| Interval unghi frontal | 13° - 17° |
| Unghi de așezare pentru contracuțit Fairway | 10° |
| Unghi frontal pentru contracuțit Fairway | 10° |
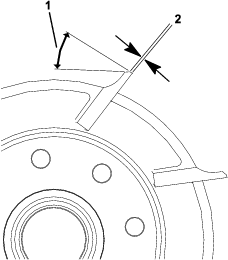
Verificarea unghiului de rectificare superior
Unghiul folosit pentru ascuțirea contracuțitelor este foarte important.
Folosiți indicatorul de unghi (nr. piesă Toro 131-6828) și suportul indicatorului de unghi (nr. piesă Toro 131-6829) pentru a verifica unghiul produs de rectificator și corectați orice eroare a acestuia.
-
Amplasați indicatorul de unghi în partea inferioară a contracuțitului, conform indicațiilor din Figura 22.
-
Apăsați butonul Alt Zero de pe indicatorul de unghi.
-
Amplasați suportul indicatorului de unghi pe marginea contracuțitului, astfel încât marginea magnetului să se îmbine cu marginea contracuțitului (Figura 23).
Note: La acest pas, afișajul digital trebuie să fie vizibil din aceeași parte ca la pasul 1.
-
Amplasați indicatorul de unghi pe suport, conform indicațiilor din Figura 23.
Note: Acesta este unghiul rectificatorului și trebuie să fie într-o marjă de 2 de grade față de unghi de rectificare superior recomandat.
Suprapunerea inversă a unității de tăiere
Pericol
Contactul cu cilindrul sau cu alte piese mobile poate duce la vătămare personală.
Ţineţi degetele, mâinile şi îmbrăcămintea la distanţă faţă de cilindri sau alte piese mobile.
-
Mențineți distanța față de cilindru în timpul suprapunerii inverse.
-
Nu folosiți niciodată o pensulă cu mâner scurt pentru suprapunerea inversă. Pensulele cu mâner lung sunt disponibile la distribuitorul autorizat Toro local.
-
Amplasați maşina pe o suprafaţă plană, curată, coborâţi unităţile de tăiere, opriţi motorul, cuplaţi frâna de parcare şi scoateţi cheia din contact.
-
Îndepărtați motoarele de cilindru de pe unitățile de tăiere și deconectați și îndepărtați unitățile de tăiere de pe brațele de ridicare.
-
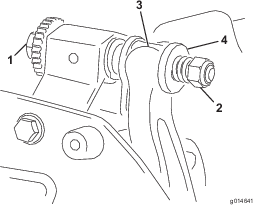
Conectați mașina de suprapunere inversă de unitatea de tăiere prin inserarea unui butuc pătrat de ⅜" în cuplajul canelat de la capătul unității de tăiere.
Note: Instrucțiuni și proceduri suplimentare privind suprapunerea inversă sunt disponibile în Manualul utilizatorului unității de tracțiune și în Manualul Toro pentru ascuțirea cilindrului și mașinilor de tuns iarba rotative, Formular nr. 80-300PT.
Note: Pentru o margine de tăiere mai bună, piliți latura frontală a contracuțitului și cilindrului după finalizarea operațiunii de suprapunere. Acest lucru va îndepărta orice bavuri sau asperități care se pot forma pe marginea de tăiere.