
 , que significa: Cuidado, Advertencia o Peligro
– instrucción relativa a la seguridad personal. El incumplimiento
de estas instrucciones puede dar lugar a lesiones personales o la
muerte.
, que significa: Cuidado, Advertencia o Peligro
– instrucción relativa a la seguridad personal. El incumplimiento
de estas instrucciones puede dar lugar a lesiones personales o la
muerte.

Mantenimiento
Note: Los lados derecho e izquierdo de la máquina se determinan desde la posición normal del operador.
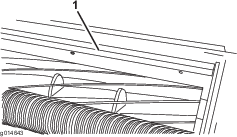
Apoyo de la unidad de corte
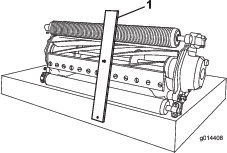
Cuando sea necesario inclinar la unidad de corte para tener acceso a la contracuchilla/el molinete, apoye la parte trasera de la unidad de corte para asegurarse de que las tuercas de los extremos de los pernos de ajuste de la barra de asiento no estén apoyadas en la superficie de trabajo (Figura 12).
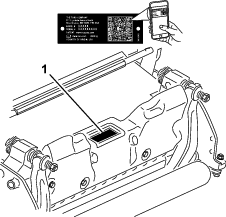
Mantenimiento de la barra de asiento
Solo deberá realizar tareas de mantenimiento en la barra de asiento y en la contracuchilla un mecánico con la formación pertinente, para evitar daños en el molinete, la barra de asiento o la contracuchilla. Lo ideal es que lleve la unidad de corte a su distribuidor autorizado Toro para que realicen las tareas de mantenimiento. Consulte las instrucciones del Manual de mantenimiento de la unidad de tracción para obtener instrucciones completas, conocer las herramientas especiales y los diagramas para realizar tareas de mantenimiento en la contracuchilla. En caso de que necesite retirar o montar usted mismo la barra de asiento, a continuación se indican las instrucciones, así como las especificaciones para realizar tareas de mantenimiento en la contracuchilla.
Important: Siga siempre los procedimientos de la contracuchilla detallados en el Manual de mantenimiento al realizar tareas de mantenimiento en la contracuchilla. Si no se instala y se afila correctamente la contracuchilla, se pueden producir daños en el molinete, la barra de asiento o la contracuchilla.
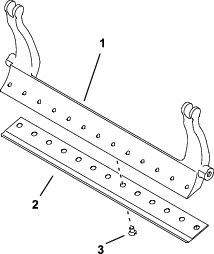
Cómo retirar la barra de asiento
-
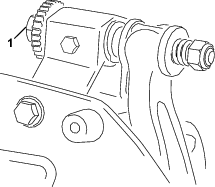
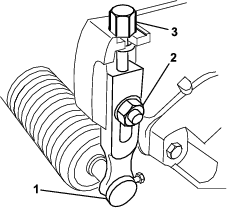
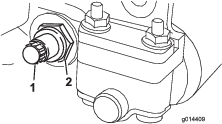
Gire el tornillo de ajuste de la barra de asiento en el sentido contrario a las agujas del reloj para alejar la contracuchilla del molinete (Figura 13).
-
Afloje la tuerca de tensado del muelle hasta que el muelle deje de presionar la arandela contra la barra de asiento (Figura 13).
-
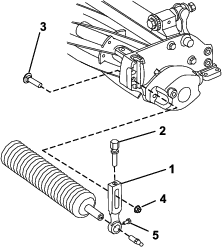
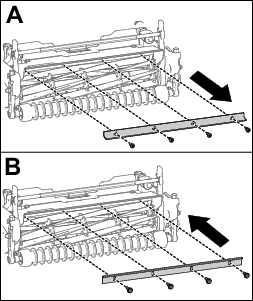
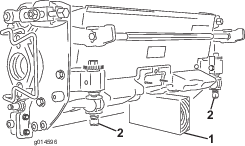
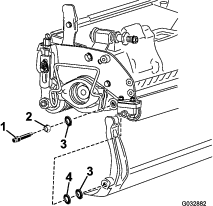
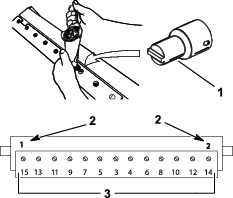
En cada lado de la máquina, afloje la contratuerca que fija el perno de la barra de asiento (Figura 14).
-
Retire todos los pernos de la barra de asiento, para poder tirar de la barra hacia abajo y retirarla de la unidad de corte (Figura 14).
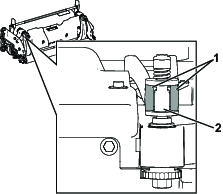
Guarde las 2 arandelas de nylon y la arandela de acero de cada extremo de la barra de asiento (Figura 15).
Ensamblaje de la barra de asiento
-
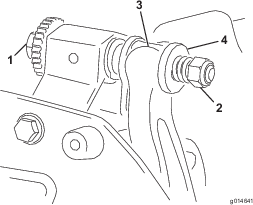
Instale la barra de asiento, colocando las pestañas de montaje entre las arandelas y el tornillo de ajuste de la barra de asiento (Figura 16).
Important: Centre los mecanismos de ajuste DPA en las pestañas de la barra de asiento, como se muestra en la Figura 16.Si se instalan los mecanismos de ajuste DPA contra las pestañas de la barra de asiento, puede afectar negativamente al contacto entre la contracuchilla y el molinete.
-
Sujete la barra de asiento a cada chapa lateral con los pernos de la barra (con tuercas en los pernos) y 3 arandelas (6 en total).
-
Coloque una arandela de nylon en cada lado del saliente de la chapa lateral. Coloque una arandela de acero por fuera de cada arandela de nylon (Figura 15).
-
Apriete los pernos de la barra de asiento a entre 27 y 36 N∙m.
-
Apriete las contratuercas hasta eliminar la holgura de las arandelas de acero, pero que pueda seguir girándolas con la mano. Las arandelas del interior pueden tener cierta holgura.
Important: No apriete demasiado las contratuercas o desviarán las chapas laterales.
-
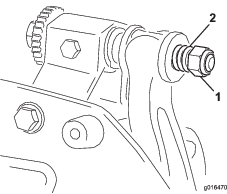
Apriete la tuerca de tensado del muelle hasta que el muelle esté comprimido del todo, luego aflójela 1/2 vuelta (Figura 17).
-
Ajuste la contracuchilla contra el molinete; consulte Ajuste del contacto entre la contracuchilla y el molinete.
Especificaciones de la contracuchilla
Instalación de la contracuchilla
-
Elimine el óxido, las incrustaciones y la corrosión de la superficie de la barra de asiento y aplique una capa fina de aceite sobre ella.
-
Limpie las roscas de los tornillos
-
Aplique compuesto antiadherente a los tornillos e instale la contracuchilla en la barra de asiento.
-
Apriete los 2 tornillos exteriores a 1 N∙m.
-
Desde el centro de la contracuchilla, apriete los tornillos a entre 23 y 28 N∙m.
-
Rebaje la contracuchilla.
Preparación del molinete para el afilado
-
Asegúrese de que todos los componentes de la unidad de corte están en buenas condiciones y corrija cualquier problema antes de afilar.
-
Siga las instrucciones del fabricante del afilador del molinete para afilar el molinete según las especificaciones siguientes.
Especificaciones de afilado del molinete Diámetro del molinete nuevo 128,5 mm Límite de ajuste del diámetro del molinete 114,3 mm Ángulo de rebajo de la cuchilla 30° ± 5° Superficie de incidencia de la cuchillaIntervalo 0,8-1,2 mm Límite de ajuste de la conicidad del diámetro del molinete 0,25 mm
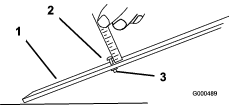
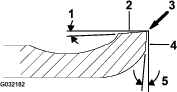
Afilado del molinete con rebajo
El molinete nuevo tiene una superficie de incidencia de 8 a 1,2 mm de anchura, y un rebajo de 30°.
Si la anchura de la superficie de incidencia es superior a 3 mm, haga lo siguiente:
-
Afile todas las cuchillas con un rebajo de 30 grados hasta que la anchura de la superficie de incidencia sea de 0,76 mm (Figura 20.
-
Afile el molinete con muela, sin rebajo, hasta que la excentricidad del molinete sea inferior a 0,025 mm.
Note: Esto hace que la superficie de incidencia se ensanche ligeramente.
-
Ajuste la unidad de corte; consulte el Manual del operador de la unidad de corte.
Note: Para que los filos del molinete y de la contracuchilla duren más, después de amolar el molinete y/o la contracuchilla, vuelva a comprobar el contacto entre molinete y contracuchilla después de segar al final de cada jornada, porque esto eliminará la rebaba, posiblemente creando un contacto incorrecto entre el molinete y la contracuchilla y por tanto acelerando el desgaste.
Especificaciones de amolado de la contracuchilla
| Ángulo de rebajo de la contracuchilla estándar y corta | 3° mínimo |
| Ángulo de rebajo de contracuchilla ampliada | 7° mínimo |
| Intervalo de ángulo delantero | de 13° a 17° |
| Ángulo de rebajo de la contracuchilla para calles | 10° |
| Ángulo delantero de la contracuchilla para calles | 10° |
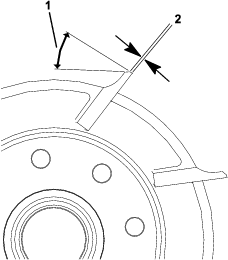
Comprobación del ángulo de rectificado superior
El ángulo de rectificado de las contracuchillas es muy importante.
Utilice el indicador de ángulo (Pieza Toro N° 131-6828) y el soporte del indicador de ángulo (Pieza Toro N° 131-6829) para comprobar el ángulo producido por su muela, y corrija cualquier falta de precisión.
-
Coloque el indicador de ángulo en el lado inferior de la contracuchilla, según se muestra en Figura 22.
-
Pulse el botón Alt Zero del indicador de ángulo.
-
Coloque el soporte del indicador de ángulo sobre el filo de la contracuchilla de manera que el borde del imán esté enrasado con el filo de la contracuchilla (Figura 23).
Note: La pantalla digital debe estar visible desde el mismo lado durante este paso que durante el paso 1.
-
Coloque el indicador de ángulo en el soporte, según se muestra en Figura 23.
Note: Este es el ángulo que produce su muela, y no debe variar en más de 2 grados del ángulo de amolado superior recomendado.
Autoafilado de la unidad de corte
Peligro
El contacto con los molinetes u otras piezas en movimiento puede causar lesiones personales.
Mantenga las manos, los pies y la ropa alejados de los molinetes u otras piezas en movimiento.
-
Manténgase alejado del molinete durante el afilado.
-
No utilice nunca una brocha de mango corto para el afilado. Las brochas de mango largo se encuentran disponibles a través de su distribuidor Toro autorizado.
-
Coloque la máquina en una superficie nivelada y limpia, baje las unidades de corte, pare el motor, ponga el freno de estacionamiento y retire la llave de contacto.
-
Retire los motores del molinete de las unidades de corte y desconecte y retire las unidades de corte de los brazos de elevación.
-
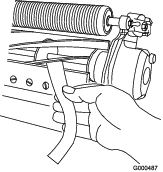
Conecte la máquina de autoafilado a la unidad de corte insertando una barra cuadrada de metal de 9,5 x 9,5 mm en el acoplamiento acanalado del extremo de la unidad de corte.
Note: Encontrará instrucciones y procedimientos adicionales sobre el autoafilado en el Manual del operador de la unidad de tracción y en el Manual de afilado para segadoras de molinete y giratorias de Toro, Impreso N.º 80-300PT.
Note: Para obtener un filo de corte mejor, pase una lima por la cara delantera de la contracuchilla y del molinete cuando se termine la operación de afilado. Esto eliminará cualquier rebaba o aspereza que pueda haber aparecido en el filo de corte.