
 , który oznacza:
uwaga, ostrzeżenie lub niebezpieczeństwo – instrukcja
dotycząca bezpieczeństwa osobistego. Nieprzestrzeganie
powyższych zasad może doprowadzić do obrażeń
ciała lub śmierci.
, który oznacza:
uwaga, ostrzeżenie lub niebezpieczeństwo – instrukcja
dotycząca bezpieczeństwa osobistego. Nieprzestrzeganie
powyższych zasad może doprowadzić do obrażeń
ciała lub śmierci.

Konserwacja
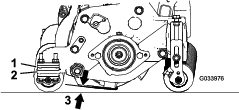
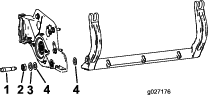
Korzystanie z podpórki przy przechylaniu jednostki tnącej
W przypadku konieczności przechylenia jednostki tnącej w celu odsłonięcia ostrza dolnego/wrzeciona należy podtrzymać tylną stronę jednostki tnącej za pomocą podpórki (dostarczanej z zespołem jezdnym), aby upewnić się, że nakrętki śrub regulujących na tylnej krawędzi listwy ostrza nie opierają się o powierzchnię roboczą (Rysunek 20).
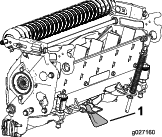
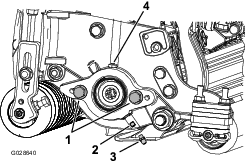
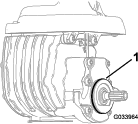
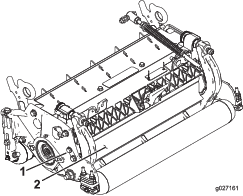
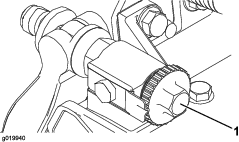
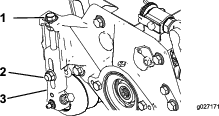
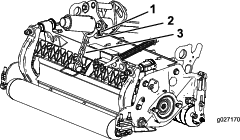
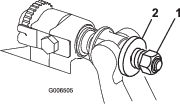
Smarowanie jednostek tnących
Każda jednostka tnąca jest wyposażona w smarowniczki (5 szt., Rysunek 21), które należy regularnie smarować smarem nr 2 na bazie litu.
Na przedniej i tylnej rolce znajdują się 2 punkty smarowania i 1 na wale wielowypustowym silnika wrzeciona.
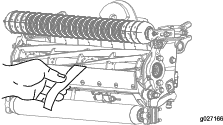
Note: Smarowanie jednostek tnących bezpośrednio po myciu pozwoli wypchnąć wodę z łożysk i przedłużyć ich żywotność.
-
Oczyść każdą smarowniczkę za pomocą czystej szmatki.
-
Wtłaczaj smar, aż z uszczelek rolki oraz zaworu nadmiarowego łożyska zacznie wydostawać się świeży smar.
-
Zetrzyj cały nadmiar smaru.
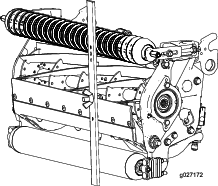
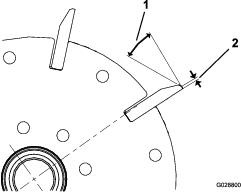
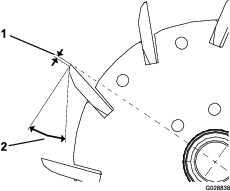
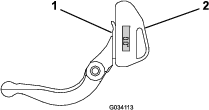
Szlifowanie profilujące wrzeciona
Nowe wrzeciono ma szerokość powierzchni czołowej od 1,3 do 1,5 mm i kąt profilu szlifowania 30°.
Gdy powierzchnia czołowa krawędzi zwiększy się powyżej 3 mm, należy wykonać następujące czynności:
-
Przeprowadzić szlifowanie profilujące wszystkich ostrzy wrzeciona pod kątem 30°, aż szerokość powierzchni czołowej wyniesie 1,3 mm (Rysunek 22 i Rysunek 23).
-
Przeprowadzić szlifowanie obrotowe wrzeciona w celu uzyskania bicia promieniowego na poziomie poniżej 0,025 mm.
Note: Spowoduje to nieznaczne zwiększenie szerokości powierzchni czołowej ostrzy.
Note: W celu dłuższego zachowania ostrości krawędzi tnących wrzeciona i noża dolnego należy po szlifowaniu wrzeciona i/lub noża dolnego ponownie sprawdzić docisk wrzeciona do noża dolnego po skoszeniu dwóch obszarów fairway, gdyż na skutek usunięcia zadziorów może wystąpić nieprawidłowy docisk wrzeciona do noża dolnego powodujący przyspieszone zużycie.
Serwisowanie noża dolnego
Granice używalności noża dolnego są podane w poniższej tabeli.
Important: Eksploatacja jednostki tnącej z nożem dolnym poniżej granicy używalności może skutkować niezadowalającym wyglądem trawnika po koszeniu oraz może negatywnie wpływać na odporność noża dolnego na uderzenia.
| Tabela granic używalności noża dolnego | ||||
| Nóż dolny | Część | Wysokość tylnej krawędzi noża dolnego* | Granica używalności * | Kąty szlifowaniaGórna/przednia krawędź |
| EdgeMax® Niska wysokość cięcia (Model 03641) | 137-6093 | 5,6 mm | 6,4-12,7 mm | 10°/5° |
| Niska wysokość cięcia (model 03643) | 110-4084 | 5,6 mm | 4,8 mm | 10°/5° |
| EdgeMax® Rozszerzona niska wysokość cięcia (opcjonalny) | 119-4280 | 5,6 mm | 4,8 mm | 10°/10° |
| Rozszerzona niska wysokość cięcia (opcjonalny) | 120-1640 | 5,6 mm | 4,8 mm | 10°/10° |
| EdgeMax® (Modele 03638 i 03639) | 137-6094 | 6,9 mm | 4,8 mm | 10°/5° |
| Standardowy (opcjonalny) | 108-9096 | 6,9 mm | 4,8 mm | 10°/5° |
| Heavy Duty – do ciężkich warunków (opcjonalny) | 110-4074 | 9,3 mm | 4,8 mm | 10°/5° |
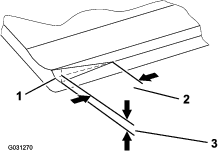
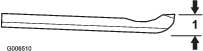
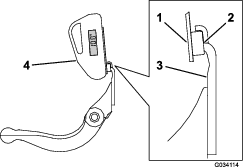
Zalecane kąty szlifowania górnej i przedniej krawędzi noża dolnego (Rysunek 24)
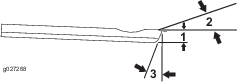
Note: Wszystkie pomiary granicy używalności noża dolnego odnoszą się do dolnej powierzchni noża dolnego (Rysunek 25)
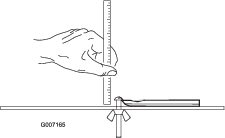
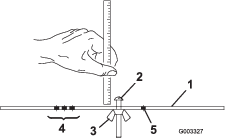
Sprawdzanie kąta zeszlifowania górnej krawędzi.
Niezmiernie ważny jest właściwy dobór kąta szlifowania noży dolnych.
Aby sprawdzić kąt uzyskiwany za pomocą danej szlifierki, użyj wskaźnika nachylenia (numer części Toro 131-6828) oraz wspornika wskaźnika nachylenia (numer części Toro 131-6829); w razie potrzeby skoryguj niedokładności ustawienia szlifierki.
-
Umieść wskaźnik nachylenia na dolnej powierzchni noża dolnego w sposób pokazany na Rysunek 26.
-
Naciśnij przycisk Alt Zero (Ustaw zero) na wskaźniku nachylenia.
-
Przyłóż wspornik wskaźnika nachylenia na krawędzi noża dolnego w taki sposób, aby krawędź magnesu zrówna się z krawędzią noża dolnego (Rysunek 27).
Note: Na tym etapie wyświetlacz cyfrowy powinien być widziany z tej samej strony co w kroku 1.
-
Przyłóż wskaźnik nachylenia do wspornika w sposób podany na Rysunek 27.
Note: Wyświetlana wartość to kąt wytwarzany przez daną szlifierkę, powinien on różnić się od zalecanego kąta szlifowania górnej krawędzi o maksymalnie 2°.
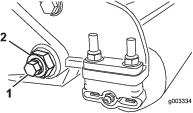
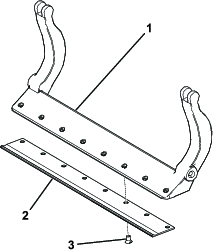
Serwisowanie listwy noża dolnego
Demontaż listwy noża dolnego
-
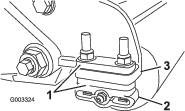
Obróć śruby regulacyjne listwy noża dolnego w lewo w celu odsunięcia noża dolnego od wrzeciona (Rysunek 28).
-
Odkręcaj nakrętkę naciągu sprężyny do momentu, gdy podkładka nie będzie już dociśnięta do listwy noża dolnego (Rysunek 28).
-
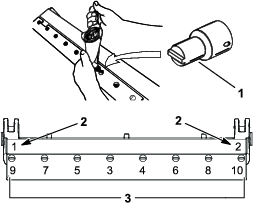
Poluzuj nakrętkę zabezpieczającą mocującą śrubę listwy noża dolnego po każdej stronie maszyny (Rysunek 29).
-
Wykręć każdą śrubę listwy noża dolnego, umożliwiając tym samym demontaż listwy noża dolnego z trzpienia maszyny (Rysunek 29).
Note: Pozostaw 2 podkładki nylonowe i 1 wykrawaną podkładkę stalową na każdym końcu listwy noża dolnego (Rysunek 30).
Montaż listwy noża dolnego
-
Zamontuj listwę noża dolnego, ustawiając ucha mocujące między podkładką a regulatorem listwy noża dolnego.
-
Zamocuj listwę noża dolnego do każdej płyty bocznej za pomocą śrub noża dolnego (nakrętki na śrubach) i 6 podkładek.
Note: Załóż po jednej podkładce nylonowej po każdej stronie wypukłości płyty bocznej. Umieść podkładkę stalową na zewnątrz każdej z podkładek nylonowych (Rysunek 30).
-
Dokręć śruby listwy noża dolnego momentem od 37 do 45 Nm.
Note: Dokręcaj nakrętki zabezpieczające, aż zewnętrzna podkładka stalowa przestanie się obracać i zostanie wyeliminowany luz osiowy, jednak nie dokręcaj zbyt mocno i unikaj wygięcia płyt bocznych. Przy podkładkach po wewnętrznej stronie może być niewielki odstęp.
-
Dokręć nakrętkę regulacyjną naprężenia sprężyny do momentu ściśnięcia sprężyny, a następnie cofnij ją o ½ obrotu (Rysunek 31).
Montaż noża dolnego
-
Usuń rdzę, osady i korozję z powierzchni listwy noża dolnego i nałóż na nią cienką warstwę oleju.
-
Wyczyść gwinty śrub.
-
Nałóż preparat zapobiegający zapiekaniu na śruby i zamontuj nóż dolny na listwie noża dolnego (Rysunek 32):
-
Wyszlifuj nóż dolny.
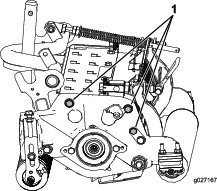
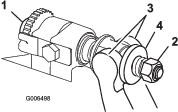
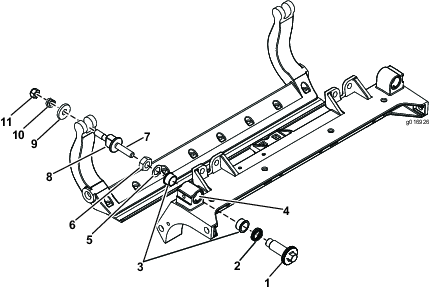
Serwisowanie dwupunktowych śrub regulacyjnych (DPA) w serii HD
-
Zdemontuj wszystkie części (zob. Instrukcje montażu zestawu HD DPA oraz Rysunek 34).
-
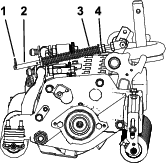
Nałóż środek zapobiegający zapiekaniu na wewnętrzną powierzchnię tulei w centralnej ramie jednostki tnącej (Rysunek 34).
-
Ustaw wypustki na tulejach kołnierzowych równo z wycięciami w ramie, a następnie zamontuj tuleje (Rysunek 34).
-
Nałóż podkładkę falistą na trzpień śruby regulacyjnej i wsuń trzpień śruby regulacyjnej w tuleję kołnierzową w ramie jednostki tnącej (Rysunek 34).
-
Zamocuj trzpień śruby regulacyjnej podkładką płaską z nakrętką zabezpieczającą (Rysunek 34).
-
Dokręć nakrętkę zabezpieczającą momentem od 20 do 27 Nm.
Note: Trzpień śruby regulacyjnej listwy noża dolnego posiada lewy gwint.
-
Nałóż środek przeciwdziałający przywieraniu na gwint śruby regulacyjnej listwy noża dolnego w części, która będzie wkręcana w trzpień śruby regulacyjnej.
-
Wkręć śrubę regulacyjną listwy noża dolnego w trzpień.
-
Nałóż podkładkę utwardzaną, sprężynę i nakrętkę naciągu sprężyny na śrubę regulacyjną.
-
Zamontuj nóż dolny, ustawiając ucha mocujące między podkładką a regulatorem noża dolnego.
-
Zamocuj listwę noża dolnego do każdej płyty bocznej za pomocą śrub noża dolnego (nakrętki na śrubach) i 6 podkładek.
Note: Załóż po jednej podkładce nylonowej po każdej stronie wypukłości płyty bocznej.
-
Umieść podkładkę stalową na zewnątrz każdej z podkładek nylonowych (Rysunek 34).
-
Dokręć śruby listwy noża dolnego momentem od 37 do 45 Nm.
-
Dokręcaj nakrętki zabezpieczające, aż zewnętrzna podkładka stalowa przestanie się obracać i zostanie wyeliminowany luz osiowy, jednak nie dokręcaj zbyt mocno i unikaj wygięcia płyt bocznych.
Note: Przy podkładkach po wewnętrznej stronie może być niewielki odstęp (Rysunek 34).
-
Dokręć nakrętkę na każdym zespole regulacyjnym listwy noża dolnego aż do całkowitego ściśnięcia sprężyny dociskowej, następnie poluzuj nakrętki o 1/2 obrotu (Rysunek 34).
-
Powtórz czynności dla drugiej strony jednostki tnącej.
-
Wyreguluj nóż dolny względem wrzeciona; patrz rozdział Regulacja noża dolnego względem bębna.
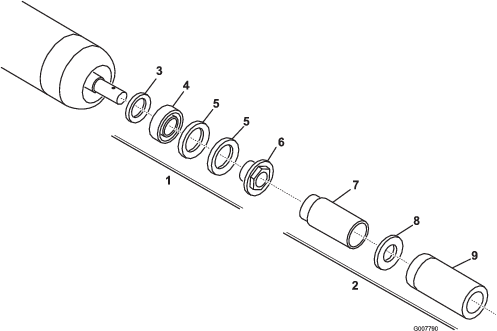
Konserwacja rolki
Aby przeprowadzić czynności serwisowe rolki, niezbędny jest zestaw serwisowy do rolek (numer części 114-5430) oraz zestaw narzędzi do serwisu do rolek (numer części 115-0803) (Rysunek 35). Zestaw serwisowy do rolek zawiera wszystkie łożyska, nakrętki łożysk, uszczelki wewnętrzne i zewnętrzne do przeprowadzenia wszystkich czynności serwisowych rolki. Zestaw narzędzi do serwisu rolek zawiera wszystkie narzędzia i instrukcje instalacyjne niezbędne do przeprowadzenia serwisu rolki z użyciem zestawu serwisowego. Aby uzyskać pomoc, zapoznaj się z katalogiem części lub skontaktuj się z autoryzowanym dystrybutorem Toro.