
 çok dikkat edin. Bu talimatlara uyulmaması,
yaralanma veya ölümle sonuçlanabilir.
çok dikkat edin. Bu talimatlara uyulmaması,
yaralanma veya ölümle sonuçlanabilir.

Bakım
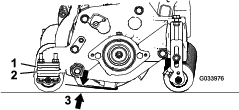
Kesim Ünitesi Yana Yatırılırken Destek Ayağının Kullanılması
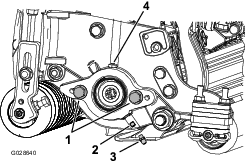
Alt bıçağı/silindiri ortaya çıkarmak amacıyla kesim ünitesini yana yatırmanız gereken zamanlarda, alt bıçak yatağı ayar vidalarının arka ucundaki somunların çalışma yüzeyine temas etmesine önlemek için destek ayağını (çekiş ünitesiyle birlikte verilir) kullanarak kesim ünitesinin arka kısmını yukarı kaldırın (Şekil 20).
Kesim Ünitelerinin Yağlanması
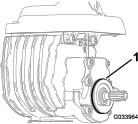
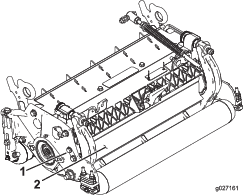
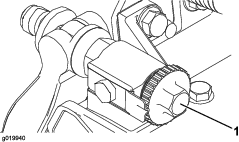
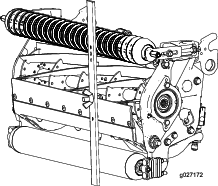
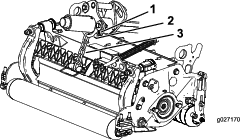
Her bir kesim ünitesinde, 2 numara lityum gresle düzenli olarak yağlanması gereken 5 gresörlük (Şekil 21) vardır.
Ön ve arka silindirde 2'şer, silindir motoru oluğunda ise 1 adet yağlama noktası vardır.
Note: Kesim ünitelerinin yıkamadan hemen sonra yağlanması, yataklarda kalan suyun boşaltılmasına yardımcı olur ve yatak ömrünü uzatır.
-
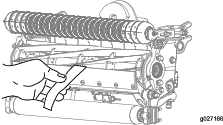
Her gresörlüğü temiz bir bezle silin.
-
Silindir contalarından yatak tahliye valfinden gres taşana kadar gres uygulayın.
-
Taşan gresi silerek giderin.
Silindire Destek Bilemesi Yapılması
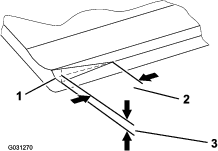
Yeni silindirin taban genişliği 1,3 ila 1,5 mm, destek bilemesi alanı ise 30 derecedir.
Taban genişliği 3 mm'yi aşınca şunları yapın:
-
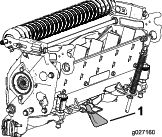
Taban genişliği 1,3 mm olana kadar tüm silindir bıçaklarına 30 derece destek bilemesi yapın (Şekil 22 ve Şekil 23).
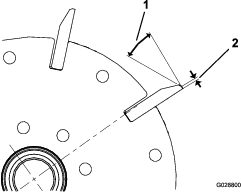
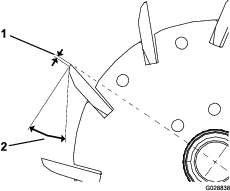
-
Silindire, <0,025 mm silindir taşması elde edilecek biçimde dairesel bileme yapın.
Note: Bu, taban genişliğinin biraz artmasına neden olacaktır.
Note: Silindir kenarı keskinliğinin ve alt bıçağın ömrünü uzatmak için, bileme sırasında çapaklar giderilebileceği ve bu da silindir-alt bıçak mesafesini bozup aşınmayı hızlandırabileceğinden, silindiri ve/veya alt bıçağı biledikten sonra aynı çimi 2 defa ileri geri kestikten sonra silindir-alt bıçak temasını tekrar kontrol edin.
Alt Bıçağın Bakımı
Alt bıçak servis sınırları aşağıdaki tabloda verilmiştir.
Important: Kesim ünitesinin servis sınırının altında bir alt bıçakla çalıştırılması kesim sonrası görünümü olumsuz etkileyebilir ve alt bıçağın darbelere karşı yapısal bütünlüğünü zayıflatabilir.
| Alt Bıçak Servis Sınırı Tablosu | ||||
| Alt Bıçak | Parça | Alt Bıçak Ağzı Yüksekliği* | Servis Sınırı* | Bileme Açıları Üst/Ön Açılar |
| EdgeMax® Düşük Kesim Yüksekliği (Model: 03641) | 137-6093 | 5,6 mm | 6,4-12,7 mm | 10°/5° |
| Düşük Kesim Yüksekliği (Model: 03643) | 110-4084 | 5,6 mm | 4,8 mm | 10°/5° |
| Uzatılmış EdgeMax® Düşük Kesim Yüksekliği (İsteğe bağlı) | 119-4280 | 5,6 mm | 4,8 mm | 10°/10° |
| Uzatılmış Düşük Kesim Yüksekliği (İsteğe bağlı) | 120-1640 | 5,6 mm | 4,8 mm | 10°/10° |
| EdgeMax® (Modeller: 03638 ve 03639) | 137-6094 | 6,9 mm | 4,8 mm | 10°/5° |
| Standart (İsteğe bağlı) | 108-9096 | 6,9 mm | 4,8 mm | 10°/5° |
| Ağır Hizmet (İsteğe bağlı) | 110-4074 | 9,3 mm | 4,8 mm | 10°/5° |
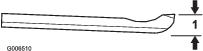
Tavsiye Edilen Üst ve Ön Alt Bıçak Bileme Açıları (Şekil 24)
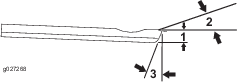
Note: Tüm alt bıçak servis limiti ölçümleri, alt bıçağın tabanına göredir (Şekil 25)
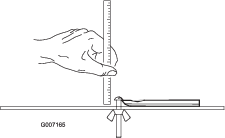
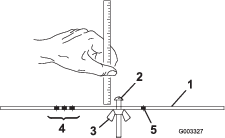
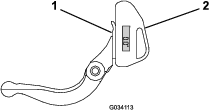
Üst Bileme Açısının Kontrol Edilmesi
Alt bıçaklarınızı bilemek için kullandığınız açı çok önemlidir.
Bileme makinenizin ürettiği açıyı kontrol etmek için açı göstergesini (Toro Parça No. 131-6828) ve açı göstergesi montaj elemanını (Toro Parça No. 131-6829) kullanın ve varsa bileme makinesi hatalarını düzeltin.
-
Açı göstergesini, Şekil 26'de gösterildiği gibi alt bıçağın en alt kısmına yerleştirin.
-
Açı göstergesinde Alt Zero düğmesine basın.
-
Açı göstergesi montaj elemanını, mıknatısın kenarı alt bıçağın kenarıyla eşleşecek biçimde alt bıçağın kenarına yerleştirin (Şekil 27).
Note: Bu adımda, dijital gösterge 1 adımındaki ile aynı taraftan görülebiliyor olmalıdır.
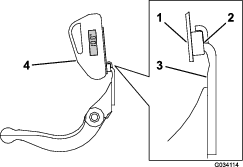
-
Açı göstergesini, Şekil 27 şeklinde gösterildiği gibi montaj elemanına yerleştirin.
Note: Bu, bileme makinenizin ürettiği açıdır ve tavsiye edilen üst bileme açısının 2 derece içinde olmalıdır.
Alt Bıçak Yatağının Bakımı
Alt Bıçak Yatağının Çıkarılması
-
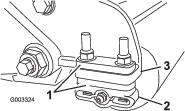
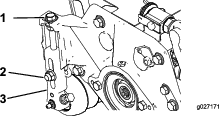
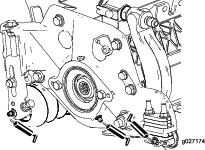
Alt bıçak yatağı ayarlayıcısının vidalarını saatin aksi yönünde döndürerek alt bıçağı silindirden uzaklaştırın (Şekil 28).
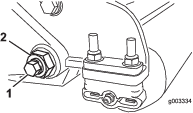
-
Yay gergisi somununu, rondelanın alt bıçak yatağına karşı gerginliği ortadan kalkana kadar geriye doğru döndürüp çıkarın (Şekil 28).
-
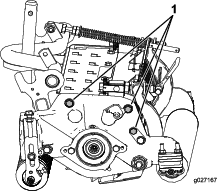
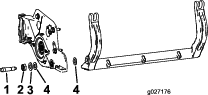
Makinenin her bir tarafında, alt bıçak yatağı cıvatasını sabitleyen kilit somunlarını gevşetin (Şekil 29).
-
Alt bıçak yatağının aşağı doğru çekilebilmesini ve makine cıvatasından çıkarılabilmesini sağlamak için her bir alt bıçak yatağı cıvatasını sökün (Şekil 29).
Note: Alt bıçak yatağının her iki ucundaki 2 naylon rondela ile 1 preslenmiş çelik rondelayı da hesaba katın (Şekil 30).
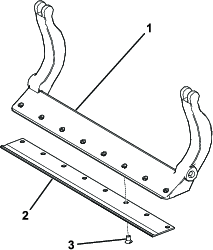
Alt Bıçak Yatağının Monte Edilmesi
-
Montaj kulaklarını rondela ile alt bıçak yatağı ayarlayıcısının arasına yerleştirerek alt bıçak yatağını takın.
-
Alt bıçak yatağı cıvatalarını (cıvatalardaki somunlarla birlikte) ve 6 rondelayı kullanarak alt bıçak yatağını her bir yan plakaya sabitleyin.
Note: Yan plaka çıkıntısının her bir tarafına birer naylon rondela yerleştirin. Her bir naylon rondelanın dış kısmına birer adet çelik rondela yerleştirin (Şekil 30).
-
Alt bıçak yatağı cıvatalarını 37 ila 45 N∙m torkla sıkın.
Note: Dış kısımdaki çelik rondelanın dönmesi durana ve uç boşluk giderilene kadar kilit somunlarını sıkın, ancak aşırı sıkmayın ve yan plakaları bükmeyin. İç kısımdaki rondelalarda bir boşluk olabilir.
-
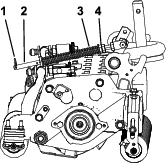
Yay gergisi somununu yay çökene kadar sıkın, ardından tekrar 1/2 tur gevşetin (Şekil 31).
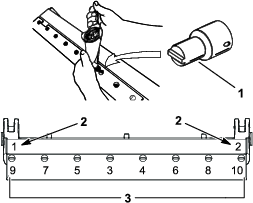
Alt Bıçağın Takılması
-
Alt bıçak yatağı yüzeyindeki pas, döküntü ve korozyonu giderin ve alt bıçak yatağı yüzeyine ince bir tabaka yağ sürün.
-
Vida dişlerini temizleyin.
-
Vidalara yağlayıcı madde sürün ve alt bıçağı aşağıda gösterildiği gibi alt bıçak yatağına takın (Şekil 32):
-
Alt bıçağı bileyin.
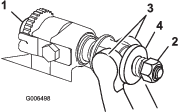
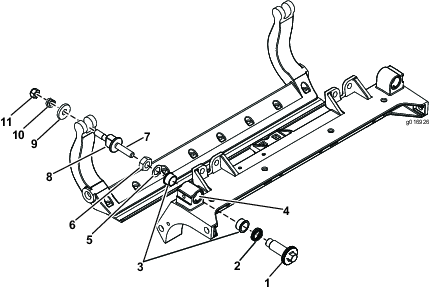
HD İki Noktalı Ayarlayıcıların Bakımı (DPA)
-
Tüm parçaları sökün (HD İki Noktalı Ayarlayıcılar için bkz. Montaj Talimatları ve Şekil 34).
-
Kesim ünitesi orta çerçevesindeki burç alanının içine yağlayıcı madde sürün (Şekil 34).
-
Flanş burçlarındaki kamaları çerçevedeki oluklarla hizalayın ve burçları takın (Şekil 34).
-
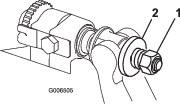
Ayarlayıcı milinin üzerine bir adet dalgalı rondela takın ve ayarlayıcı milini kesim ünitesi çerçevesindeki flanş burçlarının içine kaydırın (Şekil 34).
-
Ayarlayıcı milini, düz bir rondela ve kilit somunuyla sabitleyin (Şekil 34).
-
Kilit somununu 20 ila 27 N∙m torkla sıkın.
Note: Alt bıçak yatağı ayarlayıcısı milinin dişleri soldadır.
-
Ayarlayıcı milinin içine giren alt bıçak yatağı ayarlayıcısı vidasının dişlerine yağlayıcı madde sürün.
-
Alt bıçak yatağı ayarlayıcısı vidasını ayarlayıcı miline geçirin.
-
Sertleştirilmiş rondelayı, yayı ve yay gergisi somununu ayarlayıcı vidasına takın fakat sıkmayın.
-
Montaj kulaklarını rondela ile alt bıçak yatağı ayarlayıcısının arasına yerleştirerek alt bıçak yatağını takın.
-
Alt bıçak yatağı cıvatalarını (cıvatalardaki somunlarla birlikte) ve 6 rondelayı kullanarak alt bıçak yatağını her bir yan plakaya sabitleyin.
Note: Yan plaka çıkıntısının her bir tarafına birer naylon rondela yerleştirin.
-
Her bir naylon rondelanın dış kısmına birer adet çelik rondela yerleştirin (Şekil 34).
-
Alt bıçak yatağı cıvatalarını 37 ila 45 N∙m torkla sıkın.
-
Dış kısımdaki çelik rondelanın dönmesi durana ve uç boşluk giderilene kadar kilit somunlarını sıkın, ancak aşırı sıkmayın ve yan plakaları bükmeyin.
Note: İç kısımdaki rondelalarda bir boşluk olabilir (Şekil 34).
-
Her bir alt bıçak yatağı ayarlayıcısı grubundaki somunu, sıkıştırma yayı tamamen sıkıştırılana kadar sıkın, ardından ½ tur gevşetin (Şekil 34).
-
Bu işlemi, kesim ünitesinin diğer ucunda da tekrarlayın.
-
Alt bıçağı silindire göre ayarlayın; bkz. Alt Bıçağın Silindire Göre Ayarlanması.
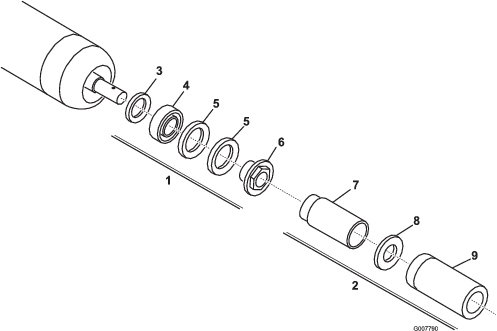
Silindir Bakımı
Silindir bakımı için Silindir Onarım Seti (Parça No. 114-5430) ve Silindir Onarımı Alet Seti (Parça No. 115-0803) (Şekil 35) mevcuttur. Silindir Onarım Setinde, silindiri onarmak için gereken tüm yataklar, yatak somunları, iç contalar ve dış contalar vardır. Silindir Onarımı Alet Setinde ise silindir onarım setiyle bir silindiri onarmak için gereken tüm aletler ile montaj talimatları bulunur. Destek için parça kataloğuna bakın veya yetkili Toro distribütörünüze danışın.