유지보수
Note: 장비의 전기 도면이나 유압 도면을 구하려면, www.Toro.com을 방문하십시오.
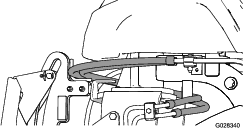
리프트 프레임에 그리스 칠하기
전방 리프트 프레임에는 No. 2 리튬계 그리스로 정기적으로 윤활 처리해야 하는 그리스 피팅(그림 27)이 5개 있습니다. 정상적인 환경에서 장비를 운전할 경우에는 매 100시간 작동 후 모든 베어링과 부싱을 윤활 처리하십시오. 베어링과 부싱은 표시된 주기와 상관없이 매번 세척 후에 즉시 윤활 처리하십시오.
이 제품은 모든 관련 유럽 지침을 준수합니다. 자세한 내용은 이 간행물의 뒷면에 나오는 적합성 선언서(Declaration of Incorporation, DOI)를 참조하십시오.
Note: 정상 운전 위치에서 장비의 좌측과 우측을 판단하십시오.
장비를 평지에 주차합니다.
부속장치를 아래로 내립니다.
주차 브레이크를 체결합니다.
엔진을 끄고 키를 뺍니다.
장비 후방을 들어 올린 다음 뒷바퀴 모터 마운트 아래에 잭을 놓습니다.
우측 뒷타이어를 분리합니다.
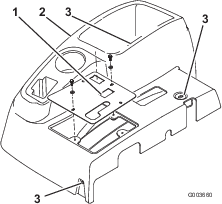
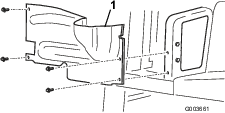
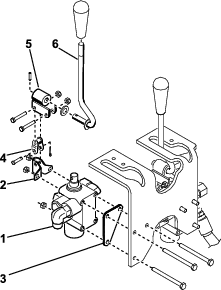
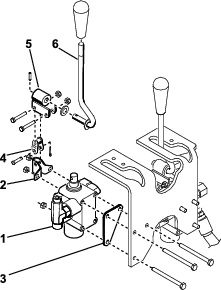
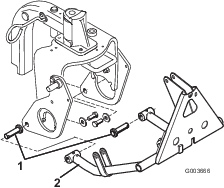
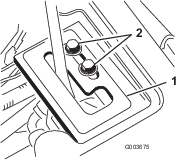
제어판을 콘솔에 장착하는 와셔 4개와 볼트를 제거합니다(그림 1).
아워 미터에서 전기 플러그를 뽑습니다.
제어판을 제거합니다(그림 1).
콘솔을 프레임에 고정하는 볼트 3개를 제거합니다(그림 1). 지지 브래킷 주변에 있는 콘솔 바닥 모서리를 부드럽게 들어올린 다음 브레이크 핸들 뒤로 밀어 올려서 콘솔을 분리합니다.
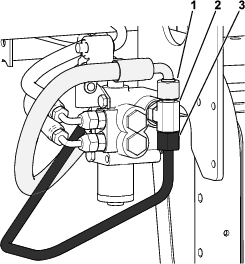
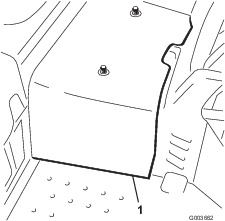
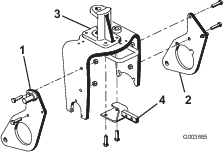
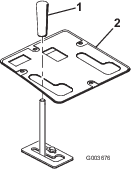
우측 휠 측판을 고정하는 볼트 4개를 제거한 다음 측판을 분리합니다(그림 2).
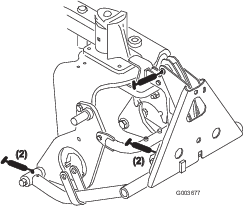
프레임에서 중앙 측판을 분리하고 떼어내십시오(그림 3).
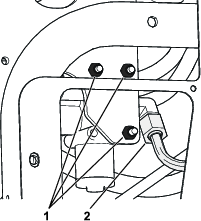
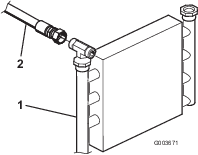
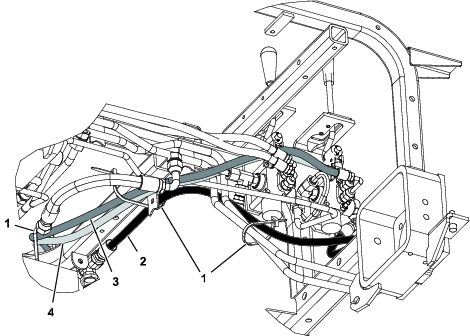
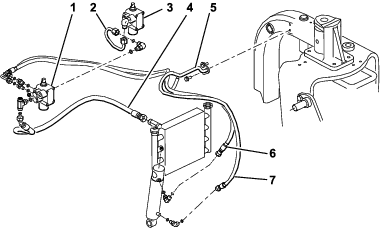
오일 쿨러에서 기존 리프트 밸브로 배치된 유압 튜브를 찾습니다(그림 4).
유압 튜브를 프레임에 고정하는 패스너와 튜브 클램프를 제거합니다.
오일 쿨러와 리프트 밸브에서 유압 튜브를 분리하고 제거합니다(그림 4 및 그림 6).
Note: 이 유압 튜브를 폐기할 수 있습니다.
Note: 유압 튜브를 제거할 때 발생하는 오일 손실을 최소화하기 위하여 대체 호스를 준비하거나 튜브 어셈블리(부품 번호 108-8447)에서 제거한 보호용 배송 캡 한 개를 사용하여 쿨러의 피팅을 덮습니다(그림 19).
이전에 분리한 클램프와 패스너를 사용하여 프레임에 나머지 유압 튜브를 고정합니다.
08745 모델 장비에 키트를 설치하는 경우, 다음과 같이 하십시오.
이 절차를 수행하는 데 필요한 부품:
| O-링이 장착된 직선형 유압 피팅 | 2 |
| O-링이 장착된 90° 유압 피팅 | 2 |
| 리프트 밸브 | 1 |
| 밸브 플레이트 | 1 |
| 볼트(1/4 x 3 인치) | 3 |
| 록너트(¼ 인치) | 3 |
| 볼트(#10 x 1-1/4 인치) | 2 |
| 록너트(#10) | 2 |
| 리프트 레버 | 1 |
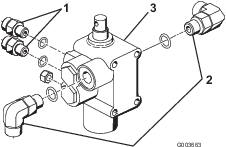
그림 7와 같이 새로운 리프트 밸브에 90° 피팅과 2개의 직선형 유압 피팅을 돌려서 끼웁니다.
Important: 이때 90° 피팅을 조이지 마십시오. 설치하기 전에 O-링에 윤활유를 칠하고 피팅에 적절하게 배치하십시오.
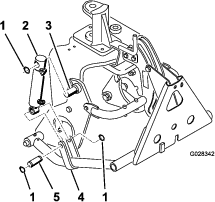
볼트(1/4 x 3 인치) 3개와 록너트 3개로 프레임에 밸브 어셈블리, 피벗 브래킷, 밸브 플레이트를 장착합니다(그림 8). 장착했을 때 프레임 부재의 전방을 향해 밸브 플레이트를 배치하고 패스너를 10~12 N∙m 토크로 조입니다.
Note: 밸브 설치는 이미 설치한 기존 밸브와 매우 유사합니다.
볼트(#10 x 1-1/4 인치) 2개 및 록너트(그림 8) 2개로 밸브 스풀과 오프셋 링크에 피벗 레버 어셈블리를 느슨하게 장착합니다.
Note: 이때 패스너를 조이지 마십시오.
Note: 오프셋 링크를 피벗의 후방 구멍에 장착합니다.
이 절차를 수행하는 데 필요한 부품:
| O-링이 장착된 직선형 유압 피팅 | 2 |
| O-링이 장착된 90° 유압 피팅 | 2 |
| 리프트 밸브 | 1 |
| 밸브 플레이트 | 1 |
| 볼트(1/4 x 3 인치) | 3 |
| 록너트(¼ 인치) | 3 |
| 볼트(#10 x 1-1/4 인치) | 2 |
| 록너트(#10) | 2 |
| 리프트 레버 | 1 |
T-피팅을 제거한 기존 리프트 밸브에 90° 피팅을 돌려서 끼웁니다.
Important: 이때 직선형 피팅만을 조입니다. 설치하기 전에 O-링에 윤활유를 칠하고 피팅에 적절하게 배치하십시오.
이전에 제거한 하드웨어와 기존 리프트 밸브를 설치하고 10~12 N∙m 토크로 패스너를 조입니다.
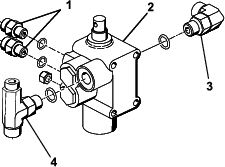
그림 9와 같이 새로운 리프트 밸브에 유압 구성품 설치 준비의 기존 밸브에서 제거한 90° 피팅, 2개의 직선형 유압 피팅, T-피팅을 돌려서 끼웁니다.
볼트(1/4 x 3 인치) 3개와 록너트 3개로 프레임에 밸브 어셈블리, 피벗 브래킷, 밸브 플레이트를 장착합니다(그림 10). 장착했을 때 프레임 부재의 전방을 향해 밸브 플레이트를 배치하고 패스너를 10~12 N∙m 토크로 조입니다.
Note: 밸브 설치는 현재 설치한 밸브와 매우 유사합니다.
볼트(#10 x 1-1/4 인치) 2개 및 록너트(그림 10) 2개로 밸브 스풀과 오프셋 링크에 피벗 레버 어셈블리를 느슨하게 장착합니다.
Note: 이때 패스너를 조이지 마십시오.
Note: 오프셋 링크를 피벗의 후방 구멍에 장착합니다.
이 절차를 수행하는 데 필요한 부품:
| 우측 플라우 플레이트 | 1 |
| 왼쪽 플라우 플레이트 | 1 |
| 볼트(½ x 2 인치) | 4 |
| 록너트(½ 인치) | 4 |
| 히치 프레임 브래킷 | 1 |
| 볼트(½ x 1¾ 인치) | 2 |
그림 11와 같이 볼트(1/2 x 2 인치) 및 록너트로 캐스터 포크의 우측에 우측 플라우 플레이트를 느슨하게 장착합니다.
Note: 아직 패스너를 조이지 마십시오.
좌측 플라우 플레이트에 대해 이 절차를 반복하십시오(그림 11).
앞바퀴가 정비소 바닥에서 떨어질 때까지 잭으로 장비 앞쪽을 들어 올립니다.
스티어링 피벗의 전면을 캐스터 포크 상단에 고정하는 볼트 2개를 제거한 다음 폐기합니다(그림 11).
캐스터 포크 및 스티어링 피벗 장착 구멍을 사용하여 볼트(1/2 x 1-3/4 인치) 2개로 캐스터 포크의 하부에 히치 프레임 브래킷를 장착합니다. 그림 11을 참조하십시오.
Note: 간격을 얻기 위해 타이어의 바람을 일부 빼야 할 수도 있습니다. 휠 모터 유압 호스가 히치 프레임 브래킷 상단에 놓여서는 안 됩니다.
이 절차를 수행하는 데 필요한 부품:
| 히치 프레임 | 1 |
| 볼트(3/8 x 2 인치) | 2 |
| 너트(3/8 인치) | 2 |
| 너트(3/8 x 1-1/2 인치) | 2 |
| 록너트(⅜ 인치) | 2 |
| 실린더 핀 | 2 |
| 어댑터 플레이트 | 1 |
| 푸시 암 튜브 | 1 |
| 핀 어셈블리 | 2 |
| 스레드 형성 나사 | 2 |
| 볼트(5/8 x 1-1/2 인치) | 2 |
| 와서(1.68 인치 외경 x 0.65 인치 내경) | 2 |
| 튜브 | 1 |
| 클레비스 핀 | 1 |
| 코터 핀 | 1 |
앞바퀴가 바닥에 닿도록 장비를 내립니다.
2핀 어셈블리로 어댑터 플레이트에 푸시 암 튜브를 고정하고 스레드 형성 나사 2개로 어댑터 플레이트에 핀 어셈블리를 고정합니다.
Note: 그림 12에 나오는 것처럼 구성품의 위치를 맞춥니다.
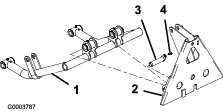
그림 13와 같이 각 푸시 암 튜브에 실린더 핀을 삽입합니다.
푸시 암 튜브를 우측 및 좌측 플라우 플레이트에 삽입한 다음 플라우 플레이트의 구멍과 실린더 핀 가이드를 정렬합니다(그림 13).
Note: 플라우 플레이트 주변에서 푸시 암 튜브를 얻을 수 없는 경우, 플라우 플레이트를 캐스터 포크에 고정하는 너트를 풉니다.
그림 13와 같이 볼트(5/8 x 1-1/2 인치) 및 와서(1.68 인치 외경 x 0.65 인치 내경)으로 각 플라우 플레이트에 각각의 실린더 핀을 장착합니다.
Note: 203 N·m의 토크로 볼트를 조입니다.
볼트(3/8 x 2 인치) 및 너트로 히치 프레임 브래킷에 히치 프레임 상단을 고정합니다(그림 14).
볼트(3/8 x 1-1/2 인치) 및 너트(그림 14)로 플라우 플레이트에 히치 프레임 튜브를 장착하고 패스너를 조입니다.
튜브, 클레비스 핀, 코터 핀으로 히치 프레임에 프레임 어댑터를 고정합니다(그림 15).
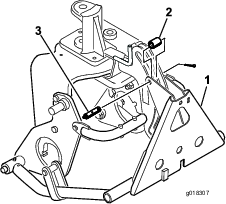
Important: 그림 16와 같이 기존 구멍이 가이드 상단을 경유하도록 하십시오.
이 절차를 수행하는 데 필요한 부품:
| O-링이 장착된 45° 유압 피팅 | 1 |
| 유압 실린더 | 1 |
| O-링이 장착된 90° 유압 피팅 | 1 |
| 소형 고정 링 | 1 |
| 핀 | 1 |
| 대형 고정 링 | 2 |
유압 실린더에 있는 상단 포트에 90° 피팅을 돌려서 끼웁니다. 그림 17와 같이 피팅의 위치를 맞춥니다.
Note: 설치하기 전에 O-링에 윤활유를 칠하고 피팅에 적절하게 배치하십시오.
Note: 유압 피팅이나 호스의 오염을 방지하기 위하여 설치할 때까지 피팅이나 호스에서 캡을 제거하지 마십시오.
유압 실린더에 있는 하단 포트에 45° 피팅을 돌려서 끼웁니다. 그림 17와 같이 피팅의 위치를 맞춥니다.
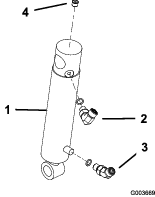
고정용 링으로 우측 플라우 플레이트의 핀에 유압 실린더 배럴 상단을 고정합니다(그림 18).
Note: 실린더 유압 포트를 앞쪽에 배치합니다.
핀과 고정용 링 2개로 푸시 암 스트랩에 실린더 로드를 장착합니다(그림 18).
이 절차를 수행하는 데 필요한 부품:
| 튜브 어셈블리 | 1 |
| 유압 호스(부품 번호 108-8449) | 1 |
| 유압 호스(부품 번호 108-8453) | 1 |
| 유압 호스(부품 번호 108-8454) | 1 |
| 와이어 호스 홀더 | 1 |
| 스레드 형성 나사(5/16 x 3/4 인치) | 2 |
| 플라스틱 케이블 타이 | 3 |
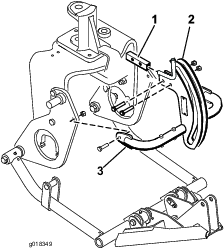
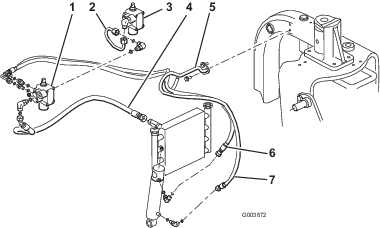
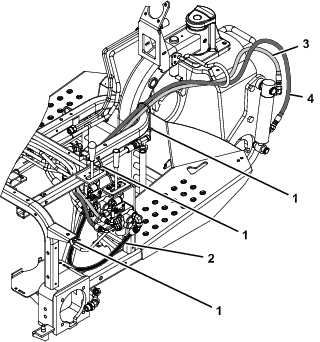
튜브 어셈블리(부품 번호 108-8447)를 새로운 밸브 좌측의 90° 피팅과 기존 리프트 밸브의 비어 있는 피팅에 연결합니다(그림 19).
유압 호스(부품 번호 108-8449)의 45° 피팅 단부를 밸브 우측의 90° 피팅에 연결하고 비어있는 오일 쿨러 피팅의 직선형 호스 단부를 연결합니다(그림 19). 호스 배선은 그림 20 및 그림 21를 참조하십시오.
나사(5/16 x 3/4 인치)로 좌측 프레임 튜브에 와이어 호스 홀더를 장착합니다. 그림 19을 참조하십시오.
유압 호스(부품 번호 108-8453)의 짧은 90° 피팅 단부를 밸브 후방의 상단 직선형 피팅에 연결합니다. 호스를 와이어 호스 홀더를 통해 배선하고 호스의 직선형 단부를 상단 유압 실린더 피팅에 연결합니다(그림 19). 호스 배선은 그림 20 및 그림 21를 참조하십시오.
유압 호스(부품 번호 108-8454)의 긴 90° 피팅 단부를 밸브 후방의 하단 직선형 피팅에 연결합니다. 호스를 와이어 호스 홀더를 통해 배선하고 호스의 직선형 단부를 하단 유압 실린더 피팅에 연결합니다(그림 19). 호스 배선은 그림 20 및 그림 21를 참조하십시오.
Important: 날카롭거나 뜨겁거나 움직이는 부품에서 멀리 떨어져 있도록 배선하십시오.
모든 패스너와 피팅을 조입니다.
케이블 타이를 이용하여 그림 20 및 그림 21와 같이 장비에 호스를 고정합니다.
이 절차를 수행하는 데 필요한 부품:
| 튜브 어셈블리 | 1 |
| 유압 호스(부품 번호 108-8449) | 1 |
| 유압 호스(부품 번호 108-8453) | 1 |
| 유압 호스(부품 번호 108-8454) | 1 |
| 와이어 호스 홀더 | 1 |
| 스레드 형성 나사(5/16 x 3/4 인치) | 2 |
| 플라스틱 케이블 타이 | 3 |
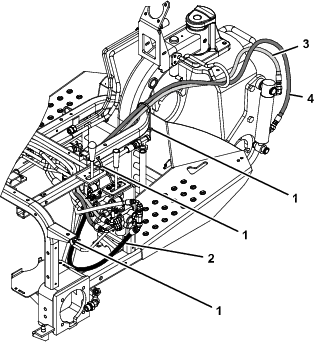
튜브 어셈블리(부품 번호 108-8447)를 새로운 밸브 좌측의 90° 피팅과 기존 리프트 밸브에 새롭게 설치된 90° 피팅에 연결합니다(그림 22).
유압 호스(부품 번호 108-8449)의 유압 호스 45° 단부와 T-피팅을 밸브 우측에 있는 T-피팅의 열린 측면에 연결하고 비어있는 오일 쿨러 피팅의 직선형 호스 단부를 연결합니다(그림 22). 호스 배선은 그림 23 및 그림 24를 참조하십시오.
나사(5/16 x 3/4 인치)로 좌측 프레임 튜브에 와이어 호스 홀더를 장착합니다. 그림 22을 참조하십시오.
유압 호스(부품 번호 108-8453)의 짧은 90° 피팅 단부를 밸브 후방의 상단 직선형 피팅에 연결합니다. 호스를 와이어 호스 홀더를 통해 배선하고 호스의 직선형 단부를 상단 유압 실린더 피팅에 연결합니다(그림 22). 호스 배선은 그림 23 및 그림 24를 참조하십시오.
유압 호스(부품 번호 108-8454)의 긴 90° 피팅 단부를 밸브 후방의 하단 직선형 피팅에 연결합니다. 호스를 와이어 호스 홀더를 통해 배선하고 호스의 직선형 단부를 하단 유압 실린더 피팅에 연결합니다(그림 22). 호스 배선은 그림 23 및 그림 24를 참조하십시오.
유압 호스(부품 번호 144-1367)를 새로운 리프트 밸브 우측에 있는 새롭게 설치된 T-피팅(부품 번호 340-94) 상단에 연결합니다.
Important: 날카롭거나 뜨겁거나 움직이는 부품에서 멀리 떨어져 있도록 배선하십시오.
모든 패스너와 피팅을 조입니다.
케이블 타이를 이용하여 그림 23 및 그림 24와 같이 장비에 호스를 고정합니다.
이 절차를 수행하는 데 필요한 부품:
| 레버 가이드 플레이트 | 1 |
| 플랜지 헤드 나사 | 2 |
| 와셔 | 2 |
| 제어판 데칼 | 1 |
| 제어판 | 1 |
| 노브 | 1 |
| 플라스틱 케이블 타이 | 3 |
리프트 레버 위로 레버 가이드 플레이트를 삽입한 다음 플랜지 헤드 나사 2개와 와셔로 프레임에 느슨하게 고정합니다(그림 25).
유압 오일 레벨을 점검하고 필요시 오일을 보충합니다.
압력에 의해 분출되는 유압 오일은 피부에 침투하여 부상을 입힐 수 있습니다.
유압유가 피부에 침투했을 경우 몇 시간 내에 이러한 유형의 부상 치료에 익숙한 의사가 수술을 하여 제거해야 합니다. 부상을 치료하지 않으면 괴저가 생길 수 있습니다.
고압의 유압 오일이 분출되는 핀 홀 구멍이나 노즐에서 손이나 신체를 멀리 하십시오.
유압 오일 누출 지점은 판지나 종이를 사용하여 찾으십시오.
유압 시스템에 어떤 작업이라도 수행하기 전에 유압 시스템의 모든 압력을 배출하십시오.
모든 유압 오일 호스 및 라인의 상태가 양호하고 모든 유압 연결부 및 피팅이 단단히 조여 있는지 확인한 후에 유압 시스템에 압력을 가하십시오.
트랙션 유닛 엔진을 시동하고 피팅 연결부를 점검합니다.
휠 측판, 중앙 측판 및 콘솔을 설치합니다.
Note: 이때 제어판을 설치하지 마십시오. 측판이 호스로 방해를 받지 않도록 하십시오. 필요에 따라 호스를 배선합니다. 1단계에서 사용된 측판 설치 절차를 반대로 수행하십시오.
뒷타이어를 설치하고 장비 후방 아래에 있는 블록을 제거합니다.
61~75 N·m의 토크로 러그 너트를 조입니다.
엔진을 가동하고 리프트 레버를 Float(플로팅) 위치에 놓은 상태에서 리프트 레버가 확장되고 손으로 집어넣을 수 있을 때까지 레버 가이드 플레이트를 밀어 넣습니다(그림 25).
리프트 레버 디텐트 플레이트의 마지막 조정 작업을 수행할 수 있도록 엔진은 작동 중이어야 합니다. 움직이는 부품이나 뜨거운 표면에 닿으면 사람이 다칠 수 있습니다.
커팅 블레이드, 회전 부품, 머플러 및 기타 뜨거운 표면에서 손, 발, 얼굴 및 기타 신체 부위를 멀리 하십시오.
리프트 레버 가이드 플레이트 장착 나사 두 개를 조여서 조정값을 고정합니다(그림 25).
오래된 제어판에서 아워 미터를 제거한 다음 새로운 제어판에 설치합니다.
새로운 제어판을 설치하고 아워 미터에 전선을 꼽습니다.
이전에 제거한 패스너로 제어판을 정위치에 고정합니다(그림 26).
리프트 레버 위에 노브를 설치합니다(그림 26).
전방 리프트 프레임에 그리스칠을 합니다. 리프트 프레임에 그리스 칠하기을 참조하십시오.
유압 오일 레벨을 점검하고 필요시 오일을 보충합니다.
이 절차를 수행하는 데 필요한 부품:
| 사용 설명서 | 1 |
문서를 읽습니다.
문서를 안전한 위치에 보관하십시오.
| 순 중량 | 38.5 kg |
Toro가 승인한 부속 장치와 액세서리를 사용하여 장비의 성능을 확장하거나 향상시킬 수 있습니다. 승인된 부속장치와 액세서리 전체 목록을 보려면 지정 서비스점이나 지정 판매 대리점에 연락하거나 www.Toro.com을 방문하십시오.
전방 리프트 프레임은 특정한 부속장치만 수용하도록 설계되었습니다. 후방 장착 부속장치를 전방 리프트 프레임에 설치하지 마십시오. 장비가 손상될 수 있습니다.
전방 리프트 프레임을 내리려면 리프트 레버를 앞으로 밉니다.
전방 리프트 프레임이 부유하도록 하려면 리프트 레버를 앞으로 민 다음 측면의 디텐트에 밀어 넣습니다.
전방 리프트 프레임을 올리려면 리프트 레버를 뒤로 밉니다.
작업자 제어 장치 및 안전 표시와 함께 장비 안전 운전을 잘 알아 두십시오.
손과 발이 움직이는 부품 및 뜨거운 표면에 닿지 않게 하십시오.
Note: 장비의 전기 도면이나 유압 도면을 구하려면, www.Toro.com을 방문하십시오.
전방 리프트 프레임에는 No. 2 리튬계 그리스로 정기적으로 윤활 처리해야 하는 그리스 피팅(그림 27)이 5개 있습니다. 정상적인 환경에서 장비를 운전할 경우에는 매 100시간 작동 후 모든 베어링과 부싱을 윤활 처리하십시오. 베어링과 부싱은 표시된 주기와 상관없이 매번 세척 후에 즉시 윤활 처리하십시오.