
 のついている遵守事項は必ずお守りください 「注意」、「警告」、および「危険」
の記号は、人身の安全に関わる注意事項を示しています。これらの注意を怠ると死亡事故などの重大な人身事故が発生する恐れがあります。
のついている遵守事項は必ずお守りください 「注意」、「警告」、および「危険」
の記号は、人身の安全に関わる注意事項を示しています。これらの注意を怠ると死亡事故などの重大な人身事故が発生する恐れがあります。


保守
Note: 前後左右は運転位置からみた方向です。
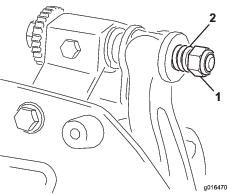
リール駆動シャフトのグリスポイントを点検する
| 整備間隔 | 整備手順 |
|---|---|
| 1年ごと |
|

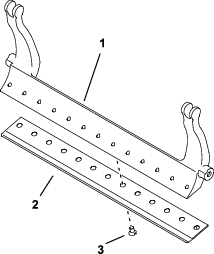
ベッドバーの整備
ベッドバーとベッドナイフは非常に繊細な機器です。適切なトレーニングを受講した整備士以外の人は、これらの整備を行わないでください。できれば、カッティングユニットの整備はディストリビュータに依頼してください。ベッドナイフの整備に関わる詳しい解説、特殊工具、図面などについては、サービスマニュアルを参照してください。ご自身でベッドバーの取り外しや組み付けを行う必要がある場合には、以下の説明およびベッドナイフの整備仕様を参考にしてください。
Important: ベッドナイフの整備は、必ず サービスマニュアル に記載されている説明に従って行ってください。ベッドナイフの研磨や取り付けが正しくないと、リール、ベッドバー、ベッドナイフ自身を損傷する可能性があります。
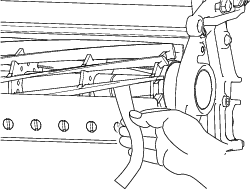
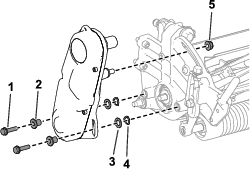
ベッドバーの取り外し
ベッドバーの取り付け
-
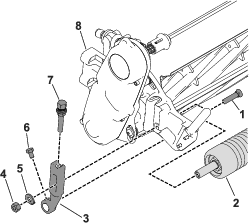
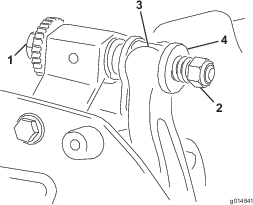
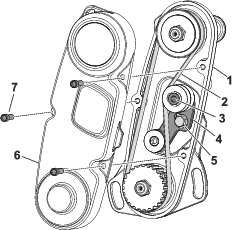
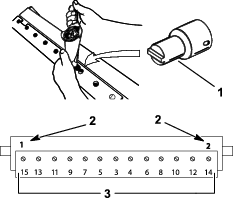
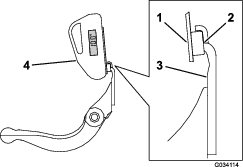
ワッシャとベッドバー調整ねじとの間にベッドバーの固定用「耳」を入れる(図 14)。
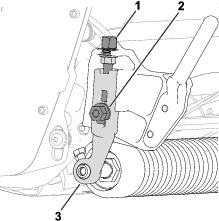
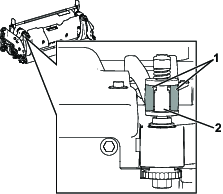
Important: 図 16に示すように、DPAアジャスターをベッドバーの耳の中央に配置する。DPAアジャスターがベッドバーの耳の中央以外に取り付けられている場合、下刃とリールの接触に悪影響を及ぼす可能性があります。
-
ベッドバーボルト(とボルトについているナット)とワッシャ3枚(全部で 6 枚)で、ベッド・バーを各サイドプレートに固定する。
-
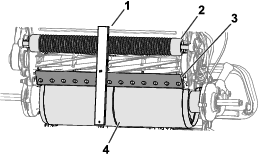
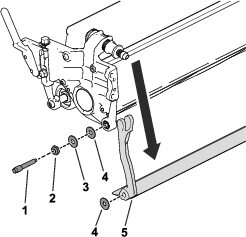
サイドプレートのボスの両側にナイロンワッシャを入れる。その外側からスチール製ワッシャを取り付ける(図 17)。
-
ベッドバーボルトを 27-36 N·m (27,7-36,9 kg.m = 240-320 inch-lb)にトルク締めする。
-
スチール製ワッシャの遊びが無くなるがワッシャをまだ手で回せる状態まで、左右のロックナットを締め付ける。内側のワッシャには遊びがあってよい。
Important: サイドプレートをゆがめる恐れがあるのでロックナットは締め付け過ぎないように注意してください。
-
スプリングがつぶれるまでテンションナットを締め、そこから半回転戻す(図 17)。
-
リールと下刃の調整を行う; リールと下刃の調整を行うを参照。
クリップレートの調整方法
クリップレートは以下の設定によって決まります。
-
リール速度:リールの回転速度を高または低に設定することができます。トラクションユニットのオペレーターズマニュアルを参照。
-
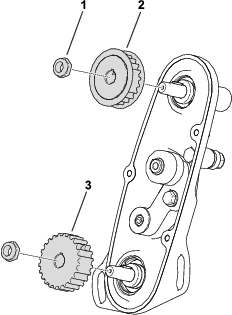
リール駆動プーリの位置:リール駆動プーリ(22 枚歯と 24 枚歯)の取り付け位置を 2 ヶ所から選択することができます。
Note: 出荷時のプーリの設定位置は低位置です。

プーリ位置の変更方法は以下の通りです:
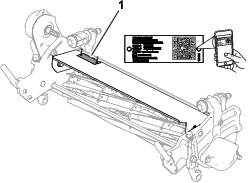
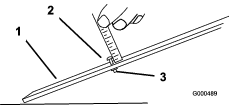
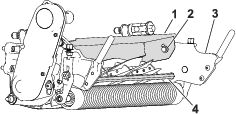
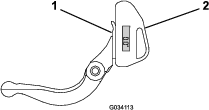
グラス・シールドを調整する
刈りかすがリールからスムーズに出るように、以下の手順で調整します。
Note: この調整はターフの状態変化に合わせて行ってください。芝面が非常に乾いている時にはシールドをリールに近づけます。逆に、芝がぬれている時にはシールドとリールの隙間を大きくします。シールドとリールが平行になっていることが重要です。研磨機でリールを研磨した時には、必ずこのバーの調整を行ってください。
-
シールド(図 21)をカッティングユニットに固定しているねじをゆるめる。
-
隙間ゲージを使ってリール上面とシールドとの間を 1.5 mm に調整し、ねじを締めてバーを固定する。
Important: リールの端から端まで、隙間の幅が一定となるように注意する。
Note: ターフの状態に合わせて隙間の大きさを調整する。
ベッドナイフの仕様
ベッドナイフの取り付け
-
ベッドバーの表面についている錆や汚れをきれいに落とし、ベッドバーの表面に薄くオイルを塗る。
-
ねじ穴をきれいに掃除する
-
ベッドナイフ固定ボルトに固着防止パウンドを塗ってベッドナイフをベッドバーに固定する。
-
外側の 2 本のねじを 1 N·m(1.15 kg.m=10 in-lb)にトルク締めする。
-
ベッドナイフの中央から交互に左右に、各ねじを 23-28 N・m(2.3-2.9 1 kg.m = 200-250 in-lb)にトルク締めする
-
ベッドナイフを研磨する。
ベッドナイフの研磨の仕様
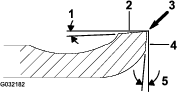
| ベッドナイフリーフ (上部) 角度 | 刈り高さと下刃の選択表 を参照のこと。 |
| 前面角度範囲 | 13° - 17° |
| フェアウェイベッドナイフのフロントアングル | 10° |
上面の研磨角度を点検する
ベッドナイフの研磨では、研磨角度が非常に重要です。
傾斜計(トロのパーツ番号 131-6828)と傾斜計マウント(トロのパーツ番号 131-6829)を使用して研磨機の設定角度を調べ、必要に応じて修正を行ってください。
リール仕様
リールを研磨するための準備
-
カッティングユニット各部に異常がないか点検し、不具合があれば修正する。
-
研磨機メーカーの指示に従ってカッティングユニット(リール)を以下の仕様を満たすように研磨する。
リール研磨の仕様 新しいリールの場合の直径 128.5 mm リールの使用限界 114.3 mm(4.50") ブレードのリリーフ角 30° ± 5° ブレードのランド幅範囲 0.8~1.2 mm リールテーパの許容限界 0.25 mm(0.010")
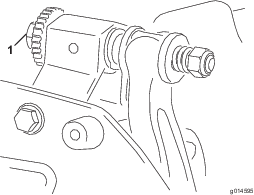
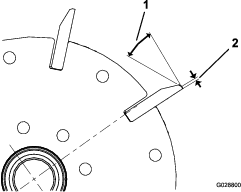
リールの2番取り(リリーフ研磨)
新品リールには、ランド部の幅が 1.3-1.5 mm あり、30 °の逃げ角(2番角、リリーフ角)を付けてあります。
ランド部の幅が 3 mm を超えたら以下の作業を行ってください:
-
ランド幅が0.8 mmになるまで、すべてのリールブレードに30°のリリーフグラインドを適用する。(図 27)。
-
円筒研磨を行って各刃先の軌道円の差を 0.025 mm 未満にしてください。
Note: これにより、ランド部の幅がわずかに大きくなります。
-
カッティングユニットの調整を行う;カッティングユニットの オペレーターズマニュアルを参照。
Note: リールやベッドナイフの鋭利な刃先を長持ちさせるには、リールやベッドナイフを新たに研磨して使い始めたときに、グリーンを 2 面刈り込むごとに刃合わせのチェックを行い、刃先にバリが出ていたら除去してください。バリは刃と刃の接触を大きくして摩耗を早めます。
カッティングユニットのバックラップ
カッティングユニットのバックラップを行うには、アクセスバックラップキット(モデル No. 04800)を使用します;キットの取り付け要領書を参照してください。これらのキットは弊社代理店でお求めになれます。