
 . Symbolen betyder Var försiktig,
Varning eller Fara – anvisning om personsäkerhet. Underlåtenhet
att följa anvisningarna kan leda till personskador eller innebära
livsfara.
. Symbolen betyder Var försiktig,
Varning eller Fara – anvisning om personsäkerhet. Underlåtenhet
att följa anvisningarna kan leda till personskador eller innebära
livsfara.

Underhåll
Note: Vänster och höger sida på maskinen är lika med förarens vänstra respektive högra sida vid normal körning.
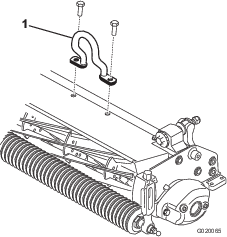
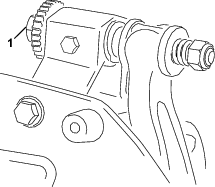
Stötta upp klippenheten
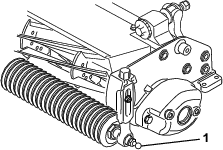
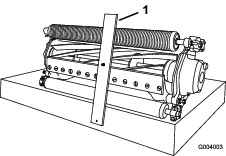
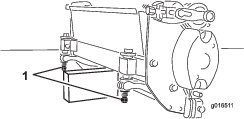
Om du behöver tippa klippenheten för att komma åt understålet eller cylindern ska du stötta upp klippenhetens bakre del så att muttrarna på den bakre delen av underknivsstångens justerskruvar inte vilar mot arbetsytan (Figur 16).
Serva underknivsstången
Låt endast en utbildad mekaniker serva underknivsstången och understålet för att förhindra skador på cylinder, underknivsstång och understål. Det bästa är att ta klippenheten till tillverkarens närmaste auktoriserade återförsäljare för service. I traktorenhetens servicehandbok finns fullständiga anvisningar, specialverktyg och tabeller för underknivsservice. Det finns anvisningar nedan om du själv skulle behöva ta bort eller sätta tillbaka underknivsstången, samt specifikationer för underknivsservice.
Important: Följ alltid underknivsprocedurerna som anges i servicehandboken när understålet servas. Om understålet monteras eller slipas på ett felaktigt sätt kan skador uppstå på cylindern, underknivsstången eller understålet.
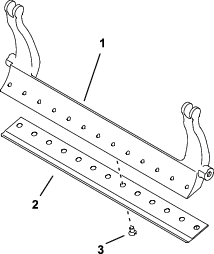
Ta bort underknivsstången
-
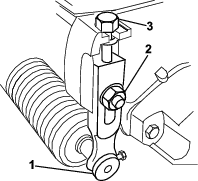
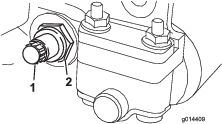
Vrid underknivsstångens justerskruv motsols, så att understålet förs bort från cylindern (Figur 17).
-
För fjäderspänningsmuttern bakåt tills brickan inte längre är spänd mot underknivsstången (Figur 17).
-
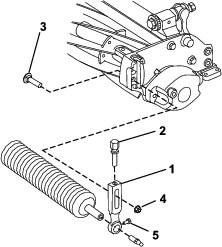
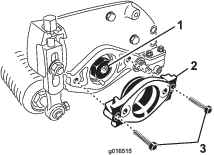
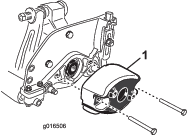
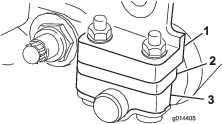
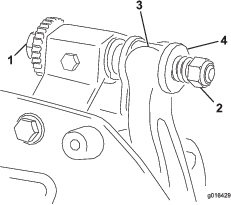
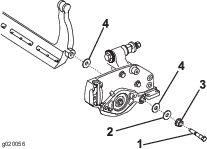
Lossa låsmuttern som fäster skruven till underknivsstången på vardera sidan av maskinen (Figur 18).
-
Ta bort alla underknivsstångens skruvar så att stången kan dras nedåt och avlägsnas från klippenheten (Figur 18).
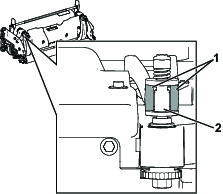
Ta hand om de två nylonbrickorna och stålbrickan på vardera ände av underknivsstången (Figur 19).
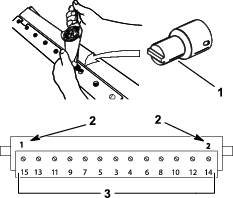
Montera underknivsstången
-
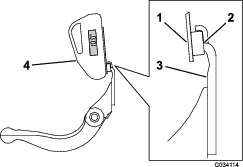
Montera underknivsstången genom att placera fästhandtagen mellan brickorna och underknivsstångens justerskruv (Figur 17).
Important: Centrera DPA-justeringsanordningen i underknivsstångens handtag enligt Figur 20.Kontakten mellan underkniv och cylinder kan påverkas negativt om DPA-justeringsanordningen fästs mot underknivsstångens handtag.
-
Fäst underknivsstången på vardera sidoplåt med tillhörande skruvar (muttrar på skruvar) och tre brickor (sex stycken totalt).
-
Sätt en nylonbricka på var sida om sidoplåtens nav. Placera en stålbricka på utsidan av varje nylonbricka (Figur 19).
-
Dra åt underknivsstångens skruvar till 27–36 Nm.
-
Dra åt låsmuttrarna tills spelet försvinner från stålbrickorna, men du fortfarande kan vrida dem för hand. Det kan finnas ett mellanrum vid brickorna på insidan.
Important: Dra inte åt låsmuttrarna för hårt, eftersom det får sidoplåtarna att böjas.
-
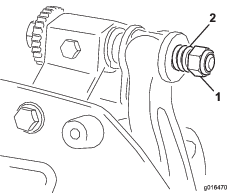
Dra åt fjäderspänningsmuttern tills fjädern pressas ihop, och vrid sedan ut den ett halvt varv (Figur 21).
-
Justera understålet mot cylindern, se Justera understålet mot cylindern.
Specifikationer för understålet
Montera understålet
-
Ta bort rosten, beläggningen och korrosionen från underknivsstångens yta och applicera ett tunt lager olja på underknivsstångens yta.
-
Rengör skruvgängorna.
-
Applicera Never-Seez-massa på skruvarna och montera understålet på underknivsstången.
-
Dra åt de två yttre skruvarna till 1 Nm.
-
Utgå från understålets mitt och dra åt skruvarna till 23–28 Nm.
-
Slipa understålet.
Specifikationer för att slipa understålet
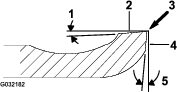
| (Övre) ställvinkel för underkniv | Se Tabell över klipphöjd och val av underkniv. |
| Framvinkelsområde | 13° till 17° |
| Främre vinkel för fairwayunderkniv | 10° |
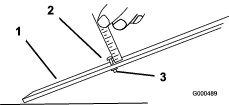
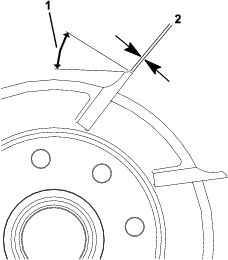
Kontrollera den övre fräsvinkeln
Vinkeln som du använder för att fräsa understålen är mycket viktig.
Använd vinkelindikatorn (Toro-artikelnr 131-6828) och vinkelindikatorfästet (Toro-artikelnr 131-6829) för att kontrollera vinkeln som slipmaskinen skapar. Åtgärda vid felaktigt resultat.
-
Placera vinkelindikator på understålets undersida enligt Figur 25.
-
Tryck på knappen Alt Zero på vinkelindikatorn.
-
Placera vinkelindikatorfästet på understålets egg så att magnetkanten passas in med understålets egg (Figur 26).
Note: Den digitala displayen ska under detta steg vara synlig från samma sida som i steg 1.
-
Placera vinkelindikatorn på fästet enligt Figur 26.
Note: Detta är den vinkel som slipmaskinen skapar, och den ska ligga inom två grader från den rekommenderade övre fräsvinkeln.
Cylinderspecifikationer
Förbereda cylindern för slipning
-
Se till att klippenhetens alla komponenter är i gott skick, och åtgärda eventuella problem innan slipningen.
-
Följ cylindervässartillverkarens instruktioner för att slipa klippcylindern enligt följande specifikationer.
Specifikationer för att slipa cylindern Ny cylinderdiameter 128,5 mm Servicegräns för cylinderdiametern 114,3 mm Knivens ställvinkel 30° ± 5° Knivens landbredd, omkrets 0,8 till 1,2 mm Servicegräns för cylinderdiameterns avsmalning 0,25 mm
Slipa cylinderns avbackning
Den nya cylindern har en anliggningsyta på 0,8–1,2 mm och en ställvinkel på 30°.
Gör följande när anliggningsytan blir över 3 mm bred:
-
Slipa en ställvinkel på 30° på alla cylinderknivar tills landbredden är 0,8 mm (Figur 27).
-
Rundslipa cylindern för att uppnå en precisionsminskning för cylindern på < 0,025 mm.
Note: Detta gör att landbredden ökar något.
-
Justera klippenheten. Se bruksanvisningen till klippenheten.
Note: För att cylindereggen och understålet ska vara vassa längre ska du – efter att ha slipat cylindern och/eller understålet – kontrollera kontakten mellan cylindern och understålet igen när du har klippt två greener eftersom alla grader (”skägg”) tas bort. Metallspån kan leda till att ett felaktigt spel bildas mellan cylindern och understålet och därmed få dem att slitas ut snabbare.
Slipa klippenheten
Fara
Vidröring av cylindrar eller andra rörliga delar kan orsaka personskador.
Håll fingrar, händer och kläder på avstånd från cylindrarna och andra rörliga delar.
-
Håll dig på avstånd från cylindern under slipning.
-
En borste med kort skaft får aldrig användas vid slipning. Borstar med långt skaft finns tillgängliga hos din lokala auktoriserade Toro-återförsäljare.
-
Ställ maskinen på en ren och plan yta, sänk ner klippenheterna, stäng av motorn, dra åt parkeringsbromsen och ta ut nyckeln ur tändningslåset.
-
Ta bort cylindermotorerna från klippenheterna och koppla ur och ta bort klippenheterna från lyftarmarna.
-
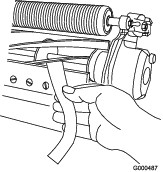
Anslut slipmaskinen till klippenheten genom att föra in en fyrkantsprofil på 9,5 mm i den räfflade kopplingen på klippenhetens ände.
Note: Ytterligare anvisningar och procedurer för slipning finns i traktorenhetens bruksanvisning och i Toros bruksanvisning för slipning av cylinder- och rotorklippare, formulär nr 80-300PT.
Note: Dra en fil över understålets framsida och cylindern när slipningen har avslutats så blir skäreggen bättre. Det avlägsnar eventuella grader (”skägg”) eller ojämna kanter som kan uppstå på skäreggen.