
 , cụ thể là Thận
trọng, Cảnh báo hoặc Nguy hiểm — hướng dẫn an toàn
cá nhân. Việc không tuân thủ hướng dẫn này
có thể dẫn đến thương tích cá nhân
hoặc tử vong.
, cụ thể là Thận
trọng, Cảnh báo hoặc Nguy hiểm — hướng dẫn an toàn
cá nhân. Việc không tuân thủ hướng dẫn này
có thể dẫn đến thương tích cá nhân
hoặc tử vong.


Bảo trì
Hỗ trợ Dao xoắn
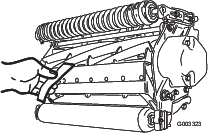
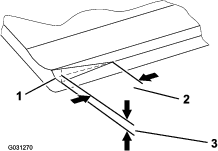
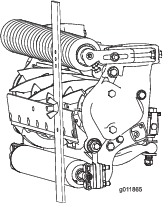
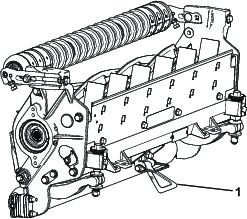
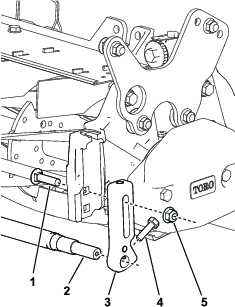
Bất cứ khi nào cần lật dao xoắn để lộ dao bụng/guồng xoắn, hãy chống đỡ phía sau của dao xoắn lên bằng chân chống (được cung cấp cùng với bộ kéo) để đảm bảo các đai ốc ở đầu sau của vít căn chỉnh thanh dưới không dựa trên bề mặt làm việc (Hình 25).
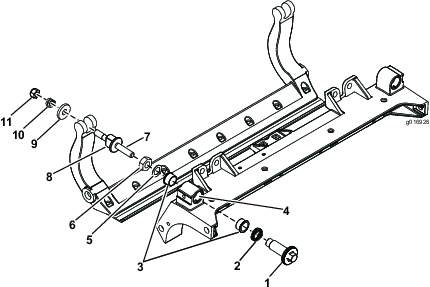
Bôi trơn các Dao Xoắn
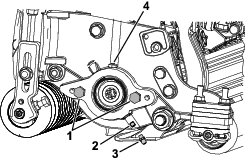
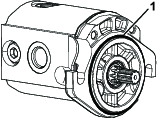
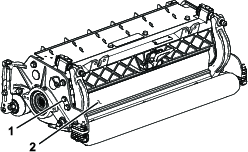
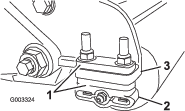
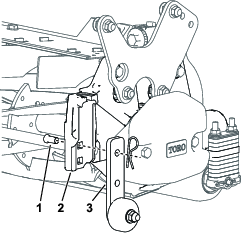
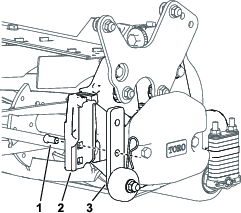
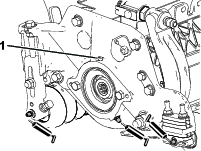
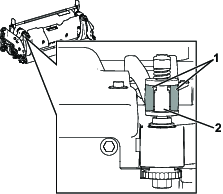
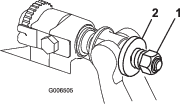
Thường xuyên bôi trơn 5 núm tra mỡ của mỗi dao xoắn (Hình 26) bằng mỡ lithium số 2.
Có 2 điểm bôi trơn trên roller phía trước, 2 điểm trên roller phía sau và 1 điểm ở rãnh then mô-tơ guồng xoắn.
Note: Mẫu 03192 không có roller phía trước; chỉ có 2 điểm bôi trơn trên roller phía sau và 1 điểm ở rãnh then mô-tơ guồng xoắn.
Important: Bôi trơn các dao xoắn ngay sau quá trình rửa giúp lọc sạch nước ra khỏi vòng bi và tăng thời hạn sử dụng vòng bi.
-
Lau sạch từng núm tra mỡ bằng giẻ sạch.
-
Bôi mỡ cho đến khi mỡ sạch chảy ra khỏi phớt dầu của roller và van xả vòng bi.
-
Lau sạch mọi dầu mỡ thừa.
Thông số kỹ thuật của Guồng xoắn
Mài hớt lưng Guồng xoắn
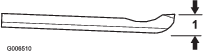
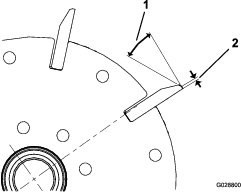
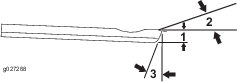
Guồng xoắn mới có bề rộng tiếp xúc từ 1,3 đến 1,5 mm và bộ phận mài hớt lưng 30°.
Khi bề rộng tiếp xúc của đất lớn hơn 3 mm, hãy thực hiện như sau:
-
Áp dụng mài hớt lưng 30° trên tất cả các lưỡi cắt của guồng xoắn cho đến khi bề rộng tiếp xúc với đất rộng 1,3 mm (Hình 27).
-
Mài quanh trụ tròn đối với guồng xoắn để đạt được độ chạy lệch tâm của guồng xoắn < 0,025 mm.
Note: Điều này làm cho bề rộng tiếp xúc của đất tăng lên một chút.
Note: Để kéo dài thời hạn sử dụng độ sắc bén của mép guồng xoắn và dao bụng - sau khi mài guồng xoắn và/hoặc dao bụng - hãy kiểm tra lại tiếp xúc của guồng xoắn với dao bụng sau khi cắt 2 đường fairway, vì mọi đường gờ sẽ bị loại bỏ, điều này có thể tạo ra khoảng sáng không phù hợp từ guồng xoắn đến dao bụng, do đó làm tăng tốc độ mài mòn.
-
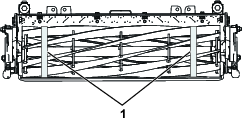
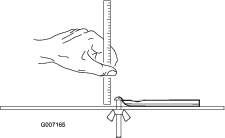
Dùng thước dây đo đường kính để đo đường kính ngoài của guồng xoắn ở cả hai đầu (Hình 28); chênh lệch về đường kính ngoài giữa các đầu phải nhỏ hơn 0,010 inch. Nếu chênh lệch lớn hơn, hãy mài để điều chỉnh chênh lệch.
Note: Dây đo đường kính ngoài có sẵn từ nhà phân phối Toro được ủy quyền của bạn.
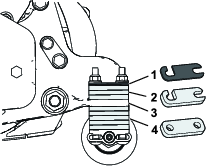
Lắp Cụm Trục Trước để Mài Guồng xoắn
Important: Bạn phải đặt hàng các bộ phận sau để dao xoắn có thể khớp vào máy mài guồng xoắn:
| Số lượng | Bộ phận | Số Bộ phận |
| 2 | Khung HOC phía trước | 125-2796 |
| 2 | Bu lông đầu dù cổ vuông (⅜ x 1½ inch) | 3231-4 |
| 2 | Êcu hãm (⅜ inch) | 104-8301 |
| 2 | Bu lông đầu lục giác (5/16 x 1⅛ inch) | 322-16 |
| 1 | Trục roller trước | 117-0957 |
-
Tháo các cụm roller nhà xưởng (nếu được trang bị); tham khảo Điều chỉnh các cụm con lăn nhà xưởng (chỉ dành cho model 03192).
-
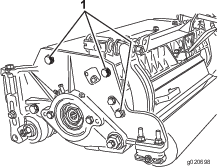
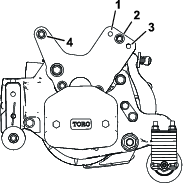
Sử dụng bu lông đầu dù cổ vuông và êcu hãm để lắp khung HoC phía trước vào lỗ trên cùng của tấm bên (Hình 29).
Important: Đảm bảo khung HOC được lắp bằng bu lông đầu dù cổ vuông ở trên cùng của rãnh, sao cho khung HOC càng thấp càng tốt.
-
Lắp trục vào mặt dưới cùng của khung HOC bằng 2 bu lông đầu lục giác.
-
Đảm bảo trục đã song song với dao xoắn; nếu không, hãy nới lỏng bu lông đầu dù cổ vuông ở phía thấp và siết chặt lại khi trục đã song song.
Bảo dưỡng Dao bụng
Giới hạn bảo dưỡng dao bụng được liệt kê trong biểu đồ sau.
Important: Vận hành dao xoắn cùng với con dao bụng thấp hơn giới hạn bảo dưỡng có thể dẫn đến bề mặt cần cắt xấu đi sau khi cắt và làm giảm tính toàn vẹn cấu trúc của dao bụng do tác động.
| Biểu đồ Giới hạn Bảo dưỡng Dao bụng (Dao bụng Sản xuất) | ||||
| Dao bụng | Số Bộ phận | Độ cao Lưỡi cắt Dao bụng | Giới hạn Bảo dưỡng* | Góc Mài Trên cùng/Phía trước |
| HOC thấp | 147-1248 (27 inch) | 5,6 mm | 4,8 mm | 10/5° |
| 147-1252 (32 inch) | ||||
| EdgeMax® | 137-6095 (27 inch) | 6,9 mm | 4,8 mm | 10/5° |
| Tiêu chuẩn | 147-1249 (Mẫu 03189/90, 27 inch) | 6,9 mm | 4,8 mm | 10/5° |
| 147-1253 (Mẫu 03191, 32 inch) | ||||
| Cỡ Lớn | 147-1250 (Mẫu 03192, 27 inch) | 9,3 mm | 4,8 mm | 10/5° |
| 147-1254 (32 inch) | ||||
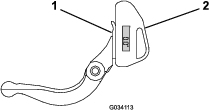
Note: Tất cả các phép đo giới hạn bảo dưỡng dao bụng đều liên quan đến mặt dưới cùng của dao bụng (Hình 31)
Kiểm tra Góc Mài Trên cùng
Góc mà bạn sử dụng để mài dao bụng của mình rất quan trọng.
Sử dụng bộ chỉ báo góc (Số Bộ phận Toro 131-6828) và giá gắn bộ chỉ báo góc (Số Bộ phận Toro 131-6829) để kiểm tra góc mà máy mài của bạn tạo ra, sau đó chỉnh sửa bất kỳ chi tiết không chính xác nào của máy mài.
-
Đặt bộ chỉ báo góc ở mặt dưới cùng của dao bụng như được minh họa trong Hình 32.
-
Nhấn nút Alt 0 trên bộ chỉ báo góc.
-
Đặt giá gắn bộ chỉ báo góc lên mép của dao bụng sao cho mép của nam châm tiếp xúc với mép của dao bụng (Hình 33).
Note: Màn hình kỹ thuật số phải được nhìn thấy từ cùng một phía trong bước này giống như ở bước 1.
-
Đặt bộ chỉ báo góc trên giá gắn như được minh họa trong Hình 33.
Note: Đây là góc mà máy mài của bạn tạo ra, và phải nằm trong khoảng 2° so với góc mài trên cùng được khuyến nghị.
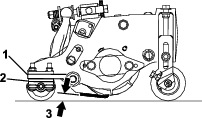
Bảo dưỡng Thanh dưới
Tháo Thanh dưới
-
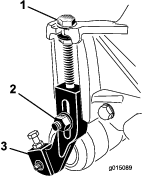
Xoay vít điều chỉnh thanh dưới ngược chiều kim đồng hồ để lùi dao bụng ra khỏi guồng xoắn (Hình 34).
-
Rút đai ốc căng lò xo ra, cho đến khi vòng đệm không còn căng so với thanh dưới (Hình 34).
-
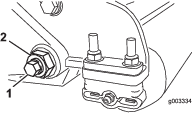
Trên mỗi mặt bên của máy, nới lỏng êcu hãm đang siết chặt bu lông của thanh dưới (Hình 35).
-
Tháo từng bu lông của thanh dưới, cho phép thanh dưới được kéo xuống và tháo ra khỏi dao xoắn (Hình 35).
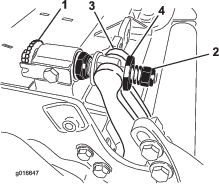
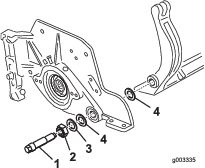
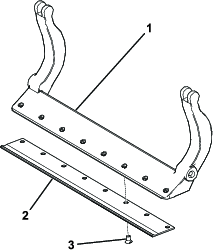
Cần 2 vòng đệm bằng nylon và 1 vòng đệm bằng thép trên mỗi đầu của thanh dưới (Hình 36).
Lắp Thanh dưới
-
Lắp thanh dưới, định vị các tai gắn giữa vòng đệm và vít điều chỉnh thanh dưới.
Important: Căn giữa bộ điều chỉnh DPA vào tai thanh dưới như được minh họa trong Hình 37.Nếu bộ điều chỉnh DPA được lắp vào tai thanh dưới, điều này có thể ảnh hưởng tiêu cực đến tiếp xúc giữa dao bụng và guồng xoắn.
-
Siết chặt thanh dưới vào mỗi tấm bên bằng các bu lông của thanh dưới (đai ốc trên bu lông) và 3 vòng đệm (tổng cộng 6 cái).
-
Đặt một vòng đệm bằng nylon trên mỗi bên của vấu lồi tấm bên. Đặt một vòng đệm bằng thép bên ngoài mỗi vòng đệm bằng nylon (Hình 36).
-
Xoay mô-men xoắn của bu lông thanh dưới từ 37 đến 45 N∙m.
-
Từ từ siết chặt êcu hãm thanh dưới cho đến khi vòng đệm bằng thép ngoài chỉ xoay bằng tay.
Important: Đừng siết quá chặt các êcu hãm, nếu không, chúng sẽ làm lệch tấm bên.
Note: Vòng đệm bằng nylon giữa thanh dưới và tấm trượt sẽ có khoảng trống nhỏ.
-
Siết chặt đai ốc căng lò xo cho đến khi lò xo bị nén, sau đó lùi lại 1/2 vòng (Hình 38).
Thông số kỹ thuật của Dao bụng
Lắp đặt Dao bụng
-
Loại bỏ rỉ, cáu cặn và ăn mòn khỏi bề mặt thanh dưới và bôi một lớp dầu mỏng lên bề mặt thanh dưới.
-
Làm sạch các ren vít.
-
Bôi hợp chất chống kẹt vào các vít và lắp dao bụng vào thanh dưới.
-
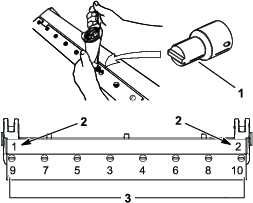
Xoay mô-men xoắn của 2 vít ngoài đến 1 N∙m; tham khảo Hình 40.
-
Làm việc từ tâm của dao bụng, tạo mô-men xoắn của vít đến 23 đến 28 N∙m (200 đến 250 in-lb); tham khảo Hình 40.
-
Mài dao bụng.
Bảo dưỡng Vít căn chỉnh Điểm Kép HD (DPA)
-
Tháo tất cả các bộ phận (tham khảo Hướng dẫn Lắp đặt Bộ HD DPA và Hình 41).
-
Bôi hợp chất chống kẹt vào bên trong khu vực ống lót trên khung trung tâm của dao xoắn (Hình 41).
-
Căn chỉnh các khóa trên ống lót mặt bích theo các khe trong khung và lắp ống lót (Hình 41).
-
Lắp vòng đệm lượn sóng vào trục vít căn chỉnh và trượt trục vít căn chỉnh vào ống lót mặt bích trong khung của dao xoắn (Hình 41).
-
Siết chặt trục vít điều chỉnh bằng vòng đệm phẳng và êcu hãm (Hình 41).
-
Xoay mô-men xoắn của êcu hãm từ 20 đến 27 N∙m.
Note: Trục vít căn chỉnh thanh dưới có ren bên trái.
-
Bôi hợp chất chống kẹt vào các ren của vít căn chỉnh thanh dưới khớp vào trục vít căn chỉnh.
-
Vặn theo đường ren cho vít căn chỉnh thanh dưới vào trục vít căn chỉnh.
-
Lắp đặt lỏng vòng đệm cứng, lò xo và đai ốc căng lò xo lên trên vít căn chỉnh.
-
Lắp đặt thanh dưới, định vị các tai gắn giữa vòng đệm và vít căn chỉnh thanh dưới.
-
Siết chặt thanh dưới vào mỗi tấm bên bằng các bu lông của thanh dưới (đai ốc trên bu lông) và 6 vòng đệm.
Note: Đặt một vòng đệm bằng nylon trên mỗi bên của vấu lồi tấm bên.
-
Đặt một vòng đệm bằng thép bên ngoài mỗi vòng đệm bằng nylon (Hình 41).
-
Xoay mô-men xoắn của bu lông thanh dưới từ 37 đến 45 N∙m.
-
Siết chặt các êcu hãm cho đến khi vòng đệm bằng thép bên ngoài ngừng xoay và không còn bị dịch chuyển phần đầu nhưng không siết quá chặt hoặc làm lệch các tấm bên.
Note: Vòng đệm ở mặt trong có thể có khe hở (Hình 41).
-
Siết chặt đai ốc trên mỗi cụm vít căn chỉnh thanh dưới cho đến khi lò xo nén được nén hoàn toàn, sau đó nới lỏng đai ốc 1/2 vòng (Hình 41).
-
Lặp lại quy trình này cho đầu bên kia của dao xoắn.
-
Cân chỉnh dao bụng theo guồng xoắn; tham khảo Cân chỉnh Dao bụng theo Guồng xoắn.
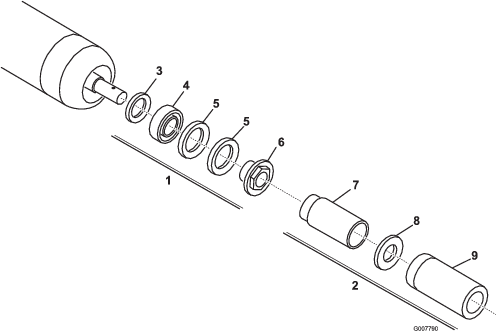
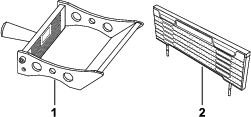
Bảo dưỡng Roller
Bộ Sửa chữa Roller (Số Bộ phận 114-5430) và Bộ Dụng cụ Sửa chữa Roller (Số Bộ phận 115-0803) (Hình 42) đều có sẵn để bảo dưỡng roller. Bộ Sửa chữa Roller bao gồm tất cả các vòng bi, đai ốc vòng bi, phớt dầu trong và phớt dầu ngoài để dựng lại roller. Bộ Dụng cụ Sửa chữa Roller bao gồm tất cả các dụng cụ và hướng dẫn lắp đặt cần thiết để dựng lại roller bằng bộ sửa chữa roller. Tham khảo danh mục bộ phận của bạn hoặc liên hệ với nhà phân phối Toro được ủy quyền của bạn để được hỗ trợ.