
 che riporta l’indicazione di Attenzione,
Avvertenza o Pericolo – norme di sicurezza personali. Il mancato
rispetto di queste istruzioni può provocare infortuni o la
morte.
che riporta l’indicazione di Attenzione,
Avvertenza o Pericolo – norme di sicurezza personali. Il mancato
rispetto di queste istruzioni può provocare infortuni o la
morte.

Manutenzione
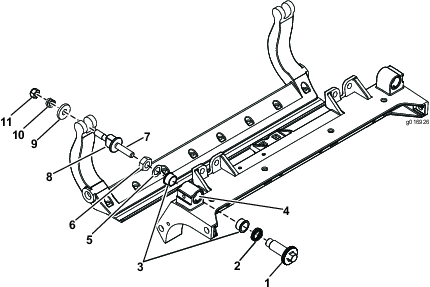
Supporto dell'apparato di taglio
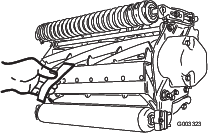
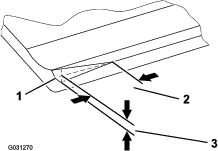
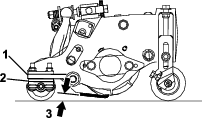
Quando occorre inclinare l’elemento di taglio per accedere alla controlama o al cilindro, sostenete la parte posteriore dell’elemento con il cavalletto (in dotazione con il trattore) in modo che i dadi sul retro delle viti di regolazione della barra di appoggio non poggino sul piano di lavoro (Figura 25).
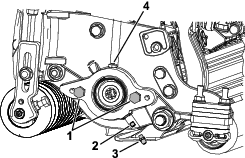
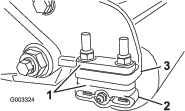
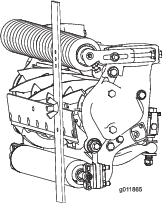
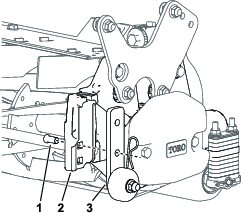
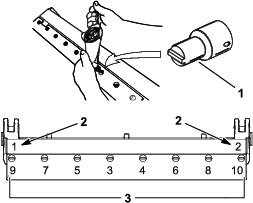
Lubrificazione degli apparati di taglio
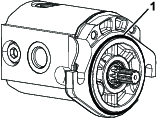
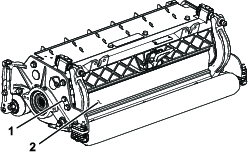
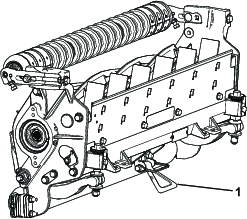
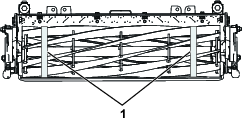
Lubrificate i 5 raccordi d'ingrassaggio su ogni apparato di taglio (Figura 26) utilizzando grasso al litio n. 2.
Sono presenti 2 punti di lubrificazione sul rullo anteriore, 2 sul rullo posteriore e 1 sulla scanalatura del motore dei cilindri.
Note: Il modello 03192 non ha un rullo frontale; sono presenti solo 2 punti di lubrificazione sul rullo posteriore e 1 sulla scanalatura del motore dei cilindri.
Important: La lubrificazione degli apparati di taglio subito dopo il lavaggio contribuisce ad eliminare l’acqua dai cuscinetti e ad aumentarne la vita utile.
-
Con uno straccio pulito passare ciascun raccordo di ingrassaggio.
-
Applicate il grasso fino a quando non esce grasso pulito dalle guarnizioni dei rulli e dalla valvola di sfogo dei cuscinetti.
-
Eliminate il grasso in eccesso con uno straccio.
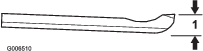
Specifiche del cilindro
Rettifica del cilindro
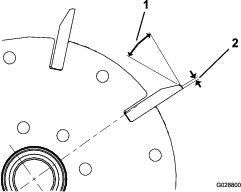
Il nuovo cilindro ha una larghezza a terra di 1,3–1,5 mm e una rettifica di 30°.
Quando la larghezza a terra supera i 3 mm, effettuate quanto segue:
-
Applicate una rettifica di scarico di 30° su tutte le lame del cilindro in modo da ottenere una larghezza a terra di 1,3 mm (Figura 27).
-
Molate per rotazione il cilindro per ottenere una sporgenza dei cilindri di <0,025 mm.
Note: Ciò fa sì che la larghezza a terra aumenti leggermente.
Note: Per mantenere affilato più a lungo il bordo del cilindro e della controlama – dopo la molatura del cilindro e/o della controlama – ricontrollate il contatto tra cilindro e controlama dopo il taglio di 2 fairway, in quanto si rimuoverà qualsiasi bavatura che possa causare un gioco inadatto tra cilindro e controlama e quindi accelerare l'usura.
-
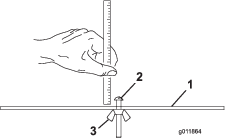
Con un nastro per la misurazione del diametro, misurate il diametro esterno del cilindro a entrambe le estremità (Figura 28); la differenza del diametro esterno tra le estremità dovrà essere inferiore a 0,250 mm. Se la differenza è maggiore, eseguire la molatura per correggere la differenze.
Note: Il nastro di misurazione del diametro esterno è disponibile presso il distributore autorizzato Toro.
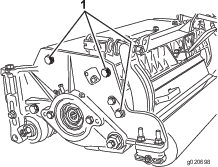
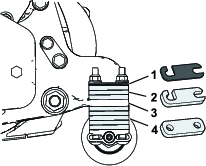
Montaggio del gruppo dell'albero anteriore per la molatura del cilindro
Important: Ordinate le parti seguenti per poter montare l'apparato di taglio su una macchina per la molatura del cilindro:
| Qtà | Parte | N. cat. |
| 2 | Staffe dell'altezza di taglio frontali | 125-2796 |
| 2 | Bulloni a testa tonda (⅜" x 1½") | 3231-4 |
| 2 | Dado di bloccaggio (⅜") | 104-8301 |
| 2 | Bulloni a testa esagonale (5/16" x 1⅛") | 322-16 |
| 1 | Albero del rullo anteriore | 117-0957 |
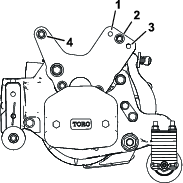
-
Rimuovete i gruppi delle rotelle da officina (se in dotazione); fate riferimento a Regolazione dei gruppi delle rotelle da officina (solo modello 03192)..
-
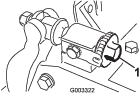
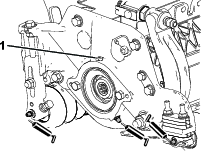
Utilizzando i bulloni a testa tonda e i dadi di fissaggio, montate le staffe dell'altezza di taglio frontali sul foro superiore della piastra laterale (Figura 29).
Important: Assicuratevi che la staffa dell'altezza di taglio sia montata con il bullone a testa tonda sulla parte superiore della scanalatura, in modo che la staffa dell'altezza di taglio si trovi il più in basso possibile.
-
Montate l'albero sulla base delle staffe dell'altezza di taglio utilizzando i 2 bulloni a testa esagonale.
-
Assicuratevi che l'albero sia parallelo rispetto all'apparato di taglio; in caso contrario, allentate il bullone a testa tonda sul lato inferiore e serratelo di nuovo una volta che l'albero è parallelo.
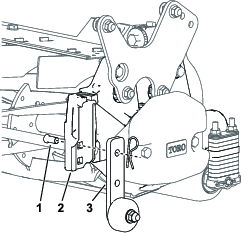
Manutenzione della controlama
I limiti di servizio della controlama sono elencati nella tabella riportata di seguito.
Important: L’uso dell’apparato di taglio con la controlama al di sotto del limite di servizio può comportare un aspetto dopo il taglio di scarsa qualità e ridurre l’integrità strutturale della controlama in caso di urti.
| Tabella del limite di esercizio della controlama (controlama produzione) | ||||
| Controlama | N. cat. | Altezza tagliente controlama | Limite di servizio* | Angoli di molatura superiori/anteriori |
| Altezza di taglio ridotta | 147-1248 (69 cm) | 5,6 mm | 4,8 mm | 10/5° |
| 147-1252 (81 cm) | ||||
| EdgeMax® | 137-6095 (69 cm) | 6,9 mm | 4,8 mm | 10/5° |
| Standard | 147-1249 (modello 03189/90, 69 cm) | 6,9 mm | 4,8 mm | 10/5° |
| 147-1253 (modello 03191, 81 cm) | ||||
| Servizio pesante | 147-1250 (modello 03192, 81 cm) | 9,3 mm | 4,8 mm | 10/5° |
| 147-1254 (81 cm) | ||||
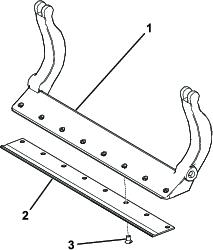
Note: Tutte le misure relative al limite di assistenza della controlama vengono prese dall’estremità inferiore della controlama (Figura 31).
Verifica dell'angolo di affilatura superiore
L'angolo che utilizzate per affilare le vostre controlame è molto importante.
Utilizzate il goniometro (n. cat. Toro 131-6828) e il relativo supporto (n. cat. Toro 131-6829) per verificare l'angolo prodotto dalla vostra mola e poi rettificatelo in caso di eventuali imprecisioni.
-
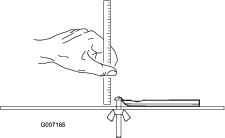
Posizionate il goniometro sul lato inferiore della controlama, come illustrato nella Figura 32.
-
Premete il pulsante Alt Zero sul goniometro.
-
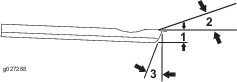
Posizionate il supporto del goniometro sul bordo della controlama, in modo che il bordo del magnete corrisponda a quello della controlama (Figura 33).
Note: Durante questa fase il display digitale deve essere visibile dallo stesso lato della fase 1.
-
Posizionate il goniometro sul supporto, come illustrato nella Figura 33.
Note: Questo è l'angolo prodotto dalla vostra mola e non dovrebbe superare di oltre 2° l'angolo di affilatura superiore raccomandato.
Manutenzione della barra di appoggio
Rimozione della barra di appoggio
-
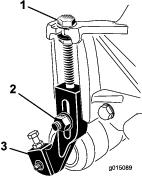
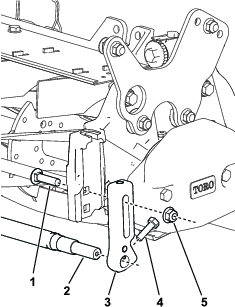
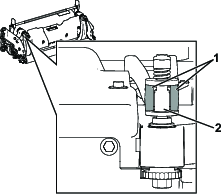
Ruotate le viti di regolazione della barra di appoggio in senso antiorario per allontanare la controlama dal cilindro (Figura 34).
-
Allentate il dado di tensione della molla finché la rondella non sarà più in tensione contro la barra di appoggio (Figura 34).
-
Su ciascun lato della macchina, allentate il dado di bloccaggio che fissa il bullone della barra di appoggio (Figura 35).
-
Togliete ciascun bullone della barra di appoggio consentendo alla barra di appoggio di essere tirata verso il basso e rimossa dall'apparato di taglio (Figura 35).
Considerate 2 rondelle in nylon e 1 rondella in acciaio su ciascun lato della barra di appoggio (Figura 36).
Montaggio della barra di appoggio
-
Montate la barra di appoggio, posizionando gli attacchi di montaggio tra la rondella e la vite di regolazione della barra di appoggio.
Important: Centrate i regolatori DPA tra gli attacchi della barra di appoggio come illustrato nella Figura 37.Se i regolatori DPA vengono montati a contatto con gli attacchi della barra di appoggio, ciò potrebbe influenzare negativamente il contatto tra la controlama e il rullo.
-
Fissate la barra di appoggio su ciascuna piastra laterale mediante gli appositi bulloni (dadi sui bulloni) e 3 rondelle (6 in tutto).
-
Collocate una rondella in nylon su ciascun lato della flangia di estremità della piastra laterale. Posizionate una rondella in acciaio all’esterno di ciascuna rondella in nylon (Figura 36).
-
Serrate i bulloni della barra di appoggio a un valore compreso tra 37 e 45 N∙m.
-
Serrate lentamente a mano i dadi di bloccaggio della barra di appoggio fino al contatto con le rondelle in acciaio esterne.
Important: Non serrate eccessivamente i dadi di bloccaggio o devierete le piastre laterali.
Note: La rondella in nylon tra la barra di appoggio e la piastra laterale presenterà un piccolo spazio.
-
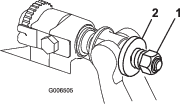
Serrate il dado di tensione della molla finché la molla non si schiaccia, quindi allentate di 1/2 giro (Figura 38).
Specifiche della controlama
Montaggio della controlama
-
Eliminate ruggine, incrostazioni e corrosione dalla superficie della barra di appoggio e applicate un sottile strato d'olio sulla superficie della barra di appoggio.
-
Pulite i filetti delle viti.
-
Applicate un composto antigrippaggio sulle viti e montate la controlama sulla barra di appoggio.
-
Serrate le 2 viti esterne a 1 N∙m; fate riferimento alla Figura 40.
-
Partendo dal centro della controlama, serrate le viti a 23–28 N∙m; fate riferimento alla Figura 40.
-
Molate la controlama.
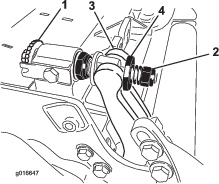
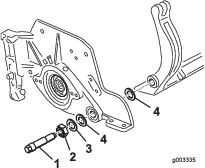
Revisione dei regolatori a due punti HD (DPA).
-
Rimuovete tutti i componenti (fate riferimento alle Istruzioni per l'installazione del kit DPA HD e a Figura 41).
-
Applicate del lubrificante antigrippaggio all'interno dell'elemento in cui vanno montate le boccole, sul telaio centrale dell'apparato di taglio (Figura 41).
-
Allineate le chiavette sulle boccole flangiate alle scanalature sul telaio e montate le boccole (Figura 41).
-
Montate una rondella ondulata sull'albero del dispositivo di regolazione e inserite l'albero all'interno delle boccole flangiate sul telaio dell'apparato di taglio (Figura 41).
-
Fissate l'albero del dispositivo di regolazione con una rondella piana e un dado di bloccaggio (Figura 41).
-
Serrate il dado di bloccaggio a un valore compreso tra 20 e 27 N∙m.
Note: L'albero del dispositivo di regolazione della barra di appoggio è sinistrorso.
-
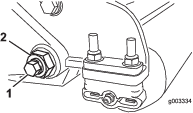
Applicate un composto antigrippaggio sui filetti della vite del dispositivo di regolazione della barra di appoggio che si innesta nell'albero del dispositivo di regolazione.
-
Avvitate la vite del dispositivo di regolazione della barra di appoggio nell'albero.
-
Montate, senza serrare, la rondella rinforzata, la molla e il dado di tensione della molla sulla vite del dispositivo di regolazione.
-
Montate la barra di appoggio, posizionando gli attacchi di montaggio tra la rondella e il regolatore della barra di appoggio.
-
Fissate la barra di appoggio su ciascuna piastra laterale mediante gli appositi bulloni (dadi sui bulloni) e 6 rondelle.
Note: Collocate una rondella in nylon su ciascun lato della flangia di estremità della piastra laterale.
-
Posizionate una rondella in acciaio all’esterno di ciascuna rondella in nylon (Figura 41).
-
Serrate i bulloni della barra di appoggio a un valore compreso tra 37 e 45 N∙m.
-
Serrate i dadi di bloccaggio finché la rondella in acciaio esterna non cesserà di ruotare e il gioco di estremità verrà eliminato, ma non serrate eccessivamente o non deviate le piastre laterali.
Note: Le rondelle all’interno possono avere del gioco (Figura 41).
-
Serrate il dado su ciascun gruppo di regolazione della barra di appoggio fino a comprimere completamente la molla di compressione, quindi allentate il dado di 1/2 giro (Figura 41).
-
Ripetete questa operazione sull'altra estremità dell'apparato di taglio.
-
Regolate la controlama rispetto al cilindro; fate riferimento a Regolazione della controlama rispetto al cilindro.
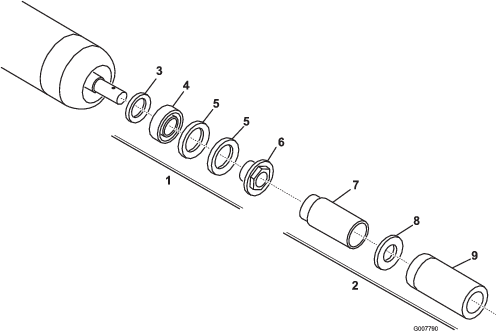
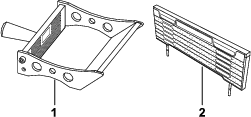
Manutenzione del rullo
Per la manutenzione del rullo sono disponibili un Kit di ricostruzione rullo (n. cat. 114-5430) e un Kit utensili per ricostruzione rullo (n. cat. 115-0803) (Figura 42). Il Kit di ricostruzione rullo include tutti i cuscinetti, i dadi dei cuscinetti, le guarnizioni interne ed esterne necessari per ricostruire un rullo. Il Kit utensili per ricostruzione rullo include tutti gli utensili e le istruzioni d’installazione necessari per ricostruire un rullo con il kit di ricostruzione rullo. Consultate il catalogo ricambi o il vostro distributore Toro autorizzato per ricevere assistenza.