
 . Symbolen betyder Var försiktig,
Varning eller Fara – anvisning om personsäkerhet. Underlåtenhet
att följa anvisningarna kan leda till personskador eller innebära
livsfara.
. Symbolen betyder Var försiktig,
Varning eller Fara – anvisning om personsäkerhet. Underlåtenhet
att följa anvisningarna kan leda till personskador eller innebära
livsfara.

Underhåll
Stötta upp klippenheten
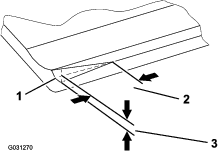
Om klippenheten behöver tippas så att understålet/cylindern exponeras stöttar du upp klippenhetens bakre ände med stödet (medföljer traktorenheten) för att säkerställa att muttrarna på den bakre änden av understålets justerskruvar inte vilar mot arbetsytan (Figur 21).
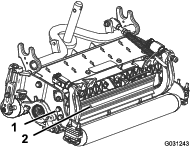
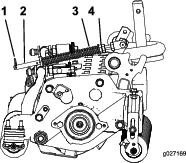
Smörja klippenheterna
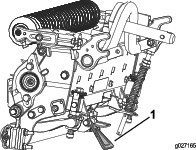
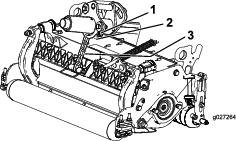
Smörj regelbundet de fem smörjnipplarna på varje klippenhet (Figur 22) med fett nr 2 på litiumbas.
Det finns två smörjpunkter på den främre rullen, två på den bakre rullen samt en på cylindermotorns spårning.
Note: Om du smörjer klippenheterna omedelbart efter tvätt, töms vattnet ur lagren vilket ökar deras livslängd.
-
Torka av alla smörjnipplar med en ren trasa.
-
Påför fett tills det rinner ut rent fett ur rullens tätningar och lagrets övertrycksventil.
-
Torka bort eventuellt överflödigt fett.
Specifikationer för underkniv
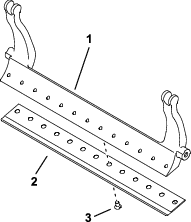
Serva understålet
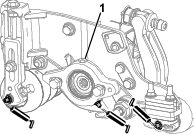
Ta bort underknivsstången/underknivsmonteringen
-
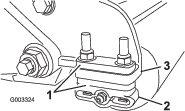
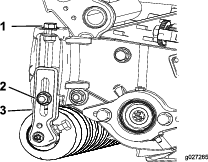
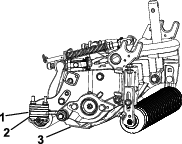
Vrid underknivsstångens justerskruvar moturs så att understålet förs bort från cylindern (Figur 23).
-
För fjäderspänningsmuttern bakåt tills brickan inte längre är spänd mot underknivsstången (Figur 23).
-
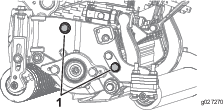
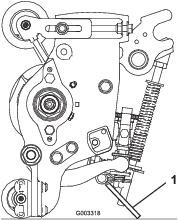
Lossa låsmuttern som fäster skruven till underknivsstången på vardera sidan av maskinen (Figur 24).
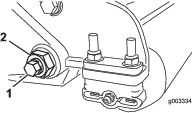
-
Ta bort alla underknivsstångens skruvar så att stången kan dras nedåt och avlägsnas från klippenheten (Figur 24).
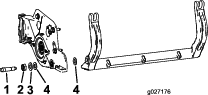
Beräkna två nylonbrickor och en stålbricka på vardera änden av underknivsstången (Figur 25).
-
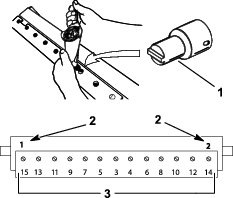
Ta bort underkniven från underknivsstången genom att ta bort alla skruvar som håller fast den. Använd en hylsnyckel med gängstål för underkniv (art.nr. TOR510880).
Note: Du kan använda en mekanisk eller pneumatisk mutterdragare för att lossa på underknivens skruvar.
Note: Kassera underkniven och skruvarna.
Montera den nya underkniven
-
Välj en ny underkniv enligt Tabell över klipphöjd och val av underkniv.
-
Ta bort rosten, beläggningen och korrosionen från underknivsstångens yta och applicera ett tunt lager olja på underknivsstångens yta.
Important: Ta inte bort gjutmaterial från underknivsstången. Underknivsstången är konkav i mitten till sin utformning. Slipa inte.
-
Rengör gängorna i underknivsstången.
-
Applicera monteringssmörjmedel på de nya underknivsskruvarna och montera underkniven på underknivsstången.
Important: Använd endast nya underknivsskruvar.
Note: Antalet skruvar varierar beroende på underknivsstång.
-
Dra åt de två yttre skruvarna till 1 Nm.
-
Utgå från underknivens mitt och dra åt skruvarna till ett moment på 29,8 +/- 1 Nm.
Important: Dra inte åt underknivens skruvar med en mekanisk eller pneumatisk mutterdragare.
-
Slipa den nya underkniven. Se Tabell med servicegränser för understålet.
Tabell med servicegränser för understålet
Servicegränserna som gäller för understålet anges i nedanstående tabell.
Important: Om klippenheten används när understålet är under servicegränsen kan klippytans utseende påverkas negativt och understålets förmåga att stå emot stötar minskas.
| Tabell med servicegränser för understålet | ||||
| Understål | Artikelnr | Understålets läpphöjd | Servicegräns* | FräsvinklarÖvre/främre vinklar |
| Tournament (tillval) | 147-1256 (46 cm)147-1257 (56 cm) | 4,3 mm | 3,4 mm | 5/5 grader |
| Låg klipphöjd (modell 03489) | 121-3167 (46 cm)147-1244 (56 cm) | 5,6 mm | 4,8 mm | 10/5 grader |
| EdgeMax® låg klipphöjd (modell 03485)(modell 03487) | 137-6090 (46 cm)137-6093 (56 cm) | 5,6 mm | 4,8 mm | 10/5 grader |
| Extra låg klipphöjd (tillval) | 147-1243 (56 cm) | 5,6 mm | 4,8 mm | 10/10 grader |
| Utökade EdgeMax® låg klipphöjd (tillval) | 119-4280 (56 cm) | 5,6 mm | 4,8 mm | 10/10 grader |
| EdgeMax® (modell 03484)(Modell 03486) | 137-6091 (46 cm)137-6094 (56 cm) | 6,9 mm | 4,8 mm | 10/5 grader |
| Standard (tillval) | 147-1241 (46 cm)147-1245 (56 cm) | 6,9 mm | 4,8 mm | 10/5 grader |
| Tung drift (tillval) | 147-1246 (56 cm) | 9,3 mm | 4,8 mm | 10/5 grader |
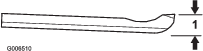
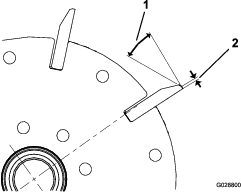
Rekommenderade övre och främre fräsvinklar för understålet (Figur 28)
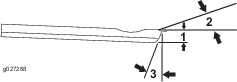
Note: Alla servicegränsmått för understålet hänvisar till understålets nedre del (Figur 29)
Kontrollera den övre fräsvinkeln
Vinkeln som du använder för att fräsa understålen är mycket viktig.
Använd vinkelindikatorn (Toro-artikelnr 131-6828) och vinkelindikatorfästet (Toro-artikelnr 131-6829) för att kontrollera vinkeln som slipmaskinen skapar. Åtgärda vid felaktigt resultat.
-
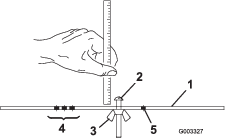
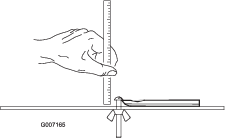
Placera vinkelindikator på understålets undersida enligt Figur 30.
-
Tryck på knappen Alt Zero på vinkelindikatorn.
-
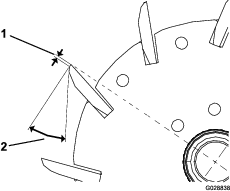
Placera vinkelindikatorfästet på understålets egg så att magnetkanten passas in med understålets egg (Figur 31).
Note: Den digitala displayen ska under detta steg vara synlig från samma sida som i steg 1.
-
Placera vinkelindikatorn på fästet enligt Figur 31.
Note: Detta är den vinkel som slipmaskinen skapar, och den ska ligga inom två grader från den rekommenderade övre fräsvinkeln.
Montera underknivsstången/underknivsmonteringen
-
Montera underknivsstången/underknivsmonteringen genom att placera fästhandtagen mellan brickan och underknivsstångens justerskruv.
Important: Centrera DPA-justeringsanordningen i underknivsstångens handtag enligt Figur 32.Kontakten mellan underkniv och cylinder kan påverkas negativt om DPA-justeringsanordningen fästs mot underknivsstångens handtag.
-
Fäst underknivsstången på vardera sidoplåt med tillhörande skruvar (muttrar på skruvar) och tre brickor (sex stycken totalt).
-
Sätt en nylonbricka på var sida om sidoplåtens nav. Placera en stålbricka på utsidan av varje nylonbricka (Figur 25).
-
Dra åt skruvarna för underknivsstången till 37–45 N·m.
-
Dra långsamt åt underknivsstångens låsmuttrar tills de yttre stålbrickorna precis kan roteras för hand.
Important: Dra inte åt låsmuttrarna för hårt, eftersom det får sidoplåtarna att böjas.
Note: Nylonbrickan mellan underknivsstången och sidoplåten kommer att ha ett litet mellanrum.
-
Dra åt fjäderspänningsmuttern tills fjädern pressas ihop och vrid sedan ut den ett halvt varv (Figur 33).
Cylinderspecifikationer
Slipa cylinderns ställvinkel
Den nya cylindern har en landbredd på 1,3–1,5 mm och en ställvinkel på 30°.
Gör följande när landbredden blir över 3 mm bred:
-
Slipa en ställvinkel på 30° på alla cylinderknivar tills anliggningsytans bredd är 1,3 mm (Figur 34 och Figur 35).
-
Rundslipa cylindern för att uppnå en precisionsminskning för cylindern på < 0,025 mm.
Note: Detta gör att landbredden ökar något.
Note: För att cylinderkanten och understålet ska vara vassa längre ska du – efter att ha slipat cylindern och/eller understålet – kontrollera kontakten mellan cylindern och understålet igen när du har klippt två fairways eftersom alla grader (”skägg”) tas bort, vilket kan skapa felaktigt spel mellan cylindern och understålet och därmed få dem att slitas ut snabbare.
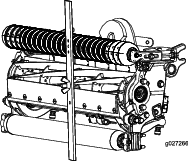
-
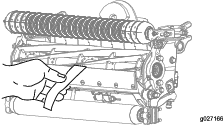
Med hjälp av måttbandet för diametermätning mäter du cylinderns yttre diameter i båda ändarna (Figur 36). Skillnaden i yttre diameter mellan ändarna ska vara mindre än 0,250 mm (0,010 tum). Om skillnaden är större ska du slipa för att korrigera skillnaden.
Note: Måttband för mätning av den yttre diametern finns hos en auktoriserad Toro-återförsäljare.
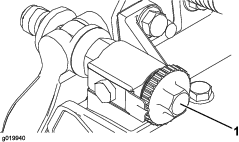
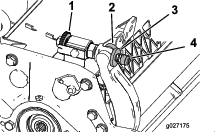
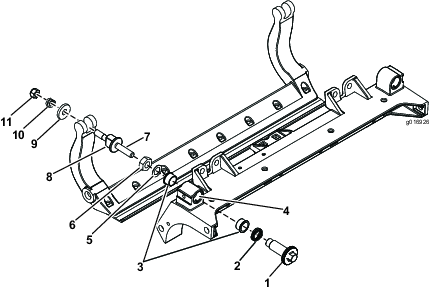
Serva klippenhetsdelar med dubbelpunktsjustering (DPA)
-
Ta bort alla delar (se monteringsanvisningarna för HD DPA-satsen och Figur 37).
-
Applicera monteringssmörjmedel på insidan av bussningsområdet på klippenhetens mittram (Figur 37).
-
Rikta in nycklarna på flänsbussningarna mot skårorna på ramen och montera bussningarna (Figur 37).
-
Montera en vågbricka på justeringsaxeln och skjut in justeringsaxeln i flänsbussningarna på klippenhetens ram (Figur 37).
-
Fäst justeringsaxeln med en planbricka och låsmutter (Figur 37).
-
Dra åt låsmuttern till 20–27 N·m.
Note: Underknivsstångens justeringsaxel är vänstergängad.
-
Applicera monteringssmörjmedel på gängorna på underknivstångens justerskruv som passar i justeringsaxeln.
-
Gänga fast underknivsstångens justerskruv i justeringsaxeln.
-
Montera den härdade brickan, fjädern och fjäderspänningsmuttern löst på justerskruven.
-
Montera underknivsstången genom att placera fästhandtagen mellan brickan och underknivsstångens justerare.
-
Fäst underknivsstången på vardera sidoplåten med tillhörande skruvar (muttrar på skruvar) och de sex brickorna.
Note: Sätt en nylonbricka på var sida om sidoplåtens nav.
-
Placera en stålbricka på utsidan av varje nylonbricka (Figur 37).
-
Dra åt skruvarna för underknivsstången till 37–45 N·m.
-
Dra åt låsmuttrarna tills den yttre stålbrickan slutar rotera och spelet försvinner, men dra inte åt för hårt och böj inte sidoplåtarna.
Note: Det kan finnas ett mellanrum vid brickorna på insidan (Figur 37).
-
Dra åt muttern på varje justeringsanordning för underknivsstången tills kompressionsfjädern är helt hoptryckt och lossa sedan muttern ett halvt varv (Figur 37).
-
Upprepa proceduren på klippenhetens andra sida.
-
Justera understålet mot cylindern, se Justera understålet mot cylindern.
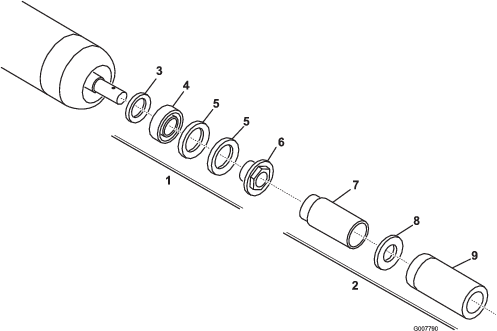
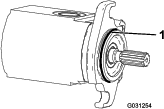
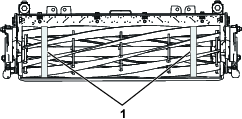
Serva rullen
Ombyggnadssatsen till rulle (artikelnr 114-5430) och verktygssatsen för ombyggnad av rulle (artikelnr 115-0803) (Figur 38) finns tillgängliga för service av rullen. Ombyggnadssatsen till rullen innehåller alla lager, lagermuttrar samt inre och yttre tätningar som krävs för att bygga om en rulle. Verktygssatsen för ombyggnad av rulle omfattar alla verktyg och monteringsanvisningar som krävs för att bygga om en rulle med ombyggnadssatsen. Titta i reservdelskatalogen eller kontakta en auktoriserad Toro-återförsäljare om du behöver hjälp.