
 ) et la mention Prudence,
Attention ou Danger. Le non respect de ces instructions peut entraîner
des blessures graves ou mortelles.
) et la mention Prudence,
Attention ou Danger. Le non respect de ces instructions peut entraîner
des blessures graves ou mortelles.


Entretien
Note: Les côtés gauche et droit de la machine sont déterminés d'après la position d'utilisation normale.
Contrôle du point de graissage de l'arbre d'entraînement du cylindre
| Périodicité d'entretien | Procédure d'entretien |
|---|---|
| Une fois par an |
|
-
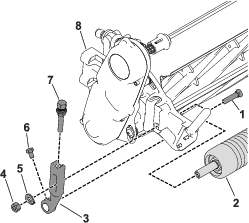
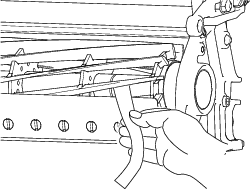
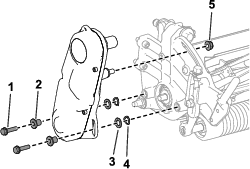
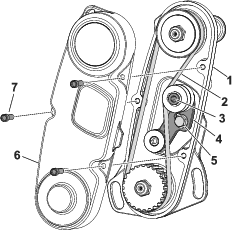
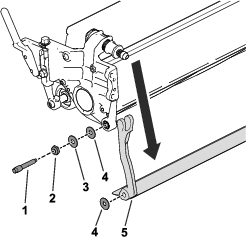
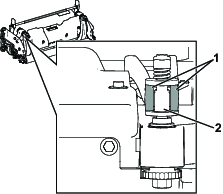
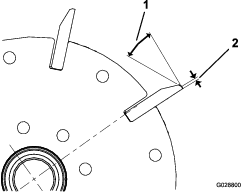
Retirez les fixations qui maintiennent le système d'entraînement du cylindre sur la plaque latérale (Figure 12).
-
Déposez l'entraînement du cylindre, les rondelles plates, les rondelles élastiques et les entretoises de la plaque latérale (Figure 12).
-
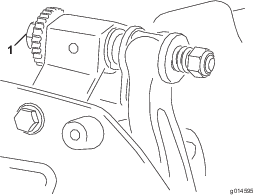
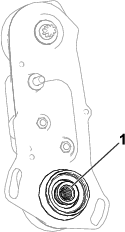
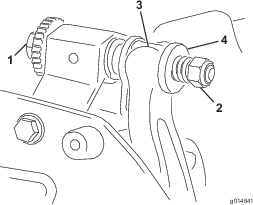
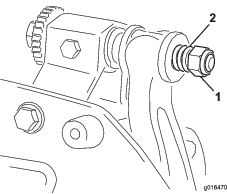
Assurez-vous qu'il reste de la graisse dans l'arbre d'entraînement du cylindre (Figure 13).
S'il ne reste pas assez de graisse, ajoutez-en sur l'arbre à cannelures mâles et femelles.
-
Fixez le système d'entraînement du cylindre à la plaque latérale à l'aide des vis à tête creuse, des rondelles et des entretoises retirées précédemment.
-
Montez l'unité de coupe sur le groupe de déplacement ; voir le Manuel de l'utilisateur du groupe de déplacement.
Réglage de la tension de la courroie d'entraînement du cylindre
| Périodicité d'entretien | Procédure d'entretien |
|---|---|
| Une fois par an |
|
-
Déposez le couvercle du boîtier d'entraînement du cylindre en retirant les 3 vis qui le maintiennent en place.
-
Desserrez le boulon du bras de la poulie de tension et faites pivoter le bras pour détendre la courroie.
-
Avec une clé dynamométrique à balancier, appliquez une force de 6 à 7 N∙m sur la vis interne du bras de la poulie de tension supérieure (Figure 14).
-
Serrez le boulon du bras de poulie de tension pour fixer le bras en place.
-
Reposez le couvercle à l'aide des 3 vis correspondantes.
Réglage de la vitesse de coupe
La vitesse de coupe est déterminée à l'aide des réglages suivants :
-
Vitesse du cylindre : la vitesse du cylindre peut être réglée à basse ou haute ; voir le Manuel de l'utilisateur du groupe de déplacement.
-
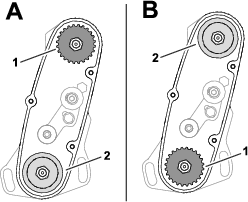
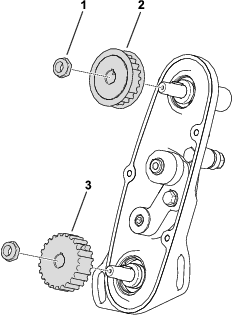
Position de la poulie d'entraînement du cylindre : les poulies d'entraînement du cylindre (22 et 24 dents) ont 2 positions de réglage :
Note: La poulie est réglée à la position BASSE à l'usine.
Pour régler la position des poulies, effectuez les opérations suivantes :
-
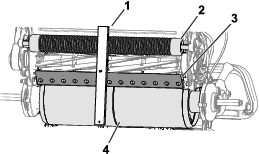
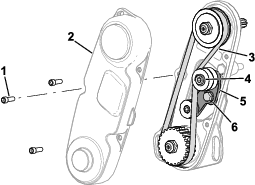
Déposez le protège-courroie pour exposer la courroie (Figure 16).
-
Desserrez le boulon du bras de la poulie de tension et faites pivoter le bras (Figure 16) pour détendre la courroie.
-
Déposez la courroie (Figure 16).
-
Desserrez l'écrou sur chaque poulie, déposez les poulies et utilisez les écrous pour fixer les poulies dans la configuration voulue.
-
Serrez les écrous des poulies à un couple de 37 à 45 N·m.
-
Installez la courroie et tendez-la en exerçant un couple de 6 à 7 N·m dans l'alésage hexagonal du bras de la poulie de tension, comme montré à la Figure 16.
-
Serrez le boulon du bras de la poulie de tension et reposez le protège-courroie.
Réglage du déflecteur d'herbe
Réglez le déflecteur d'herbe de sorte que l'herbe coupée soit éjectée proprement de la zone du cylindre, comme suit :
Note: Vous pouvez régler le déflecteur pour tenir compte des différents types de gazon et de leur état. Rapprochez le déflecteur du cylindre lorsque l'herbe est très sèche. Au contraire, si l'herbe est humide, éloignez le déflecteur du cylindre. Le déflecteur doit être parallèle au cylindre pour obtenir des résultats optimaux. Réglez le déflecteur chaque fois que vous aiguisez le cylindre sur une meule.
-
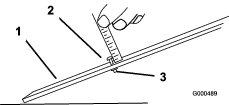
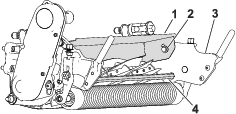
Desserrez les vis qui fixent le déflecteur d'herbe (Figure 18) à l'unité de coupe.
-
Insérez une jauge d'épaisseur de 1,5 mm entre le haut du cylindre et le déflecteur, et serrez les vis.
Important: Vérifiez que le déflecteur et le cylindre sont équidistants sur toute la longueur du cylindre.
Note: Ajustez l'écart en fonction de l'état de la pelouse.
Spécifications de la contre-lame
Entretien de la contre-lame
Seuls les mécaniciens dûment formés sont habilités à effectuer l'entretien de la barre d'appui et de la contre-lame ; cela évite d'endommager le cylindre, la barre d'appui ou la contre-lame. L'idéal est de porter l'unité de coupe chez un distributeur Toro agréé pour l'entretien. Reportez-vous au Manuel d'entretien de votre groupe de déplacement pour des instructions complètes, pour connaître les outils spéciaux et pour obtenir les schémas d'entretien de la contre-lame. Si jamais il s'avère nécessaire de déposer ou d'assembler vous-même la barre d'appui, vous trouverez ci-après des instructions ainsi que les spécifications d'entretien de la contre-lame.
Important: Suivez toujours les procédures décrites dans le Manuel d'entretien lorsque vous faites l'entretien de la contre-lame. Le cylindre, la barre d'appui et la contre-lame peuvent être endommagés si la contre-lame n'est pas montée et meulée correctement.
Dépose de l'ensemble barre d'appui/contre-lame
-
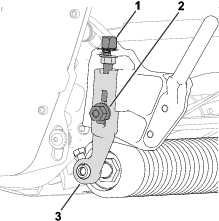
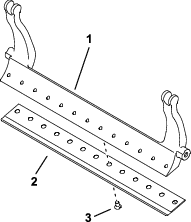
Tournez les vis de réglage de la barre d'appui dans le sens antihoraire pour éloigner la contre-lame du cylindre (Figure 19).
-
Faites sortir l'écrou de tension du ressort jusqu'à ce que la rondelle ne soit plus tendue contre la barre d'appui (Figure 19).
-
De chaque côté de la machine, desserrez le contre-écrou indiqué à la Figure 20.
-
Retirez chaque boulon de la barre d'appui afin de pouvoir abaisser la barre et la déposer de l'unité de coupe (Figure 20).
Mettez de côté les 2 rondelles en acier et 1 rondelle en plastique à chaque extrémité de la barre d'appui (Figure 20).
-
Déposez la contre-lame de la barre d'appui en retirant les vis qui la maintiennent en place. Utilisez une clé à douille avec l'outil de vissage de contre-lame (réf. TOR510880).
Note: Vous pouvez utiliser une clé à chocs mécanique ou pneumatique pour desserrer les vis de la contre-lame.
Note: Mettez au rebut la contre-lame et les vis.
Montage de la nouvelle contre-lame
-
Sélectionnez une contre-lame de rechange en vous reportant à Tableaux de sélection des hauteurs de coupe et des contre-lames.
-
Éliminez toute trace de rouille, tartre et corrosion à la surface de la barre d'appui et appliquez une fine couche d'huile dessus.
Important: Ne retirez pas de matériau de coulage sur la barre d'appui. La barre-d'appui est concave en son centre de par sa conception ; be la meulez pas.
-
Nettoyez le filetage dans la barre d'appui.
-
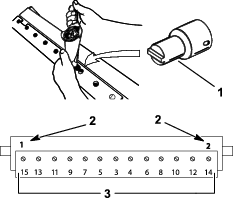
Appliquez du produit antigrippant sur les vis de la nouvelle contre-lame et montez la contre-lame sur la barre d'appui.
Important: Utilisez uniquement des vis de la contre-lame neuves.
Note: Le nombre de vis peut varier selon la barre d'appui.
-
Serrez les 2 vis à extérieures à 1 N·m.
-
En partant du centre de la contre-lame, serrez les vis à 25,9 à +/- 1,4 N·m.
Important: Ne serrez pas les vis de la contre-lame à l'aide d'une clé à chocs mécanique ou pneumatique.
-
Meulez la nouvelle contre-lame ; voir Spécifications de meulage de la contre-lame.
Spécifications de meulage de la contre-lame
| Angle de dépouille de la contre-lame (haut) | Voir Tableaux de sélection des hauteurs de coupe et des contre-lames. |
| Plage d'angle avant | 13° à 17° |
| Angle de dépouille avant de la contre-lame Fairway | 10° |
Contrôle de l’angle de meulage supérieur
L'angle utilisé pour rectifier les contre-lames est très important.
Utilisez l'indicateur d'angle (réf. Toro 131-6828) et le support d'indicateur d'angle (réf. Toro 131-6829) pour contrôler l'angle produit par la rectifieuse, puis corrigez toute imprécision éventuelle.
-
Placez l'indicateur d'angle sur la face inférieure de la contre-lame, comme montré à la Figure 24.
-
Appuyez sur le bouton « Alt Zero » de l'indicateur d'angle.
-
Placez le support de l’indicateur d'angle sur le bord de la contre-lame de sorte à adapter le bord de l’aimant au bord de la contre-lame (Figure 25).
Note: Pendant cette opération, l’écran numérique doit être visible du même côté qu’à l’opération 1.
-
Placez l'indicateur d'angle sur le support, comme montré à la Figure 25.
Note: Il s'agit de l'angle produit par la meule ; il doit se situer à 2 degrés ou moins de l'angle de meulage supérieur recommandé.
Pose de l'ensemble barre d'appui/contre-lame
-
Montez l'ensemble barre d'appui/contre-lame en positionnant les languettes de montage entre les rondelles et la vis de réglage de la barre d'appui (Figure 19).
Important: Centrez les dispositifs de réglage DPA dans les languettes de la barre d'appui, comme montré à la Figure 26.Si les dispositifs de réglage DPA sont montés contre les languettes de la barre d'appui, cela risque de compromettre le contact contre-lame/cylindre.
-
Fixez la barre d'appui sur chaque plaque latérale avec les boulons (munis d'écrous) et 3 rondelles (6 en tout).
-
Placez une rondelle en nylon de chaque côté du bossage de la plaque latérale. Placez une rondelle en acier à l'extérieur de chaque rondelle en nylon (Figure 27).
-
Serrez les boulons de la barre d'appui à un couple de 27 à 36 N·m.
-
Serrez les contre-écrous jusqu'à ce que le jeu axial des rondelles d'acier soit éliminé, mais que vous puissiez les tourner à la main. Les rondelles peuvent présenter un espace à l'intérieur.
Important: Ne serrez pas excessivement les contre-écrous pour ne pas faire fléchir les plaques latérales.
-
Serrez l'écrou de tension du ressort jusqu'à ce que les spires soient jointives, puis desserrez-le de 1/2 tour (Figure 27).
-
Effectuez le réglage contre-lame/cylindre ; voir Réglage contre-lame/cylindre.
Spécifications du cylindre
Préparation du cylindre au meulage
-
Vérifiez que tous les composants de l'unité de coupe sont en bon état et corrigez tout problème éventuel avant le meulage.
-
Respectez les instructions du fabricant de la meuleuse afin de meuler le cylindre de coupe conformément aux spécifications suivantes.
Spécifications de meulage du cylindre Diamètre de cylindre neuf 128,5 mm Limite de service du diamètre de cylindre 114,3 mm Angle de dépouille de la lame 30° ± 5° Plage de largeur de facette de la lame 0,8 à 1,2 mm Limite de service de conicité du diamètre de cylindre 0,25 mm
Rectification du cylindre
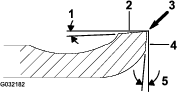
Le cylindre neuf a une largeur de facette de 1,3 à 1,5 mm et un angle de dépouille de 30°.
Lorsque la largeur de facette dépasse 3 mm, procédez comme suit :
-
Créez un angle de dépouille de 30° sur toutes les lames du cylindre jusqu'à obtention d'une facette de 0,8 mm de largeur.(Figure 28).
-
Rectifiez le cylindre afin d’obtenir un faux-rond <0,025 mm.
Note: Cela a pour effet d'augmenter légèrement la largeur de facette.
-
Réglez l'unité de coupe ; voir le Manuel de l'utilisateur de l'unité de coupe.
Note: Pour prolonger la qualité du tranchant du bord du cylindre et de la contre-lame, après meulage de l'un et/ou de l'autre, vérifiez le contact cylindre/contre-lame après 2 tontes de greens ; les bavures auront été éliminées. Les bavures peuvent compromettre le jeu entre le cylindre et la contre-lame, ce qui peut accélérer l'usure.
Rodage de l'unité de coupe
Utilisez le kit de rodage Access (modèle nº 139-4342) ou le kit de rodage (modèle nº 04800) pour roder l’unité de coupe ; voir le mode d'emploi dans les Instructions d'installation du kit. Contactez votre distributeur Toro agréé pour vous procurer l’un de ces kits.