
 , der betyder Forsigtig,
Advarsel eller Fare – personlig sikkerhedsanvisning, for at
nedsætte risikoen for personskade. Hvis disse forskrifter ikke
følges, kan det medføre personskade eller død.
, der betyder Forsigtig,
Advarsel eller Fare – personlig sikkerhedsanvisning, for at
nedsætte risikoen for personskade. Hvis disse forskrifter ikke
følges, kan det medføre personskade eller død.


Vedligeholdelse
Note: Maskinens venstre og højre side er som set fra den normale betjeningsposition.
Adgang til klippeenheden
Få adgang til bundkniv og knivcylinderen med henblik på vedligeholdelse som følger:
-
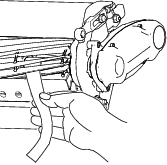
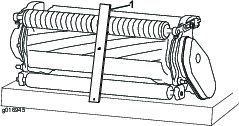
Med klippeenheden afmonteret fra maskinen skal du understøtte bagenden af klippeenheden for at sikre, at møtrikkerne på den bageste del af bundtværstangens justeringsskruer ikke hviler på arbejdsfladen (Figur 11).
-
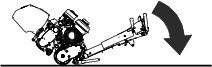
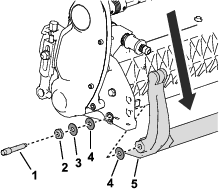
Med klippeenheden fastgjort til maskinen skal du sænke traktionsenhedens håndtag til jorden (Figur 12).
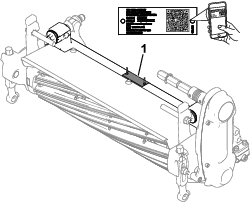
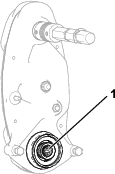
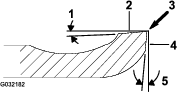
Kontrol af smørepunktet på knivcylinderens drivaksel
| Vedligeholdelsesintervaller | Vedligeholdelsesprocedure |
|---|---|
| Årlig |
|
-
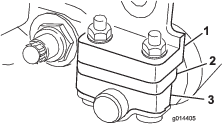
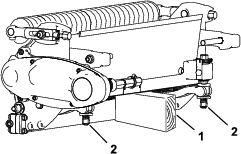
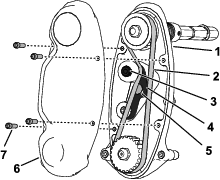
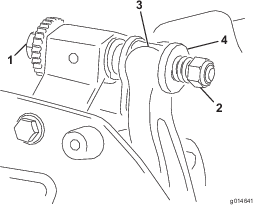
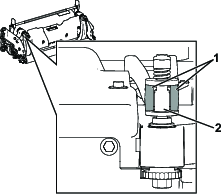
Fjern de bolte og møtrikker, der fastgør knivcylindersamlingen til sidepladen (Figur 13).
-
Fjern møtrikkerne fra sidepladens inderside (Figur 13).
-
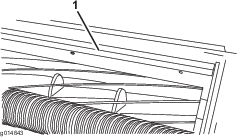
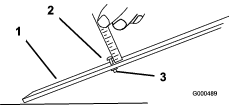
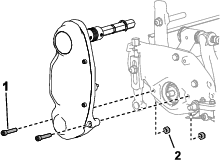
Kontroller indersiden af knivcylinderens drivaksel (Figur 14) for resterende fedt.
Hvis du ikke kan se en tilstrækkelig mængde fedt, skal du tilsætte mere fedt på han- og hun-notakslen.
-
Brug de tidligere fjernede unbrakoskruer og møtrikker til at fastgøre knivcylindersamlingen til sidepladen.
-
Monter klippeenheden på traktionsenheden. Se traktionsenhedens betjeningsvejledning.
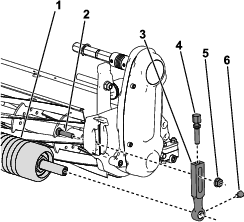
Justering af knivcylinderens drivremspænding
| Vedligeholdelsesintervaller | Vedligeholdelsesprocedure |
|---|---|
| Årlig |
|
-
Fjern skærmen fra knivcylinderdrevets hus ved at fjerne de 4 skruer, der holder den på plads.
-
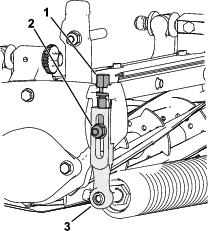
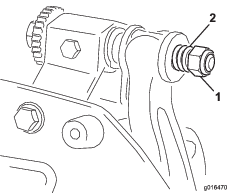
Løsn styrearmens bolt, og drej styrearmen for at fjerne remmens spænding.
-
Brug en momentnøgle til at tilspænde den øverste styrearms indvendige skrue med et moment på 6 til 7 Nm (Figur 15).
-
Spænd styrearmens bolt for at fastgøre styrearmen.
-
Monter skærmen med de 4 tilsvarende skruer.
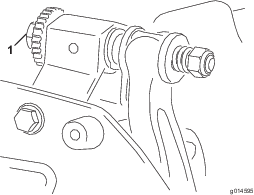
Justering af klippehastigheden
Klippehastigheden afgøres af følgende maskinindstillinger:
-
Knivcylinderhastighed: Knivcylinderhastigheden kan justeres til en høj eller lav indstilling. Se traktionsenhedens betjeningsvejledning.
-
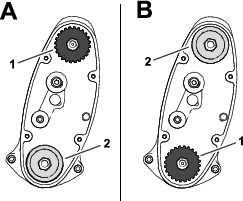
Positionen af knivcylinderens remskiver: Knivcylinderens remskiver (22 tænder og 24 tænder) kan indstilles til 2 positioner:
Note: Remskivepositionen er indstillet til LAV position fra fabrikken.
Se følgende trin for at justere remskivernes position:
-
Fjern remskærmen, så remmen kommer til syne (Figur 17).
-
Løsn styrearmens bolt, og drej styrearmen (Figur 17) for at løsne spændingen på remmen.
-
Fjern remmen (Figur 17).
-
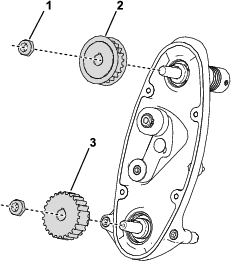
Løsn møtrikken på hver remskive, fjern remskiverne, og brug møtrikkerne til at montere remskiverne i den ønskede konfiguration.
-
Tilspænd remskivemøtrikkerne med et moment på 37 til 45 Nm
-
Monter remmen, og stram remmen ved at påføre 6 til 7 Nm på styrearmens indvendige sekskantsgevind, der er vist i Figur 17.
-
Stram styrearmens bolt, og monter remskærmen.
Specifikationer for bundkniven
Serviceeftersyn af bundkniven
Bundtværstangen og bundkniven må kun efterses af en korrekt uddannet mekaniker for at forhindre beskadigelse af knivcylinderen, bundtværstangen eller bundkniven. Ideelt set bør du få klippeenheden efterset hos en autoriseret Toro-forhandler. Du kan finde de fuldstændige anvisninger, oplysninger om særlige redskaber og diagrammer vedrørende serviceeftersyn af bundtværstangen i servicevejledningen for din traktionsenhed. Hvis du på et tidspunkt får brug for selv at fjerne eller montere bundtværstangen, er der anvisninger og specifikationer vedrørende serviceeftersyn af bundkniven herunder.
Important: Følg altid procedurerne for bundkniven, der er beskrevet i servicevejledningen, når du efterser bundkniven. Hvis bundkniven ikke monteres og slibes på korrekt vis, kan det beskadige knivcylinderen, bundtværstangen eller bundkniven.
Afmontering af bundtværstangs-/bundknivsmodul
-
Drej bundtværstangens justeringsskruer mod uret for at føre bundkniven væk fra knivcylinderen (Figur 19).
-
Før fjederspændingsmøtrikken bagud, indtil spændeskiven ikke længere sidder stramt mod bundtværstangen (Figur 19).
-
På hver side af maskinen skal du løsne den låsemøtrik, der vises i Figur 20.
-
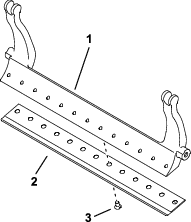
Fjern hver enkelt af bundtværstangens bolte, så bundtværstangen kan trækkes nedad og fjernes fra klippeenheden (Figur 20).
Der skal være to plastikspændeskiver og en stålspændeskive på hver ende af bundtværstangen (Figur 20).
-
Fjern bundkniven fra bundtværstangen ved at fjerne alle skruer, der holder den på plads. Brug en topnøgle med bundknivskrueværktøjet (delnr. TOR510880).
Note: Du kan bruge en mekanisk eller trykluftsslagnøgle til at løsne bundknivsskruerne.
Note: Kassér bundkniven og skruerne.
Montering af den nye bundkniv
-
Vælg en ny bundkniv iht. Skemaer til valg af klippehøjde og bundkniv.
-
Fjern rust, afskallet materiale og korrosion fra bundtværstangens overflade, og påfør et tyndt lag olie på bundtværstangens overflade.
Important: Fjern ikke støbemateriale fra bundtværstangen. Bundtværstangen er udformet konkav i midten; må ikke slibes.
-
Rengør gevindene i bundtværstangen.
-
Påfør anti-seize-middel på de nye bundknivskruer, og monter bundkniven på bundtværstangen.
Important: Brug kun nye bundknivsskruer.
Note: Mængden af skruer varierer afhængigt af bundtværstangen.
-
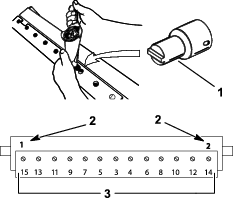
Tilspænd de 2 udvendige skruer til et moment på 1 Nm.
-
Start fra midten af bundkniven, og tilspænd skruerne til et moment på 25,9 +/- 1,4 Nm.
Important: Spænd ikke bundknivsskruerne med en mekanisk eller trykluftsslagnøgle.
-
Slib den nye bundkniv; se Specifikationer for slibning af bundkniven.
Specifikationer for slibning af bundkniven
| Bundkniv, frigangsvinkel (top) | Se Skemaer til valg af klippehøjde og bundkniv. |
| Frontvinkels område | 13° til 17° |
| Fairway-bundkniv, frontvinkel | 10° |
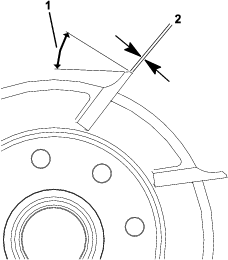
Kontrol af slibevinkel for den øverste bundkniv
Vinklen, som du bruger til at slibe bundknivene med, er meget vigtig.
Brug vinkelindikatoren (Toro delnr. 131-6828) og vinkelindikatorbeslaget (Toro delnr. 131-6829) til at kontrollere og eventuelt rette vinklen.
-
Placer vinkelindikator på undersiden af bundkniven som vist i Figur 24.
-
Tryk på Alt Zero-knappen på vinkelindikatoren.
-
Placer vinkelindikatorbeslaget på kanten af bundkniven, så kanten af magneten er afstemt i forhold til kanten af bundkniven (Figur 25).
Note: Det digitale display skal kunne aflæses fra samme side under dette trin, som i trin 1.
-
Placer vinkelindikatoren på beslaget som vist i Figur 25.
Note: Dette er vinklen, som din slibemaskine producerer, og den bør være inden for 2 grader af den anbefalede slibevinkel for den øverste bundkniv.
Montering af bundtværstangs-/bundknivmodul
-
Monter bundtværstangs-/bundknivmodulet, idet monteringsørerne placeres mellem spændeskiverne og bundtværstangens justeringsskrue (Figur 26).
Important: Centrer DPA-justeringsanordningerne i bundtværstangens ører som vist i Figur 26.Hvis DPA-justeringsanordningerne er monteret mod bundtværstangens ører, kan det have en negativ indvirkning på kontakten mellem bundkniv og knivcylinder.
-
Fastgør bundtværstangen på hver sideplade med bundtværstangens bolte (møtrikker på bolte) og tre skiver (seks i alt).
-
Placer en nylonspændeskive på hver side af sidepladens nav. Anbring en stålspændeskive på ydersiden af hver nylonspændeskive (Figur 27).
-
Tilspænd bundtværstangens bolte til et moment på 27 til 36 Nm.
-
Stram låsemøtrikkerne, indtil endesløret er fjernet fra spændeskiverne af stål, men du stadig kan dreje dem med hånden. Indvendige skiver har muligvis et mellemrum.
Important: Overspænd ikke låsemøtrikkerne, da du risikerer, at de bøjer sidepladerne.
-
Tilspænd fjederspændingsmøtrikken, indtil fjederen er trykket sammen, skru derefter igen møtrikken ud med en halv omgang (Figur 27).
-
Juster bundkniven mod knivcylinderen. Se Justering af bundkniven mod knivcylinderen.
Specifikationer for knivcylinder
Klargøring af knivcylinder til slibning
-
Sørg for, at alle klippeenhedens komponenter er i god stand, og løs eventuelle problemer inden slibning.
-
Følg producenten af cylinderslibemaskinens anvisninger, og slib knivcylinderen til følgende specifikationer.
Specifikationer for knivcylinderslibning Ny knivcylinderdiameter 128,5 mm Knivcylinderdiameterens servicegrænse 114,3 mm Skæreknivens frigangsvinkel 30° ± 5° Område for skæreknivens gængebredde 0,8 til 1,2 mm Servicegrænse for knivcylinderdiameterens konus 0,25 mm
Bagslibning af knivcylinderen
Den nye knivcylinder har en gængebredde på 0,8 til 1,2 mm og en 30 graders bagslibning.
Hvis gængebredden overskrider 3 mm i bredden, skal følgende udføres:
-
Foretag en 30 graders bagslibning på alle knivcylinderens skæreknive, indtil gængebredden er 0,8 mm
-
Vinkelslib knivcylinderne for at opnå <0,025 mm cylinderudløb.
Note: Dette vil udvide gængebredden en smule.
-
Juster klippeenheden. Se klippeenhedens betjeningsvejledning.
Note: For at forlænge knivcylinderens og bundknivens skarphed – efter slibning af knivcylinderen og/eller bundkniven – skal du efterse knivcylinderens kontakt med bundkniven igen efter klipning af 2 greens, eftersom eventuelle grater fjernes. Grater kan forårsage forkert afstand mellem knivcylinder og bundkniv, hvilket kan fremskynde nedslidningen.
Baglapning af klippeenheden
For at baglappe klippeenheden skal du bruge sættet til baglappeadgang (modelnr. 139-4342). Se betjeningsvejledningen i sættets monteringsvejledning. Kontakt en autoriseret Toro-forhandler for at anskaffe dig dette sæt.