
 ) et la mention Prudence,
Attention ou Danger. Le non respect de ces instructions peut entraîner
des blessures graves ou mortelles.
) et la mention Prudence,
Attention ou Danger. Le non respect de ces instructions peut entraîner
des blessures graves ou mortelles.

Entretien
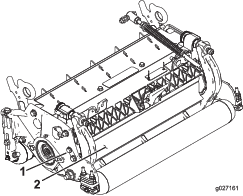
Soutenir l'unité de coupe
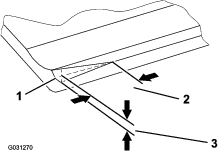
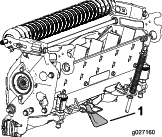
Chaque fois que l'unité de coupe doit être basculée pour exposer la contre-lame/le cylindre, utilisez la béquille (fournie avec le groupe de déplacement) pour soutenir l'arrière de l'unité et empêcher ainsi les écrous, situés à l'arrière des vis de réglage de la barre d'appui, de reposer sur la surface de travail (Figure 21).
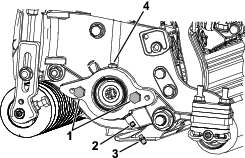
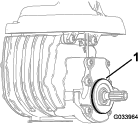
Graissage des unités de coupe
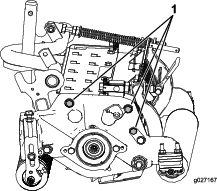
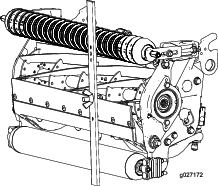
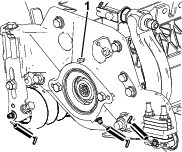
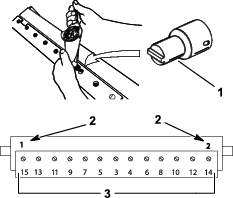
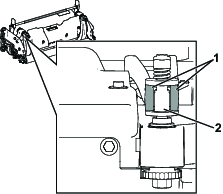
Chaque unité de coupe comporte 5 graisseurs (Figure 22) qu'il faut lubrifier régulièrement avec de la graisse au lithium nº 2.
Il y a 2 points de graissage sur le rouleau avant, le rouleau arrière et 1 sur la cannelure du moteur de cylindre.
Note: Lubrifiez les unités de coupe immédiatement après chaque lavage pour éliminer l'eau des roulements et ainsi prolonger leur vie.
-
Essuyez chaque graisseur avec un chiffon propre.
-
Appliquez de la graisse jusqu'à ce qu'elle ressorte propre par les joints des rouleaux et le clapet de décharge du roulement.
-
Essuyez l'excédent de graisse.
Spécifications de la contre-lame
Entretien de la contre-lame
Dépose de l'ensemble barre d'appui/contre-lame
-
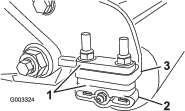
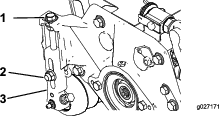
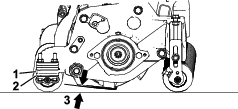
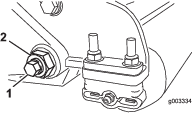
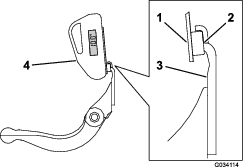
Tournez les vis de réglage de la barre d'appui dans le sens antihoraire pour éloigner la contre-lame du cylindre (Figure 23).
-
Dévisser l'écrou de tension du ressort jusqu'à ce que la rondelle ne soit plus pressée contre la barre d'appui (Figure 23).
-
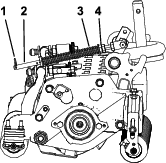
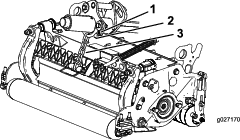
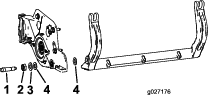
De chaque côté de la machine, desserrez le contre-écrou de fixation du boulon de la barre d'appui (Figure 24).
-
Retirez les boulons de la barre d'appui afin de pouvoir abaisser la barre et la déposer de l'unité de coupe (Figure 24).
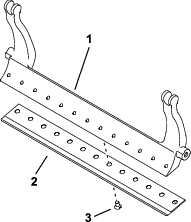
Mettez de côté 2 rondelles en nylon et 1 rondelle en acier estampé à chaque extrémité de la barre d'appui (Figure 25).
-
Déposez la contre-lame de la barre d'appui en retirant les vis qui la maintiennent en place. Utilisez une clé à douille avec l'outil de vissage de contre-lame (réf. TOR510880).
Note: Vous pouvez utiliser une clé à chocs mécanique ou pneumatique pour desserrer les vis de la contre-lame.
Note: Mettez au rebut la contre-lame et les vis.
Montage de la nouvelle contre-lame
-
Sélectionnez une contre-lame de rechange en vous reportant à Tableaux de sélection des hauteurs de coupe et des contre-lames.
-
Éliminez toute trace de rouille, tartre et corrosion à la surface de la barre d'appui et appliquez une fine couche d'huile dessus.
Important: Ne retirez pas de matériau de coulage sur la barre d'appui. La barre-d'appui est spécialement concave en son centre ; ne la meulez pas.
-
Nettoyez le filetage dans la barre d'appui.
-
Appliquez du produit antigrippant sur les vis de la nouvelle contre-lame et montez la contre-lame sur la barre d'appui.
Important: Utilisez uniquement des vis neuves pour la contre-lame.
Note: Le nombre de vis peut varier selon la barre d'appui.
-
Serrez les 2 vis à extérieures à 1 N·m.
-
En partant du centre de la contre-lame, serrez les vis à 29,8 à +/- 1 N·m.
Important: Ne serrez pas les vis de la contre-lame à l'aide d'une clé à chocs mécanique ou pneumatique.
-
Meulez la nouvelle contre-lame ; voir Tableau des limites de service de la contre-lame.
Tableau des limites de service de la contre-lame
Les limites de service de la contre-lame sont indiquées dans le tableau suivant.
Important: Si vous utilisez l'unité de coupe alors que la contre-lame est en-dessous de la limite de service, la finition risque de souffrir et l'intégrité structurelle de la contre-lame aux impacts peut être réduite.
| Tableau des limites de service de la contre-lame | ||||
| Contre-lame | Réf. pièce | Hauteur de lèvre de la contre-lame | Limite de service * | Angles de meulage |
| Angles supérieur/avant | ||||
| Tournament (option) | 147-1257 | 4,3 mm | 3,4 mm | 5/5° |
| EdgeMax® basse hauteur de coupe (modèle 03641) | 137-6093 | 5,6 mm | 4,8 mm | 10°/5° |
| Petite hauteur de coupe (modèle 03643) | 147-1244 | 5,6 mm | 4,8 mm | 10°/5° |
| EdgeMax® basse hauteur de coupe étendue (option) | 119-4280 | 5,6 mm | 4,8 mm | 10°/10° |
| (0,190") | ||||
| Basse hauteur de coupe étendue (option) | 147-1243 | 5,6 mm | 4,8 mm | 10°/10° |
| (0,190") | ||||
| EdgeMax® | 137-6094 | 7 mm | 4,8 mm | 10°/5° |
| (Modèles 03638 et 03639) | ||||
| Standard (option) | 147-1245 | 7 mm | 4,8 mm | 10°/5° |
| Renforcée (option) | 147-1246 | 9,3 mm | 4,8 mm | 10°/5° |
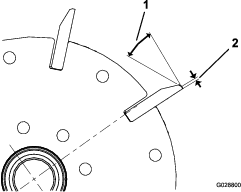
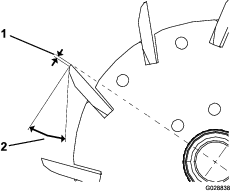
Angles de meulage supérieur et avant recommandés pour la contre-lame (Figure 28)
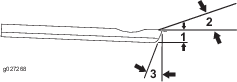
Note: Toutes les mesures de limite de service renvoient au bas de la contre-lame (Figure 29)
Contrôle de l’angle de meulage supérieur
L'angle utilisé pour rectifier les contre-lames est très important.
Utilisez l'indicateur d'angle (réf. Toro 131-6828) et le support d'indicateur d'angle (réf. Toro 131-6829) pour contrôler l'angle produit par la rectifieuse, puis corrigez toute imprécision éventuelle.
-
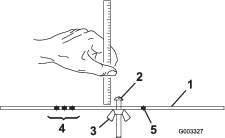
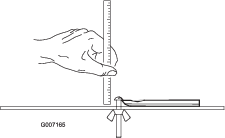
Placez l'indicateur d'angle sur la face inférieure de la contre-lame, comme montré à la Figure 30.
-
Appuyez sur le bouton « Alt Zero » de l'indicateur d'angle.
-
Placez le support de l’indicateur d'angle sur le bord de la contre-lame de sorte à adapter le bord de l’aimant au bord de la contre-lame (Figure 31).
Note: Pendant cette opération, l’écran numérique doit être visible du même côté qu’à l’opération 1.
-
Placez l'indicateur d'angle sur le support, comme montré à la Figure 31.
Note: Il s'agit de l'angle produit par la meule ; il doit se situer à 2° ou moins de l'angle de meulage supérieur recommandé.
Pose de l'ensemble barre d'appui/contre-lame
-
Montez l'ensemble barre d'appui/contre-lame en positionnant les languettes de montage entre la rondelle et la vis de réglage de la barre d'appui.
Important: Centrez les dispositifs de réglage DPA dans les languettes de la barre d'appui, comme montré à la Figure 32.Si les dispositifs de réglage DPA sont montés contre les languettes de la barre d'appui, cela risque de compromettre le contact contre-lame/cylindre.
-
Fixez la barre d'appui sur chaque plaque latérale avec les boulons (munis d'écrous) et les 3 rondelles (6 en tout).
-
Placez une rondelle en nylon de chaque côté du bossage de la plaque latérale. Placez une rondelle en acier à l'extérieur de chaque rondelle en nylon (Figure 25).
-
Serrez les boulons de la barre d'appui à un couple de 37 à 45 N·m.
-
Serrez lentement les contre-écrous de barre d'appui jusqu'à ce qu'il soit possible de faire tourner les rondelle en acier extérieures à la main.
Important: Ne serrez pas excessivement les contre-écrous pour ne pas faire fléchir les plaques latérales.
Note: La rondelle en nylon entre la barre d'appui et la plaque latérale présentera un léger écart.
-
Serrez l'écrou de tension du ressort jusqu'à ce que le ressort soit complètement détendu, puis desserrez-le d'un demi-tour (Figure 33).
Spécifications du cylindre
Détalonnage des lames du cylindre
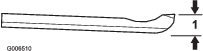
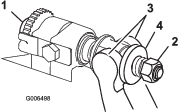
Le cylindre neuf a une largeur de facette de 1,3 à 1,5 mm et un angle de dépouille de 30°.
Lorsque la largeur de facette dépasse 3 mm, procédez comme suit :
-
Créez un angle de dépouille de 30° sur toutes les lames de cylindre jusqu'à obtention d'une facette de 1,3 mm de largeur (Figure 34 et Figure 35).
-
Rectifiez le cylindre afin d’obtenir un faux-rond <0,025 mm.
Note: Cela a pour effet d'augmenter légèrement la largeur de facette.
Note: Pour prolonger la qualité du tranchant du bord du cylindre et de la contre-lame, après meulage de l'un et/ou de l'autre, vérifiez le contact cylindre/contre-lame après 2 tontes de fairways ; les bavures auront été éliminées, ce qui peut affecter le jeu entre le cylindre et la contre-lame et accélérer l'usure.
-
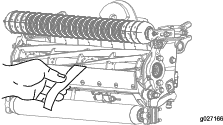
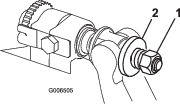
À l’aide d’un mètre ruban, mesurez le diamètre extérieur du cylindre aux deux extrémités (Figure 36) ; la différence entre les diamètres extérieurs aux deux extrémités doit être inférieure à 0,25 mm. Si la différence est supérieure, rectifiez le cylindre.
Note: Vous pouvez vous procurer un mètre ruban pour diamètre extérieur auprès de votre distributeur Toro agréé.
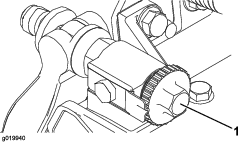
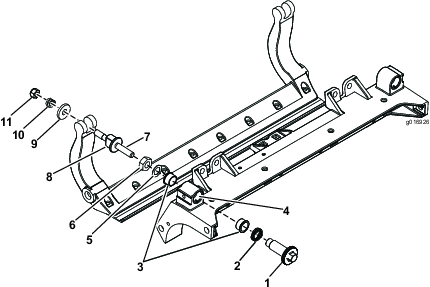
Entretien des dispositifs de réglage double point (DPA) renforcés
-
Enlevez toutes les pièces (voir les Instructions d'installation du kit DPA renforcé et la Figure 37).
-
Appliquez du produit antigrippant à l'intérieur du logement des douilles sur le cadre central de l'unité de coupe (Figure 37).
-
Alignez les clavettes des douilles à embase sur les fentes dans le cadre, et insérez les douilles en place (Figure 37).
-
Posez une rondelle ondulée sur l'axe de réglage et insérez l'axe dans les douilles à embase sur le cadre de l'unité de coupe (Figure 37).
-
Fixez l'axe de réglage avec une rondelle plate et un contre-écrou (Figure 37).
-
Serrez le contre-écrou à un couple de 20 à 27 N·m.
Note: L'axe de réglage de la barre d'appui est doté d'un filetage à gauche.
-
Appliquez du produit antigrippant sur le filetage de la vis de réglage de la barre d'appui qui se visse dans l'axe de réglage.
-
Vissez la vis de réglage de la barre d'appui dans l'axe de réglage.
-
Placez la rondelle ondulée, le ressort et l'écrou de tension du ressort sans les serrer sur la vis de réglage.
-
Montez la barre d'appui en positionnant les languettes de montage entre la rondelle et la vis de réglage de la barre.
-
Fixez la barre d'appui sur chaque plaque latérale au moyen des boulons (munis d'écrous) et des 6 rondelles.
Note: Placez une rondelle en nylon de chaque côté du bossage de la plaque latérale.
-
Placez une rondelle en acier à l'extérieur de chaque rondelle en nylon (Figure 37).
-
Serrez les boulons de la barre d'appui à un couple de 37 à 45 N·m.
-
Serrez les contre-écrous jusqu'à ce que les rondelles d'acier extérieures cessent de tourner et que le jeu axial soit supprimé, mais ne serrez pas excessivement et ne faites pas fléchir les plaques latérales.
Note: Les rondelles peuvent présenter un espace à l'intérieur (Figure 37).
-
Serrez l'écrou sur chaque vis de réglage de la barre d'appui jusqu'à ce que le ressort de compression soit complètement comprimé, puis desserrez l'écrou d'un demi-tour (Figure 37).
-
Répétez cette procédure de l'autre côté de l'unité de coupe.
-
Effectuez le réglage contre-lame/cylindre ; voir Réglage contre-lame/cylindre.
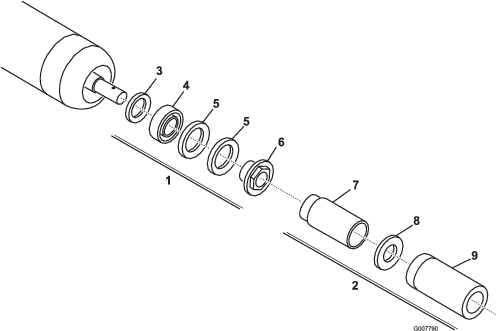
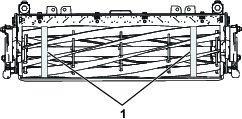
Entretien du rouleau
Le kit de remise à neuf de rouleau (réf. 114-5430) et le kit d'outillage pour remise à neuf de rouleau (réf. 115-0803) (Figure 38) sont disponibles pour l'entretien du rouleau. Le kit de remise à neuf de rouleau comprend tous les roulements, écrous de roulements, joints internes et externes nécessaires à la remise à neuf d'un rouleau. Le kit d'outillage pour remise à neuf de rouleau comprend tous les outils et toutes les instructions de montage nécessaires pour remettre un rouleau à neuf avec le kit de remise à neuf. Consultez le catalogue de pièces ou adressez-vous à votre distributeur Toro agréé.