
 O não cumprimento
destas instruções pode resultar em ferimentos pessoais
ou mesmo em morte.
O não cumprimento
destas instruções pode resultar em ferimentos pessoais
ou mesmo em morte.

Manutenção
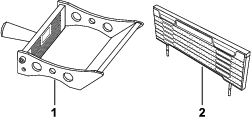
Suporte da unidade de corte
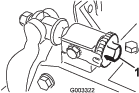
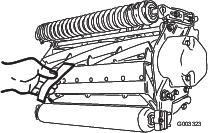
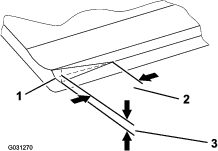
Se for necessário inclinar a unidade de corte para que a lâmina de corte e o cilindro fiquem expostos, coloque o apoio (fornecido com a unidade de tração) por baixo da traseira da unidade de corte para assegurar que as porcas na parte traseira dos parafusos de ajuste da barra de apoio não fiquem apoiadas sobre a superfície de trabalho (Figura 26).
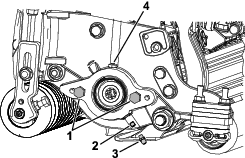
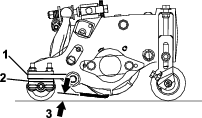
Lubrificação das unidades de corte
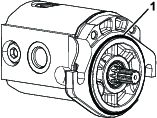
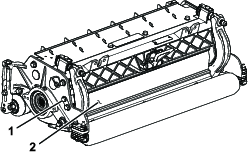
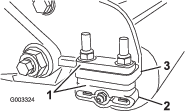
Lubrifique regularmente os cinco bocais de lubrificação em cada unidade de corte (Figura 27), com massa n.º 2 para utilizações gerais, à base de lítio.
Há dois pontos de lubrificação no rolo frontal, rolo traseiro e um na estria do motor do cilindro.
Note: O modelo 03192 não possui rolo frontal; há apenas os dois pontos de lubrificação no rolo traseiro e um na estria do motor do cilindro.
Important: Lubrificar as unidades de corte imediatamente após a lavagem ajuda a purgar a água dos rolamentos e aumenta a duração dos mesmos.
-
Limpe cada bocal de lubrificação com um trapo limpo.
-
Aplique lubrificação até que se veja lubrificante limpo a sair dos vedantes do rolo e da válvula de descarga do rolamento.
-
Elimine o excesso de massa lubrificante.
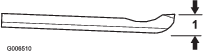
Especificações da lâmina de corte
Assistência à lâmina
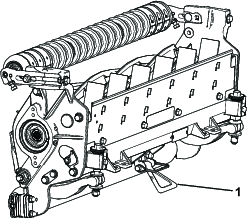
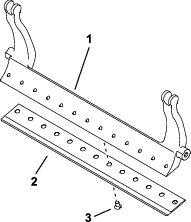
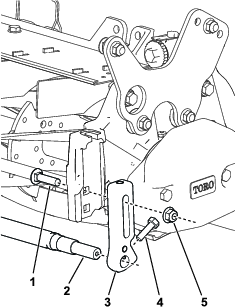
Remoção do conjunto da barra de apoio/lâmina de corte
-
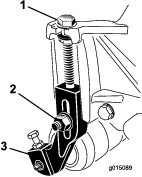
Rode os parafusos de ajuste da barra de apoio no sentido contrário ao dos ponteiros do relógio, para afastar a lâmina de corte do cilindro (Figura 28).
-
Faça recuar a porca da mola tensora até que a anilha deixe de estar sob tensão contra a barra de apoio (Figura 28).
-
Desaperte a porca de bloqueio que segura a cavilha da barra de apoio, em cada um dos lados da máquina (Figura 29).
-
Remova cada um dos parafusos da barra de apoio, de modo a puxá-la para baixo e retirá-la da unidade de corte (Figura 29).
Guarde as duas anilhas de nylon e a anilha de aço de cada uma das extremidades da barra de apoio (Figura 30).
-
Remova a lâmina de corte da barra de apoio, removendo todos os parafusos que a prendem. Utilize uma chave de caixa com uma ferramenta de parafusos para lâminas de corte (peça n.º TOR510880).
Note: Pode utilizar uma chave de impacto pneumática ou mecânica para desapertar os parafusos da lâmina de corte.
Note: Descarte a lâmina de corte e os parafusos.
Instalação da nova lâmina de corte
-
Selecione uma nova lâmina de corte de acordo com a secção Tabela de seleção da lâmina de corte.
-
Elimine a ferrugem, escória e corrosão da superfície da barra de apoio e aplique uma fina camada de óleo na superfície da barra de apoio.
Important: Não remova o material fundido da barra de apoio. A barra de apoio é côncava no meio por definição; não a amole.
-
Limpe as roscas da barra de apoio.
-
Aplique composto antigripagem nos parafusos da nova lâmina de corte e instale-a na barra de apoio.
Important: Utilize apenas parafusos da lâmina de corte novos.
Note: Utilize apenas parafusos novos para a lâmina de corte.
-
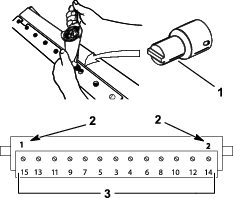
Aperte os dois parafusos exteriores com 1 N∙m.
-
Trabalhando a partir do centro da lâmina de corte, aperte os parafusos com 29,8 +/- 1 N∙m.
Important: Não aperte os parafusos da lâmina de corte utilizando uma chave de impacto pneumática ou mecânica.
-
Amole a nova lâmina de corte; consulte a secção Tabela de manutenção da lâmina de corte.
Tabela de manutenção da lâmina de corte
Os limites de assistência à lâmina encontram-se na tabela seguinte.
Important: O funcionamento da unidade de corte com a lâmina abaixo do “limite de assistência” pode causar um fraco aspecto após o corte e reduzir a integridade estrutural da lâmina para impactos.
| Tabela de limite de assistência à lâmina | ||||
| Lâmina de corte | Peça n.º | Altura do topo da lâmina | Limite de assistência* | Ângulos de amolação superiores/frontais |
| Baixa altura de corte | 147-1248 (69 cm) | 5,6 mm | 4,8 mm | 10/5° |
| 147-1252 (81 cm) | ||||
| EdgeMax® | 137-6095 (69 cm) | 6,9 mm | 4,8 mm | 10/5° |
| Standard | 147-1249 (modelo 03189/90, 69 cm) | 6,9 mm | 4,8 mm | 10/5° |
| 147-1253 (modelo 03191, 81 cm) | ||||
| Pesados | 147-1250 (modelo 03192, 69 cm) | 9,3 mm | 4,8 mm | 10/5° |
| 147-1254 (81 cm) | ||||
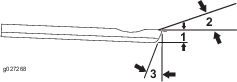
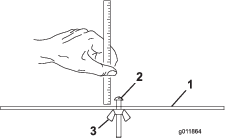
Note: Todas as medidas dos limites de assistência da lâmina se relacionam com a parte inferior da lâmina (Figura 34).
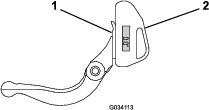
Verificação do ângulo de amolação superior
O ângulo que utiliza para amolar as lâminas de corte é muito importante.
Utilize o indicador de ângulo (peça Toro n.º 131-6828) e a montagem do indicador do ângulo (peça Toro n.º 131-6829) para verificar o ângulo que o seu amolador produz e depois corrija qualquer imprecisão no amolador.
-
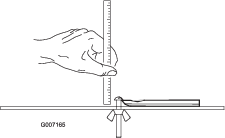
Coloque o indicador de ângulo no lado inferior da lâmina de corte, como se ilustra na Figura 35.
-
Pressione o botão Alt Zero no indicador de ângulo.
-
Coloque a montagem do indicador de ângulo na extremidade da lâmina de corte para que a extremidade do íman fique alinhada com a extremidade da lâmina de corte (Figura 36).
Note: O ecrã digital deve ser visível do mesmo lado durante este passo como era no passo 1.
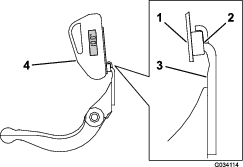
-
Coloque o indicador de ângulo na montagem, como se mostra na Figura 36.
Note: Este é o ângulo que o seu amolador produz e deve estar a 2 graus do ângulo de amolação superior recomendado.
Instalação do conjunto da barra de apoio/lâmina de corte
-
Instale o conjunto da barra de apoio/lâmina de corte, posicionando as aletas de montagem entre a anilha e o parafuso de ajuste da barra de apoio.
Important: Centre os reguladores DPA nas aletas da barra de apoio conforme mostrado na Figura 37.Se os reguladores DPA estiverem instalados contra as aletas da barra de apoio, isto poderá afetar negativamente o contacto entre a lâmina e o cilindro.
-
Fixe a barra de apoio a cada um dos lados da placa lateral com as cavilhas (porcas flangeadas nas cavilhas) e com as 3 anilhas (6 no total).
-
Coloque uma anilha de nylon de cada lado da placa lateral. Coloque uma anilha de aço no exterior de cada uma das anilhas de nylon (Figura 30).
-
Aperte os parafusos da barra de apoio com uma força de 37 a 45 N·m.
-
Aperte as porcas de bloqueio da barra de apoio cuidadosamente até as anilhas de aço exteriores rodarem à mão.
Important: Não aperte demasiado as porcas de bloqueio ou causarão flexão das placas laterais.
Note: A anilha de nylon entre a barra de apoio e a placa deslizante terá uma pequena folga.
-
Aperte a porca da mola tensora até que a mola fique recolhida; em seguida, desaperte meia volta (Figura 38).
Especificações do cilindro
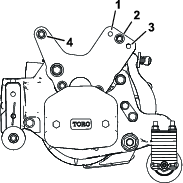
Instalação do conjunto do eixo frontal para amolação do cilindro
Important: Tem de encomendar as peças seguintes para que a unidade de corte possa ser instalada numa máquina com amolação de cilindro:
| Quantidade | Peça | Peça n.º |
| 2 | Suporte da altura de corte frontal | 125-2796 |
| 2 | Parafuso de carroçaria (⅜ x 1½ pol.) | 3231-4 |
| 2 | Porca de bloqueio (⅜ pol.) | 104-8301 |
| 2 | Parafuso de cabeça sextavada (5/16 x 1⅛ pol.) | 322-16 |
| 1 | Eixo do rolo frontal | 117-0957 |
-
Retire os conjuntos do rolo de oficina (se equipados); consulte a Ajuste dos conjuntos do rolo de oficina (apenas modelo 03192).
-
Utilizando os parafusos de carroçaria e porcas de bloqueio, instale os suportes da altura de corte frontais no furo superior da placa lateral (Figura 39).
Important: Certifique-se de que o suporte da altura de corte é instalado com o parafuso de carroçaria na parte superior da ranhura, de forma a que o suporte da altura de corte fique o mais baixo possível.
-
Instale o eixo na parte inferior dos suportes da altura de corte utilizando dois parafusos de cabeça sextavada.
-
Certifique-se de que o eixo está paralelo à unidade de corte. Caso contrário, desaperte o parafuso de carroçaria no lado inferior e aperte-o novamente quando o eixo estiver paralelo.
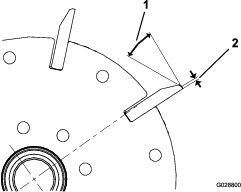
Amolação de retificação do cilindro
O novo cilindro tem uma largura de 1,3 a 1,5 mm e uma amolação de retificação de 30°.
Quando a dimensão da folga é superior a 3 mm de largura, faça o seguinte:
-
Aplique uma amolação de retificação de 30° em todas as lâminas do cilindro até que a folga tenha uma largura de 1,3 mm (Figura 40).
-
Amole o cilindro para obter uma deslocação do cilindro <0,025 mm.
Note: Isto causa que a folga aumente ligeiramente.
Note: Para aumentar a longevidade da afiação do gume do cilindro e lâmina – após a amolação do cilindro e/ou lâmina – verifique novamente o contacto entre cilindro e lâmina depois de cortar dois fairways, uma vez que qualquer rebarba é eliminada o que pode criar uma folga indevida entre cilindro e lâmina e acelerar, desta forma, o desgaste.
-
Utilizando uma fita de medição do diâmetro, meça o diâmetro externo do cilindro em ambas as extremidades (Figura 41); a diferença no diâmetro externo entre as extremidades deve ser inferior a 0,250 mm. Se a diferença for superior, amole para corrigir a diferença.
Note: A fita de medição do diâmetro externo está disponível no seu distribuidor autorizado Toro.
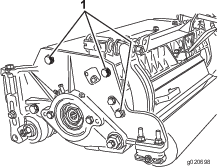
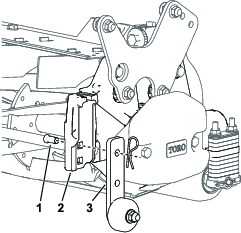
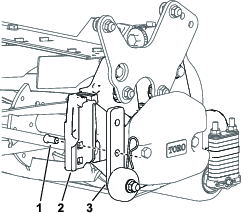
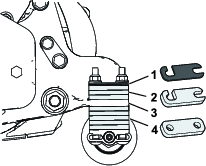
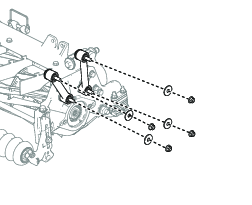
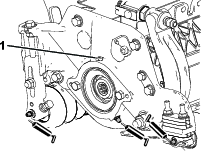
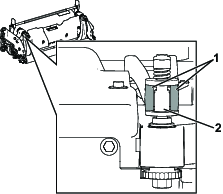
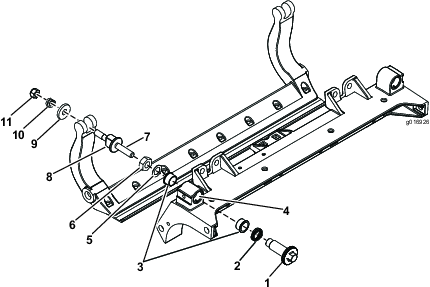
Assistência ao Ajuste de Dois Pontos HD (DPA)
-
Retire todas as peças (consulte as Instruções de instalação do Kit DPA HD e a Figura 42).
-
Aplique composto antigripagem no interior da área dos casquilhos na estrutura central da unidade de corte (Figura 42).
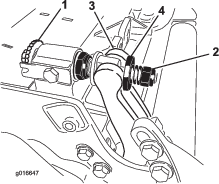
-
Alinhe as chaves nos casquilhos das flanges com as ranhuras na estrutura e instale os casquilhos (Figura 42).
-
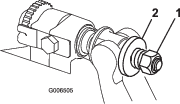
Instale uma anilha ondulada no veio do ajustador e deslize o veio para os casquilhos da flange na estrutura da unidade de corte (Figura 42).
-
Prenda o veio ajustador com uma anilha plana e porca de bloqueio (Figura 42).
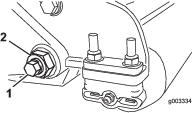
-
Aperte a porca de bloqueio com uma força de 20 a 27 N·m.
Note: O veio do ajustador da barra de apoio possui roscas esquerdas.
-
Aplique composto antigripagem nas roscas do parafuso do ajustador da barra de apoio que encaixa no veio do ajustador.
-
Enrosque o parafuso do ajustador da barra de apoio no veio do ajustador.
-
Instale sem apertar a anilha reforçada, mola e porca tensora da mola no parafuso do ajustador.
-
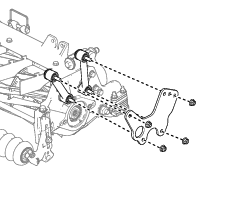
Instale a barra de apoio, posicionando as aletas de montagem entre a anilha e o ajustador da barra de apoio.
-
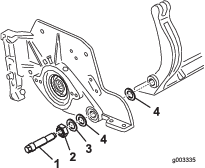
Fixe a barra de apoio a cada um dos lados da placa lateral com as cavilhas (porcas flangeadas nas cavilhas) e com as 6 anilhas.
Note: Coloque uma anilha de nylon de cada lado da placa lateral.
-
Coloque uma anilha de aço no exterior de cada uma das anilhas de nylon (Figura 42).
-
Aperte os parafusos da barra de apoio com uma força de 37 a 45 N·m.
-
Aperte as porcas até que a anilha de aço exterior pare de rodar e a folga seja removida, mas não aperte em demasiado nem desvie as placas laterais.
Note: As anilhas podem ter uma folga interna (Figura 42).
-
Aperte a porca em cada conjunto de ajustador da barra de apoio até que a mola de compressão esteja totalmente comprimida e, em seguida, desaperte a porca ½ volta (Figura 42).
-
Repita o procedimento no lado oposto da unidade de corte.
-
Ajuste a lâmina de corte ao cilindro; consulte a Ajuste da lâmina de corte ao cilindro.
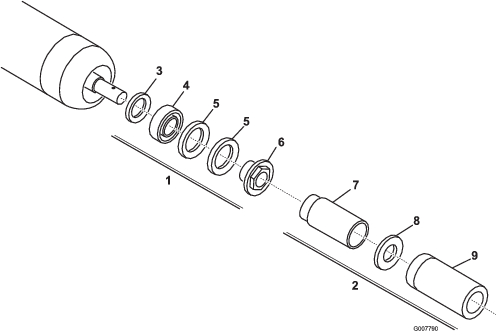
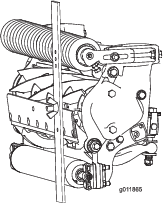
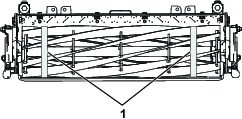
Manutenção do rolo
O kit de remontagem do rolo, peça n.º 114-5430 e o kit de ferramentas de remontagem do rolo, peça n.º 115-0803 (Figura 43) estão disponíveis para fazer a manutenção do rolo. O kit do rolo inclui todos os rolamentos, porcas dos rolamentos, vedantes internos e externos necessários para remontar um rolo. O kit de ferramentas inclui todas as ferramentas e as instruções de instalação necessárias à remontagem de um rolo com o kit de remontagem de rolo. Consulte o catálogo de peças ou contacte o distribuidor Toro autorizado para obter ajuda.