您必须安装防翻滚保护架 (ROPS) ,才能与升降套件一起,安装以下套件:
-
货斗安装架套件,Workman GTX 系列多功能工作车(型号 07031)
-
垃圾桶安装套件,Workman GTX 系列多功能工作车(型号 07028)
以下型号、套件和/或总成不能安装升降套件:
-
Workman GTX EFI 多功能工作车,带延长货箱(型号 07042EX)
-
Workman GTX 电动多功能工作车,带延长货箱(型号 07043EX)
-
Workman GTX EFI 多功能工作车,带延长货箱(型号 07411EX)
-
Workman GTX 电动多功能工作车,带延长货箱(型号 07412EX)
-
Workman LTX EFI 多功能工作车,带延长货箱(型号 07424EX)
-
Workman LTX 锂电多功能工作车,带延长货箱(型号 07425EX)
-
折叠式后向座椅,Workman GTX 多功能工作车(型号 07123)
-
多乘客套件,序列号 316000001 - 316999999 Workman GTX 系列多功能工作车(型号 07133)
-
延长套件,Workman GTX 系列多功能工作车(型号 07049)
-
多功能货车车厢,Workman GTX 系列多功能工作车(型号 07440)
-
豪华饮料车,Workman GTX 系列多功能工作车(型号 L10004)
-
强力轮胎套件,Workman GTX 系列多功能工作车(型号 07423)
-
轮胎/车轮总成 131-8319
安全
安全和指示标签
 |
任何潜在危险区附近均贴有操作员清晰可见的安全标贴和说明。更换受损或丢失的标贴。 |
安装
准备机器
-
将机器停在水平地面上。
-
设好手刹(如适用)。
-
关闭发动机并拔下钥匙(如适用)。
-
等待机器冷却。
拆下现有前部组件
安装新前部组件
此程序中需要的物件:
| 左锭轴组件 | 1 |
| 右锭轴组件 | 1 |
| 铝质车轮和轮胎总成 | 2 |
| 车轮螺母 | 8 |
| 六角头凸缘螺栓(⅜ x ⅞ 英寸) | 4 |
| 开口销 | 2 |
| 主销套筒 | 2 |
| 销钉连接 | 4 |
-
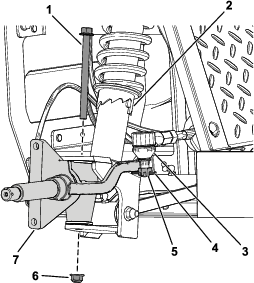
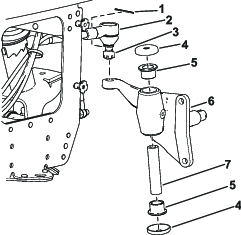
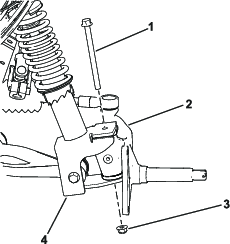
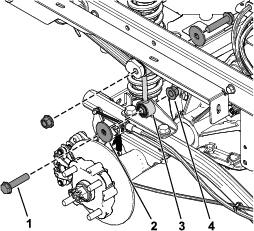
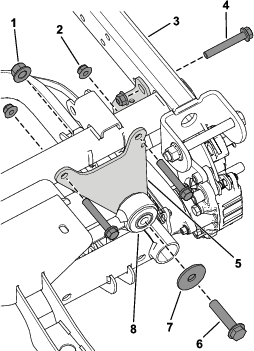
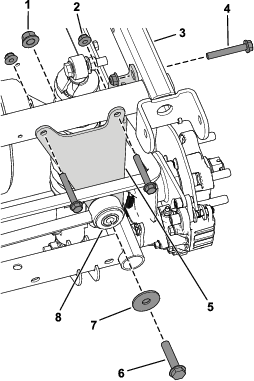
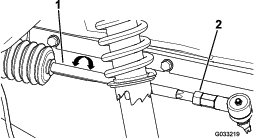
将 2 个凸缘轴套、销钉连接和主销套筒安装到锭轴上(图 6)。
-
使用先前卸下的槽形螺母和新开口销将横拉杆固定到锭轴组件上。
-
使用先前卸下的凸缘头螺栓(⅜ x 5 英寸)和锁紧螺母(⅜ 英寸),将左锭轴组件固定到减震/弹簧总成上。
上紧凸缘头螺栓(⅜ x 5 英寸)扭矩至 68 N∙m。
-
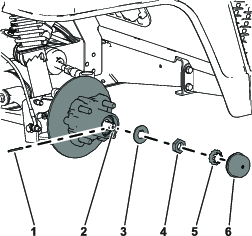
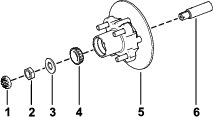
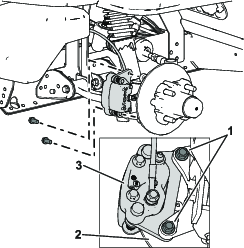
将轮毂和转子组装到带内转子的主轴上(图 8)。
-
将外置轴承组装到主轴上,并将轴承放置到外置座圈内(图 8)。
-
将止动垫圈组装到主轴上(图 8)。
-
将主轴螺母拧到主轴上,同时旋转轮毂来紧固螺母(图 8)。
Note: 拧紧螺母并旋转主轴,直至轴承完全就位,且轮毂不会有任何的线性移动。
-
拧松主轴螺母,直至轮毂可以自由旋转(图 8)。
-
上紧主轴螺母扭矩至 170N·cm,同时旋转轮毂。
-
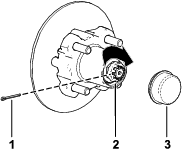
将卡环安装到螺母上,检查卡环内的槽与主轴上开口销孔的对齐情况(图 9)。
Note: 如果卡环内的槽与主轴上的孔没有对齐,则拧动主轴螺母以对齐槽和孔,螺母的最大扭矩为 226N·cm。
-
安装开口销,并扳弯卡环周边的各个腿(图 9)。
-
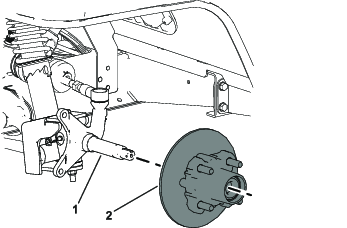
将防尘盖安装到轮毂上。
-
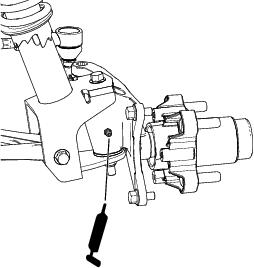
在锭轴组件的黄油嘴上涂抹润滑脂。
-
用 2 个新六角头凸缘螺栓(⅜ x ⅞ 英寸)将卡钳支架固定到主轴上。
上紧六角头凸缘螺栓(⅜ x ⅞ 英寸)扭矩至 52 N∙m。
-
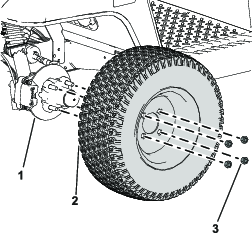
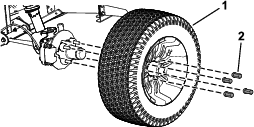
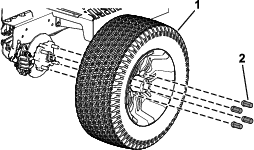
使用 4 个车轮螺母安装铝质车轮和轮胎总成。
以十字交叉方式上紧车轮螺母扭矩至 115 N·m。
-
在机器的右侧重复步骤 1至 20。
拆下现有后部组件
-
用楔块挡住前轮,防止机器移动。使用顶车架将后轮抬离地面,在机架下方使用适当的顶车架支撑机器后部。
-
卸下将车轮固定到轮毂上的 4 个车轮螺母。
-
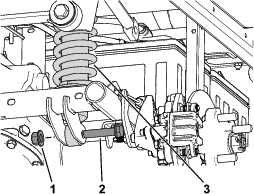
拆下固定摇摆连杆总成的 2 个六角头凸缘螺栓(½ x 2¼ 英寸)、2 个垫圈和 2 个锁紧螺母(½ 英寸)。
保留紧固件以备随后的安装之用。
-
拆下固定减震/弹簧总成的 2 个六角头凸缘螺栓(½ x 2¼ 英寸)和 2 个锁紧螺母(½ 英寸)。
保留紧固件以备随后的安装之用。
Note: 在使用顶车架支撑机架后,可以使用顶车架支撑驱动桥的重量。这有助于拆卸 2 个六角头凸缘螺栓(½ x 2¼ 英寸)和 2 个锁紧螺母(½ 英寸)。
-
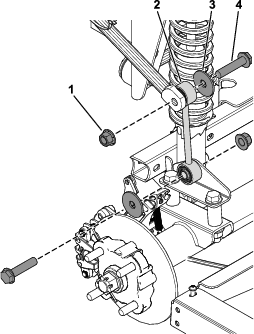
仅限机器右侧:拆下将稳定器支架固定至杆臂和机架管的 3 个六角头凸缘螺栓(⅜ x 2½2 英寸)、3 个凸缘螺母(⅜ 英寸)、1 个六角头凸缘螺栓(½ x 2¼ 英寸)、1 个垫圈和 1 个锁紧螺母(½ 英寸)。
保留紧固件以备随后的安装之用。
-
在机器的另一侧重复步骤 2至 6。
安装新后部组件
此程序中需要的物件:
| 减震/弹簧总成 | 2 |
| 摇摆连杆总成 | 2 |
| 稳定杆支架 | 1 |
| 铝质车轮和轮胎总成 | 2 |
| 车轮螺母 | 8 |
-
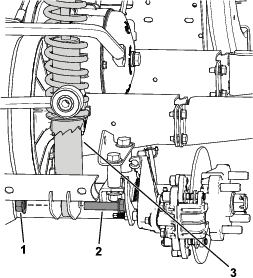
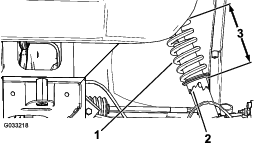
使用先前卸下的 2 个六角头凸缘螺栓(½ x 2¼ 英寸)和 2 个锁紧螺母(½ 英寸)固定减震/弹簧总成。
Important: 对于汽油机器,应将减震/弹簧总成设为最低预负荷设置。对于电动机器,应将减震/弹簧总成设为第三最低预负荷设置。
-
使用先前卸下的 2 个六角头凸缘螺栓(½ x 2¼ 英寸)、2 个垫圈和 2 个锁紧螺母(½ 英寸)固定摇摆连杆总成。
上紧 2 个六角头凸缘螺栓(½ x 2¼ 英寸)扭矩至 115 N∙m。
-
仅限机器右侧:使用先前卸下的 3 个六角头凸缘螺栓(⅜ x 2½ 英寸)、3 个凸缘螺母(⅜ 英寸)、1 个六角头凸缘螺栓(½ x 2¼ 英寸)、1 个垫圈和 1 个锁紧螺母(½ 英寸)将稳定器支架固定至机架管和杆臂。
上紧 3 个六角头凸缘螺栓(⅜ x 2½ 英寸)扭矩至 41 N∙m。
上紧六角头凸缘螺栓(½ x 2¼ 英寸)扭矩至 115 N∙m。
-
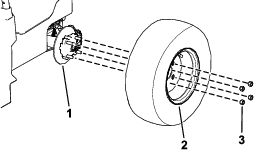
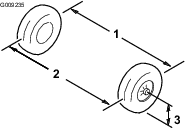
使用 4 个车轮螺母安装铝质车轮和轮胎总成。
以十字交叉方式上紧车轮螺母扭矩至 115 N·m。
-
在机器的另一侧重复步骤 1至 7。
调节前轮校准
准备调节外倾角或前束。
-
检查轮胎气压,确保前轮胎适当充气。
-
要么向驾驶员座椅添加配重块,使其等于运行机器的普通操作员的体重,要么让一位操作员坐在座椅上。调节程序执行过程中添加的重量或操作员必须始终停留在座椅上。
-
在水平地面上,将机器直线向后推动 2~3m,然后再直线向前推到起始位置。这样可以将悬挂系统沉入到操作位置。
调节外倾角
用户提供的工具:活络扳手,Toro 零件号 132-5069;请咨询您的 Toro 授权服务代理商。
Important: 只有在使用前部附件或轮胎磨损不均匀时才进行外倾角调整。
-
检查每个车轮的外倾角;对齐应尽可能接近中间(零)。
Note: 轮胎与行驶面应在地面上均匀对准,以减少不均匀的磨损。
-
如果车轮外倾角没有对齐,请使用活络扳手将减震器上的锁止环旋转以对齐车轮。
调整前轮前束
Important: 在调整前束之前,应确保外倾角尽可能接近中间;请参阅调节外倾角。
-
以轮轴的高度为标准、分别测出两个前轮的轮前距离和轮后距离。
-
如果测量值超出 0~6mm,应松开横拉杆外端的锁紧螺母。
-
旋转横拉杆、使轮胎的前侧向内或向外移动。
-
调整到适合位置之后,旋紧横拉杆锁紧螺母。
-
确保方向盘在两个方向都能全程旋转。
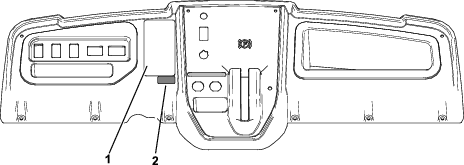
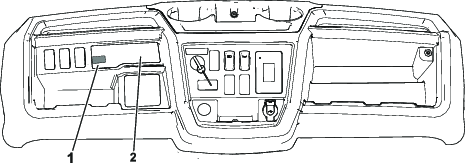
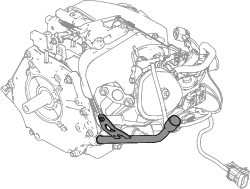
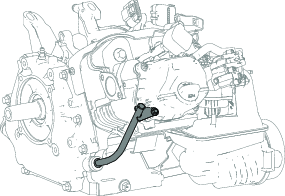
安装新量油尺管道
此程序中需要的物件:
| 量油尺管道 | 1 |
-
将机器停放在水平地面上,接合手刹,关闭发动机,然后拔下钥匙。
-
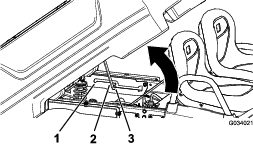
将支撑杆拉入维修位置止动槽,即可将货斗抬起至维修位置,以便在安装前固定货斗。
-
拆下固定老量油尺管道的螺栓,然后拆下老量油尺管道。
Note: 在经过认证的回收中心处置废机油。
-
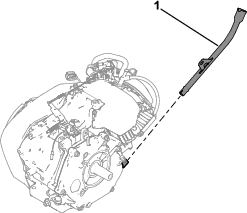
彻底清洁新量油尺管道及其侧盖。
-
仅就 GTX 型号而言,应将乐泰密封胶涂抹到新量油尺管道的末端。
Important: 在继续之前确保乐泰密封胶完全变干。应遵循乐泰密封胶的使用说明。
-
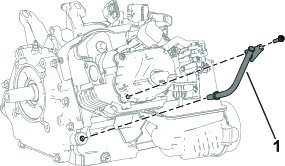
使用先前卸下的螺栓安装新量油尺管道。
上紧螺栓扭矩至 11 N·m。
-
检查机油油位,检查有无泄漏。
Note: 检查机油的最佳时间是发动机冷却时,在开始一天的工作前。如果发动机已经运行,请让机油回流到油底壳,至少等待 10 分钟再开始检查。如果油位较低,请添加机油,直至油位达到 Full(已满)标记。切勿过量添加。
Note: 机油量油尺仅在车辆卸货后才准确。